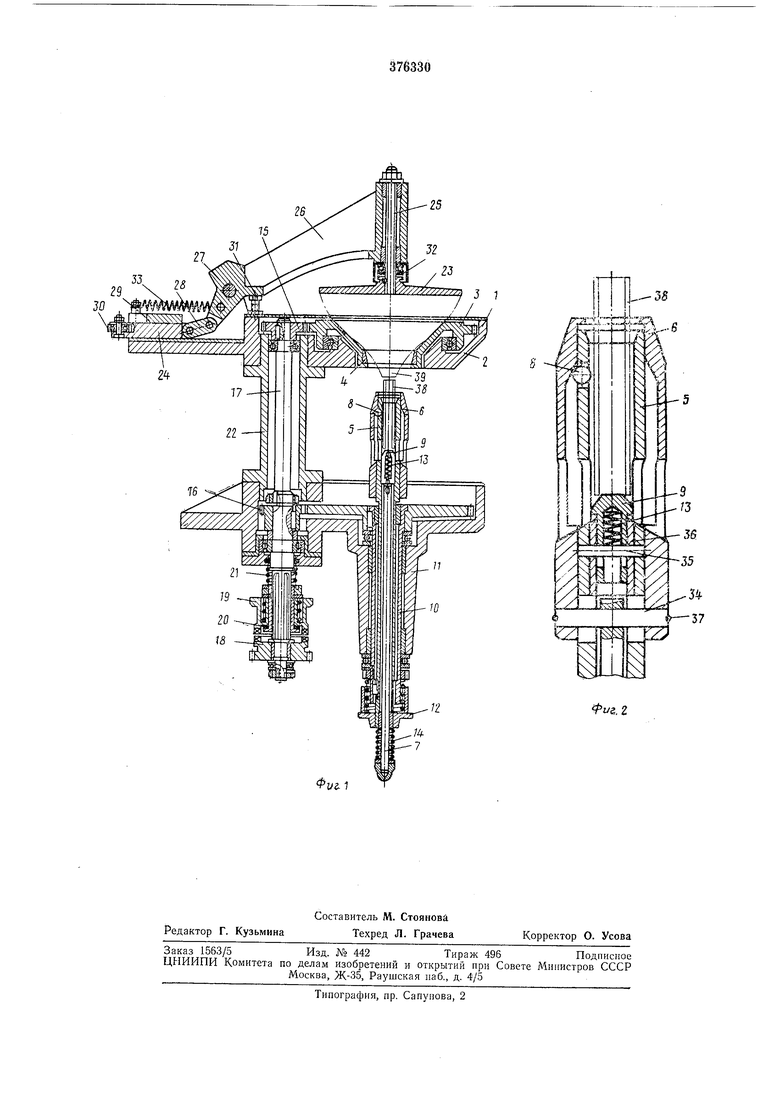
Изобретение может быть использовано и стекольной промышленности для оварки стеклодеталей., Известна карусельная машина для сварки конуса с тубусом электронно-лучевой трубки, включающая верхние и нижние шпиндели, оправки, горелки и механизм формования сварного шва. Цель изобретения - повысить производительность машины. Достигается это тем, что на верхнем шпинделе укреплен механизм .прижима конуса, выполнеННый в виде диска, смонтированно го на кронштейне, связанном с подпружиненным ползуном, а нижний шпиндель щ верхней части снабжен цептрируюшим устройством и укрепленной на штоке шпинделя подпружиненной втулкой. На фиг. 1 и 2 изображена описываемая машина. (Верхний шпиндель содержит .корпус 1, подшипник 2, гнездо-шестерню 3, центрирующий упор 4, а нижний шпиндель - пиноль 5, стакан 6, связанный со штоком 7, шарики 8, подпружиненную центрирующую пробку 9, вал 10, нижний корпус 11, тарелку 12, закрепленную на пиноли и пружины 13, 14. Привод вращения шпинделей включает в себя шестерни }5, 16, вал Ii7, нижнюю кулачковую Полумуфту-шестерню 18, верхнюю кулачковую полумуфту 19 со встроенной в нее фрикЦйонной муфтой 20, пружину 21, стойку 22, соединяющую и центрирующую корпуса верхнего и нижнего щпинделей. 1Каждая шпиндельная позиция карусельной машины содержит верхний шпиндель с механизмом прижима конуса, выполненного в виде диска 23, смонтированного на кронштейне, связанного с подпружиненным ползуном 24, полую ось 25, рычаг 26, ось 27, серьгу 28, налравляюшую 29, ролик 30, винт регулировочный 31 и пружины 32, 33. Центрирующее и фиксирующее устройство цилиндра содержит стакан 6 с внутренней конической поверхностью, полую пиноль 5, имеющую в своей верхней части 3 отверстия для щариков 8 и паз для хода шпонки 34, свя:Зыв.ающей стакан 6 с тягой 7; центрирующую пробку 9, имеющую паз, через который проходит ШТИ1ФТ 35, запрессованный во втулке 36 совместно с пинолью 5 и служащий опорой пружине 13. Шпонка 34 удерживается от выпадения пружинным кольцом 37. На технологической позиции загрузки в полость пиноли нижнего шпинделя вручную вставляется стеклянный цилиндр 38 до соприкосновения его с 9. В гнездо-шестерню 3 верхнего шпинделя устанавливается конус 39, который под действием своего веса сжимает пружину 13 и утапливает цилиндр 38 и центрирующую пробку 9 до соприкосновения наружной части конуса 39 с упором 4, При повороте карусели под действием пружины 14 конусная поверхность стакана 6 нажимает на шарики 8, которые центрируют и зажимают стеклянный цилиндр 38. Таким образом, центровка цилиндра в нижней его