Предлагается способ непрерывного литья слитков, при котором вытягиваемому из мундштука формы слитку сообщают разные по величине возвратно-поступательные движения с соблюдением паузы между двумя последовательными перемещениями.
Известны способы непрерывного литья. Однако, если внутреннее строение непрерывного чистого слитка удовлетворяет требования металлургов, то поверхность его обычно покрыта поперечными трещинами, и поэтому слиток подвергается предварительной обработке (шабровка, зачистка и т.д.), прежде чем идет в обработку (прессовка, прокатка).
Для объяснения причин появления этих трещин предположим, что форма (изложница), в которую поступает металл, неподвижна и может быть помещена горизонтально, вертикально или под каким-либо углом к горизонту.
Делая допущение, что рассматриваемые явления происходят в чистом виде, можно, в основном, рассматривать два случая охлаждения металла, находящегося в мундштуке формы.
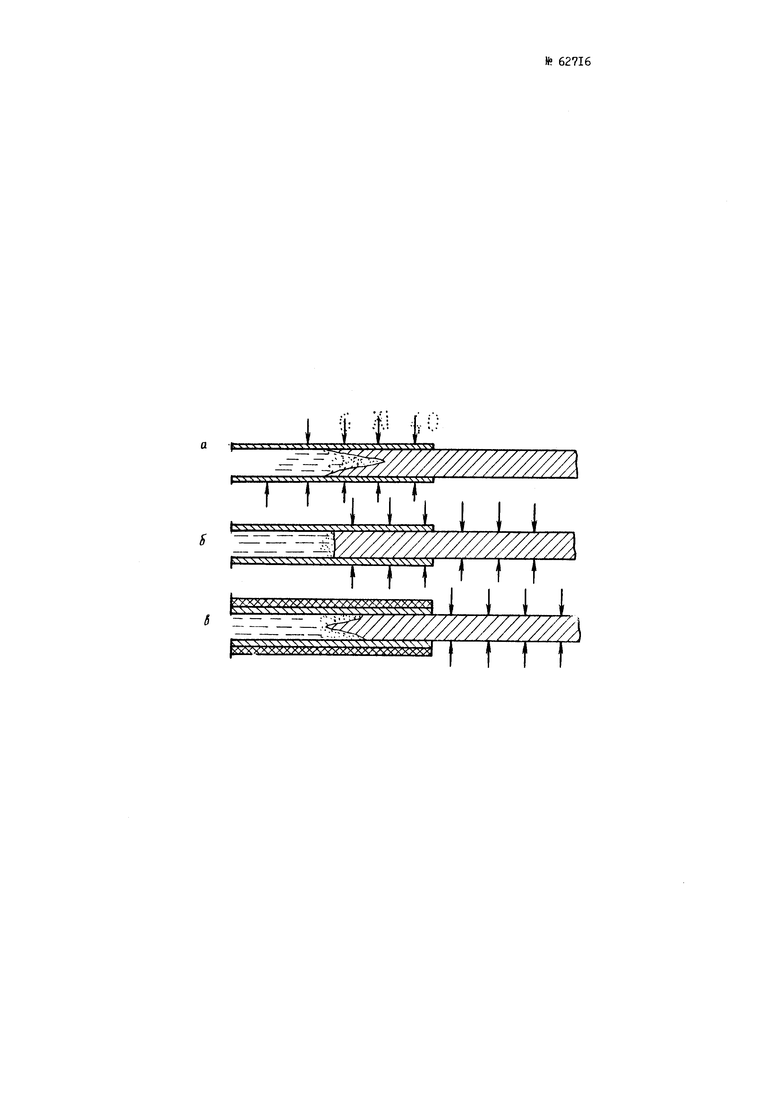
Буквой а (см. чертеж) обозначен случай, когда охлаждается только мундштук, и жидкий металл, соприкасаясь с его охлажденными стенками, теряет свое тепло, и в свою очередь, кристаллизуется.
Тогда границу твердого металла с жидким можно представить в виде конуса обращенного вершиной в сторону твердой зоны.
Случай  представляет промежуточное положение, т.е. одновременно охлаждается мундштук и слиток, тогда граница жидкой и твердой зоны металла может быть выражена плоскостью, перпендикулярной к оси слитка.
представляет промежуточное положение, т.е. одновременно охлаждается мундштук и слиток, тогда граница жидкой и твердой зоны металла может быть выражена плоскостью, перпендикулярной к оси слитка.
В случае в охлаждается только слиток, выходящий из мундштука, сам же мундштук отеплен, тогда границу жидкой и твердой зоны можно представить в виде конуса обращенного вершиной в сторону жидкой зоны металла.
Теперь перейдем к рассмотрению сил трения, возникающих при движении слитка по мундштуку.
Вследствие того, что закристаллизовавшийся в виде конуса металл находится под воздействием достаточно высокой температуры, можно допустить, что под воздействием сил гидростатического напора металла стенки конуса прижимаются к внутренним стенкам прямоточного мундштука.
Силы трения, возникающие под действием сил тяжести слитка, для упрощения не учитываются.
Разберем отдельно четыре случая положения трения в зависимости от состояния границы между жидким и твердым металлом.
Уравнение сил трения для первого случая может быть написано в следующем виде

где  - сила трения,
- сила трения,
 - нормальное давление,
- нормальное давление,
 - коэффициент трения
- коэффициент трения
при 
Для второго случая 
Для третьего случая 
Для четвертого случая 
Из приведенного ясно, что величина силы трения-функция от угла  , так как все остальные величины постоянны.
