NJ
Ю
to
4
оо
Изобретение относится к сварке, а именно к устройствам для автоматического направления электрода по линии стыка свариваемых изделий, и может быть применимо в сварочных тракторах-автоматах, предназначенных для выполнения сварных швов тавровых соединений в замкнутых отсеках в судостроительной, машиностроительной и других отраслях промышленности.
Цель изобретения - расширение технологических возможностей путем независимого копирования стенок изделия каждой из горелок при многопроходной сварке.
Для достижения поставленной цели в устройстве для автоматической сварки угловых швов, содержаш,ем самоходную тележ ку, связанную штангой и шарнирным механизмом с качаюш.имся коромыслом, несушим две сварочные горелки и ролики для копирования профиля взаимно перпендикулярных стенок изделия, последние смонтированы в одной плоскости с каждой из сварочных горелок и установлены на разных концах коромысла, шарнирный механизм выполнен в виде смонтированного на штанге с возможностью поворота П-образного корпуса с осью, при этом коромысло установлено на этой оси с возможностью поворота и перемеш,ения и подпружинено относительно корпуса, а оси поворота корпуса и коромысла взаимно перпендикулярны.
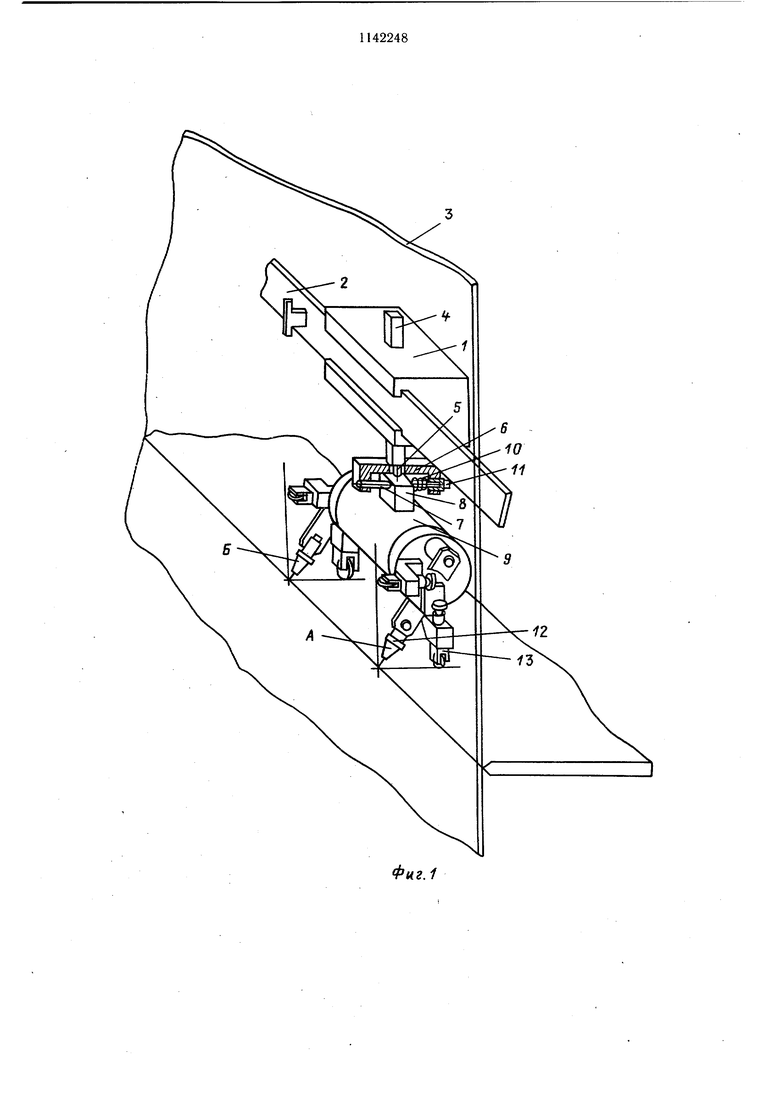