части осуществляется иробкой 9 во внутренней поверхности, а в верхней части шарикаМИ 8 ПО наружной поверхности. Благодаря подпружиненной центрирующей возможна автоматическая свйрка цилиндров со значительным разбросом их по длине. Плавный скос па кулисе (на чертежах не показана) исключает резкие удары шариков 8 по поверхности стеклянного цилиндр-а 38. Одновременно ролик 30 ползуна 24, обкатываясь по неподвижному копиру (на чертежах не показан), поБора-чивает рычаг 20 до упора в регулировочный винт 3J. Таким образом, длск 23 выравнивает и прижимает конус 39 к центрирующему упору 4. Регулировочный винт 31 служит для точпо,й установки соосности приж,има и шпинделей. Благодаря подпружипенному диску 23 возможна автоматическая сварка конусов со значительным разбросом их размеров по высоте (соосность устйповки конуса и цилиндра не нарушается). После центровки и зажима стеклодеталей производится опускание пиноли 5 с зажатьгм в ней цилиндром 38 по ,круговой кулисе на определенное расстояние. Этим достигается идентичный для всех позиций зазор между торцами свариваемых стаклодеталей, что дает качественную сварку при автоматическо м режиме. Включение вращения шпинделей осуществляется пружиной 21 пр« съезжании с кулисы верхней полумуфты 19 и зацеплении ее с постоянно вращающейся полумуфтой-шестерней 18. Разогрев свариваемых торцбй стеклянных деталей осуществляется с помощью специальных горелок. После разогрева производится стыковка свариваемых тор1ЦОВ и оттяжка сварочного шва. Эта операция :может осуществляться на одной из технологических позиций с помощью специального механизма с приводом от распределительного вала или с помощью кул.ис на повороте ка-русели. Для выравнивания сварочного шва по наружной поверхности на технологической позиции имеется специальный механизм заглажиВаЕИя шва с приводом от кулака раопределительного вала. Выравнивание внутренней поверхности сварочного шва производится с помощью поддува воздуха через полую ось механизма прижйма. Съем изделий осуществляется вручную. При этом вращение шпиндельных позиций выключается. Предмет изобретения (Карусельная м адаина для сварки конуса с тубусом электроннолучевой трубки, включающая верхние и нижние щпиндели, оправки, горелки и механизм формования сварного шва, отличающаяся тем, что, с целью повышения производительности, на верхнем шпинделе укреплен механизм прижима конуса, выцолненный в виде диска, смонтированного на кронштейне, связанном с подпружиненным ползуном, а шпиндель в верхней части снабжен центрирующим устройством и укрепленной на штоке шпинделя подпружиненной втулкой.