, так как все остальные величины постоянны.
Нетрудно убедиться, что с увеличением угла силы трения уменьшаются до нуля в третьем случае, т.е. когда угол  ,
,  и
и  . В этом случае на границу между жидкой и твердой зоной действует только гидростатический напор, стремящийся вытолкнуть слиток из мундштука.
. В этом случае на границу между жидкой и твердой зоной действует только гидростатический напор, стремящийся вытолкнуть слиток из мундштука.
В случае конуса, направленного вершиной в зону жидкого металла, вертикальная слагающая меняет свой знак, оказывая давление к центру слитка, а не от центра, как в первом случае.
Остается только жидкостное трение металла о стенки мундштука, которое практического значения иметь не может, вследствие малых скоростей истечения.
Так как из вышеизложенного установлено наличие внешних сил, действующих на слиток, то последний должен обладать силами внутреннего сцепления, превосходящими силы внешние, для обеспечения достаточного сопротивления, предупреждающего как изгиб от гидростатического напора (стенки конуса распираются), так и разрыв от действия сил, вытягивающих слиток из мундштука.
Вследствие высокой температуры металла, находящегося в зоне кристаллизации, прочность слитка представляет весьма мелкую величину, и поэтому надо всеми способами стремиться к уменьшению сил трения.
Уменьшение сил трения принципиально может быть произведено двумя путями: по линии уменьшения коэффициента трения и подбором соответствующей системы охлаждения для уменьшения вертикальных составляющих сил гидростатического напора.
Для уменьшения сил трения надо иметь чистую полированную и покрытую смазкой внутреннюю поверхность мундштука. Но смазку внутренней поверхности мундштука во время работы производить затруднительно, а получение чистой полированной внутренней поверхности мундштука затруднений не представляет.
Подбором соответствующего охлаждения можно будет достичь такого положения, когда весь гидростатический напор будет направлен на выталкивание слитка, а следовательно, и на уплотнение последнего.
Tax как силы трения неизбежны, то при непрерывном вытягивании слитка поверхность его будет покрыта поперечными трещинами, причина появлений которых следующая: жидкий металл, соприкасаясь с холодными стенками кристаллизатора, затвердевает в виде конуса с вершиной, обращенной по ходу слитка (практически конус всегда будет иметь место).
Вследствие наличия трения между металлом и стенками кристаллизатора, возникают силы трения, которые превосходят прочность слитка в некотором застывшем сечении, находящемся вблизи основания конуса.
Для получения хорошей поверхности слитка, с принципиальной точки зрения, предлагается применение силы сжатия вместо разрыва (растягивания) сечения, находящегося вблизки основания конуса. Тогда в случае неподвижности мундштука для получения хорошей поверхности нужно вытягивать слиток с возвратно-поступательным движением, т.е. перед вытягиванием слитка (после заполнения металлом формы и паузы для затвердевания), он должен быть вдвинут в форму, вследствие чего происходит отрыв тонкой корочки металла от стенок мундштука и ее отделение, затем вытягивают слиток, но так, чтобы жидкая зона не вышла за его пределы, после чего следует пауза, необходимая для затвердевания жидкого металла, заполнившего освободившее пространство в мундштуке, после вытягивания затвердевшей части слитка.
На этом цикл заканчивается, далее он повторяется вновь в описанном выше порядке.
Тот же самый способ может быть применен и для случая непрерывного движения слитка и движущейся изложницы.
В целях получения хорошей поверхности непрерывного слитка, получаемого в подвижном мундштуке, предлагается при заполнении мундштука жидким металлом перемещать мундштук вместе со слитком (предполагается уже действующий процесс, а не его начало), затем в некоторый момент мундштук со скоростью большей, чем скорость слитка, перемещается по слитку в сторону его движения на некоторую величину, после чего меняют направление на противоположное и перемещают мундштук. Он как бы соскальзывает со слитка на величину пути, которая складывается из совместно пройденного со слитком пути, самостоятельного перемещения по слитку производившегося в том же направлении, и из некоторой величины, соответствующей производительности мундштука. В дальнейшем цикл повторяется вновь.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1991 |
|
RU2063296C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ КРУГЛЫХ СЛИТКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2547089C2 |
| СПОСОБ НЕПРЕРЫВНОЙ ГОРИЗОНТАЛЬНОЙ РАЗЛИВКИ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2532679C1 |
| Способ прокатки | 1969 |
|
SU461558A1 |
| Способ непрерывного литья | 1944 |
|
SU67083A1 |
| Способ непрерывного литья слитка и плавильно-литейная установка для его осуществления | 2020 |
|
RU2745520C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015814C1 |
| СПОСОБ НЕПРЕРЫВНОГО МНОГОРУЧЬЕВОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ ПЛОСКИХ СЛИТКОВ, УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА, МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР И ТЯНУЩЕЕ УСТРОЙСТВО ДЛЯ ЭТОЙ УСТАНОВКИ | 1999 |
|
RU2161546C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015823C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015812C1 |
1. Предлагается способ непрерывного литья слитков, при котором вытягиваемому из мундштука формы слитку сообщают разные по величине возвратно-поступательные движения с соблюдением паузы между двумя последовательными перемещениями.
2. В устройстве для осуществления этого способа вместо сообщения возвратно-поступательных движений слитку мундштук выполнен подвижным вдоль своей оси.