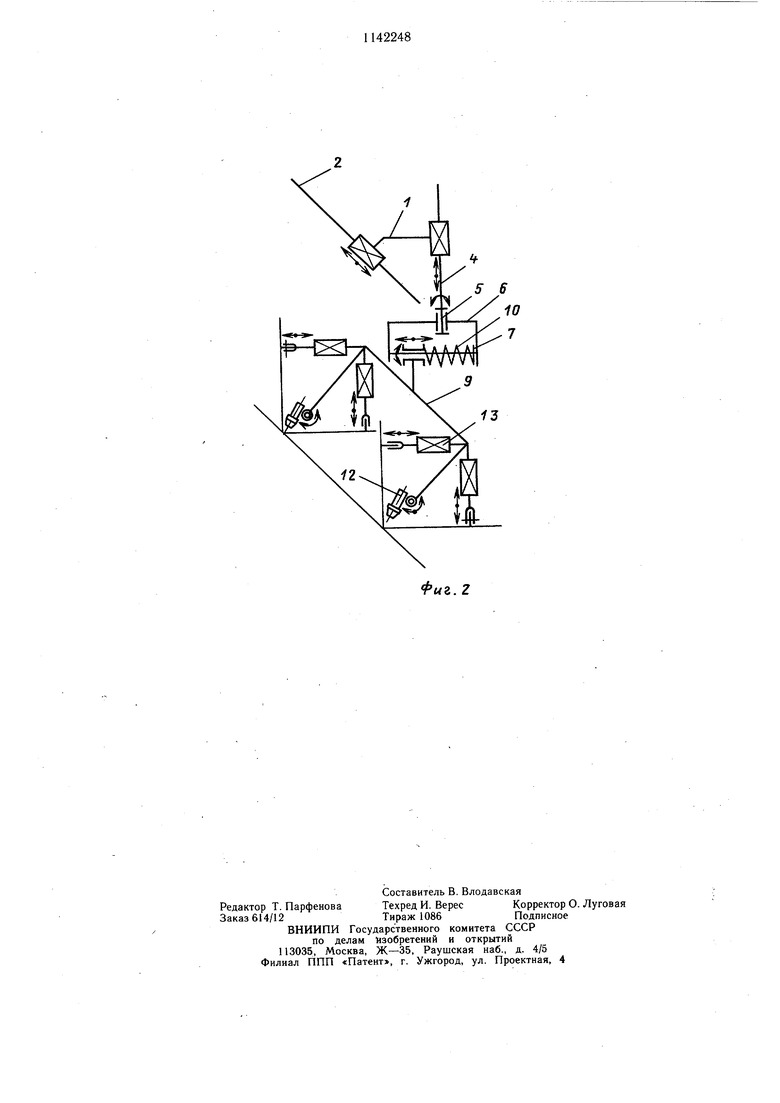
На фиг. 1 изображено предлагаемое устройство, обш,ий вид в изометрии; на фиг. 2 - кинематическая схема устройства.
Устройство содержит самоходную тележку 1, установленную на направляюшей 2, закрепленной на вертикальной стенке изделия 3. В корпусе тележки 1 установлена штанга 4, на нижнем конце которой посредством оси 5 закреплен П-образный корпус 6. В корпусе 6 установлена ось 7, на которой смонтирован ползун 8, жестко соединенный с коромыслом 9, которое также является корпусом механизма подачи сварочной проволоки. Ползун с коромыслом 9 подпружинен в сторону вертикальной стенки изделия пружиной 10, для регулирования усилия поджатия служит нажимная втулка 11. На коромысле 9 закреплены две сварочные горелки 12, по осям которых перпендикулярно поверхностям свариваемого изделия установлено по два копирующих ролика 13.
Устройство работает следующим образом.
Самоходная тележка 1 устанавливается на направляюшей 2, закрепленной на вертикальной стенке свариваемого изделия 3. Коромысло 9, с закрепленными по его концам
горелками 12 (А и Б), соединенное с помощью П-образного корпуса со штангой 4, под действием собственного веса опускается вниз, при этом штанга 4 скользит в направляющих тележки 1.