27
Фиг.
25
Фиг.,2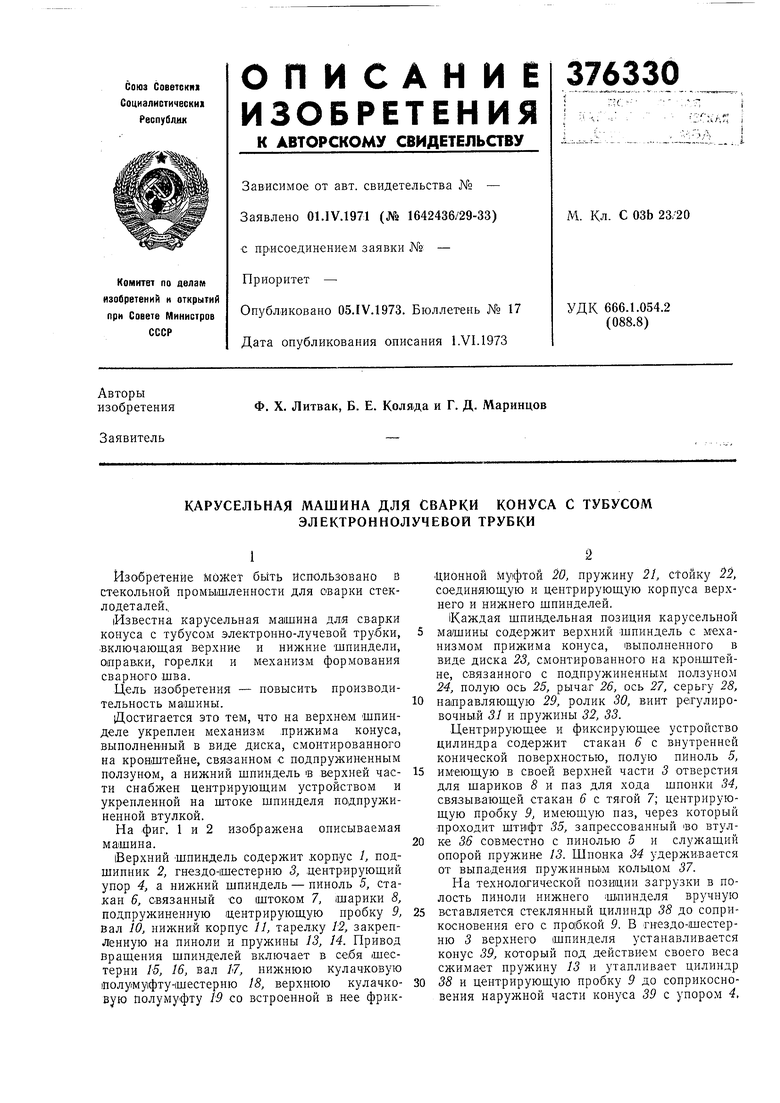
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сварки кольцевых швов в среде защитных газов | 1974 |
|
SU519294A1 |
| МАШИНА ДЛЯ ОБРАБОТКИ КОНУСОВ ЦЕЛЬНОСТЕКЛЯННЫХ ОБОЛОЧЕК ЭЛЕКТРОННОЛУЧЕВЫХ ТРУБОК | 1967 |
|
SU191757A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| ГОЛОВКА ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457089C1 |
| Устройство для спаивания стекло-издЕлий | 1979 |
|
SU814909A1 |
| Машина для шлифования торцовСТЕКляННыХ издЕлий | 1979 |
|
SU841923A1 |
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |
| Роторный автомат | 1989 |
|
SU1691065A1 |
| Машина для сварки изделий из стекла | 1979 |
|
SU876559A1 |
| Устройство для дуговой сварки круговых швов | 1990 |
|
SU1775257A1 |