При опускании коромысла 9 сначала происходит касание вертикального копирующего ролика 13 одной из горелок (А или Б) горизонтальной поверхности свариваемого изделий, а затем коромысло 9 поворачивается вокруг оси 7, установленной в П-образном корпусе 6 перпендикулярно оси штанги 4 находящимся в одной с ней плоскости посредине между сварочными горелками. Вращение коромысла 9 вокруг оси 7 продолжается до тех пор, пока вертикальный копирующий ролик другой горелки не упрется в горизонтальную поверхность свариваемого изделия. Одновременно под действием пружины 10 коромысло 9 посредством жестко связанного с ним ползуна 8 перемещается вдоль оси 7 до тех пор, пока горизонтальный копирующий ролик 13 одной из горелок (А или Б) не упрется в вертикальную поверхность свариваемого изделия. Затем коромысло 9 совместно с корпусом б поворачивается вокруг оси 5 на конце штанги 4 до тех пор, пока горизонтальный копирующий ролик другой горелки не упрется в вертикальную поверхность свариваемого изделия. В зависимости от длины установки вертикальных и горизонтальных копирующих
0 роликов, сварочные проволоки горелок А и Б могут быть направлены в разные точки выполняемого щва, при этом одновременно могут выполняться разные проходы сварочного шва.
Таким образом, одновременное копирование относительно выполняемого шва двух горелок, установленных на расстоянии большем, чем габарит трактора по длине, осуществляется за счет двух продольных движений коромысла 9 вдоль оси 7 и двух вра„ щений вокруг осей 5 и 7, а также с помощью двух пар роликов, установленных по осям горелок. С целью обеспечения симметричности копирования обеими горелками оси 7 и 5 установлены в одной плоскости, перпендикулярно друг другу посередине
5 между сварочными горелками.
Предлагаемое устройство обеспечивает независимое копирование двумя горелками обоих элементов свариваемого таврового соединения, что позволяет расширить технологические возможности, обеспечив постоянство положения горелок относительно выполняемого шва и тем самым повысить качество сварных соединений.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической однопроходной сварки тавровых соединений | 1983 |
|
SU1123820A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ | 2005 |
|
RU2294274C1 |
| Устройство для автоматической электродуговой сварки тавровых соединений | 1985 |
|
SU1250433A1 |
| Устройство для автоматической сварки тавровых соединений с двух сторон | 1988 |
|
SU1539031A1 |
| Устройство для автоматической приварки ребер жесткости к плоскому полотнищу | 1977 |
|
SU747649A1 |
| Устройство для автоматической сварки угловых швов | 1978 |
|
SU912459A1 |
| Устройство для автоматической сварки угловых швов | 1980 |
|
SU965682A1 |
| Устройство для электродуговой автоматической сварки | 1975 |
|
SU573302A1 |
| Автомат для сварки под слоем флюса | 1984 |
|
SU1146168A1 |
| Устройство для одновременной сварки двух угловых швов | 1977 |
|
SU636064A1 |
УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ УГЛОВЫХ ШВОВ, содержащее самоходную тележку, связанную штангой Н шарнирными механизмом с качающимся коромыслом, несущим две сварочные горелки и ролики для копирования профиля взаимно перпендикулярных стенок изделия, отличающееся тем, что, с целью расширения технологических возможностей путем независимого копирования стенок изделия каждой из горелок, ролики для копирования профиля взаимно перпендикулярных стенок изделия смонтированы в одной плоскости с каждой из сварочных горелок и установлены на разных концах коромысла, шарнирный механизм выполнен в виде смонтированного на штанге с возможностью поворота П-образного корпуса с осью, при этом коромысло установлено на этой оси с возможностью поворота и перемещения и подпружинено относительно корпуса, а оси поворота корпуса и коромысла взаимно перпендикулярны.
| Устройство для автоматической сварки угловых швов | 1977 |
|
SU733937A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Установка для автоматической сварки угловых швов | 1973 |
|
SU498138A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
