В ОСНОВНОМ авт. св. JV 62716 описан способ непрерывного лнтья. который отличается тем, что вытягивае.мо.му из мундштука слитку сообщают разные но величине возвратно-поступательные перемещения с соблюдением паузы между двумя последовательными пере.мещепиямп. А ундщтук-кристаллизатор выполнен подвижным на своей осп.
Пред,лагаемый способ непрерывного литья отличается тем, что для смазываиия внутренней поверхности мундштука-кристаллизатора смазывающую среду подают периодически.
Смазка применяется для уменьшения сил трения между слитком и внутренней поверхностью кристаллизатора и иозволяет избавиться от полировки внутренней поверхности кристаллизатора. Смазка может подаваться периодически в верхнюю часть кристаллизатора, в которой расположен маслоприемник, непосредственно па внутреннюю поверхность кристаллизатора, или на мениск жидкого металла, откуда опа стекает на поверхность слитка и на виутреннюю поверхность кристаллизатора.
Маслоприемник кристаллизатора (в частности, для круглых слитков) представляет собою кольцевую канавку с бортиками, причем бортик, на.ходящийся у внутренней поверхности кристаллизатора, снабжен равномерно расположенными по окрул ности щелями, при помощи которых смазка самотеком стекает на внутреннюю поверхность кристаллизатора. Смазка поступает из трубочки, прикрепленной к верхней части кристаллизатора и соединенной резиновым щлапгом с лубрикатором. Открытый конец этой трубочки можно направить на внутреннюю поверхность.кристаллизатора, на мениск металла или в маслоприемник кристаллизатора в любом месте подачи смазки. На каждое из перечисленных трех мест {маслоприемник, мениск и внутренняя поверх„YO 67083
пость кристаллиза.тора) масло подается периодически. Размер порции (дозы), подаваемой за одпп период, может колебаться в относительно больи1их пределах, начиная от одноГ1-двух капель, до размера небольпюП струйки.
Периодическая подача смазки позволяет упростить механизм для ее подачи. Лубрикатор автоматически подаюп1ий смазку, связап с механизмом тянущих валков и может быть легко отрегулирован па подачу различных доз смазки, поступаюп,ей через равномерные интервалы времени в кристаллизатор. Смазку подавать также при помонщ капельннцы или других устройств.
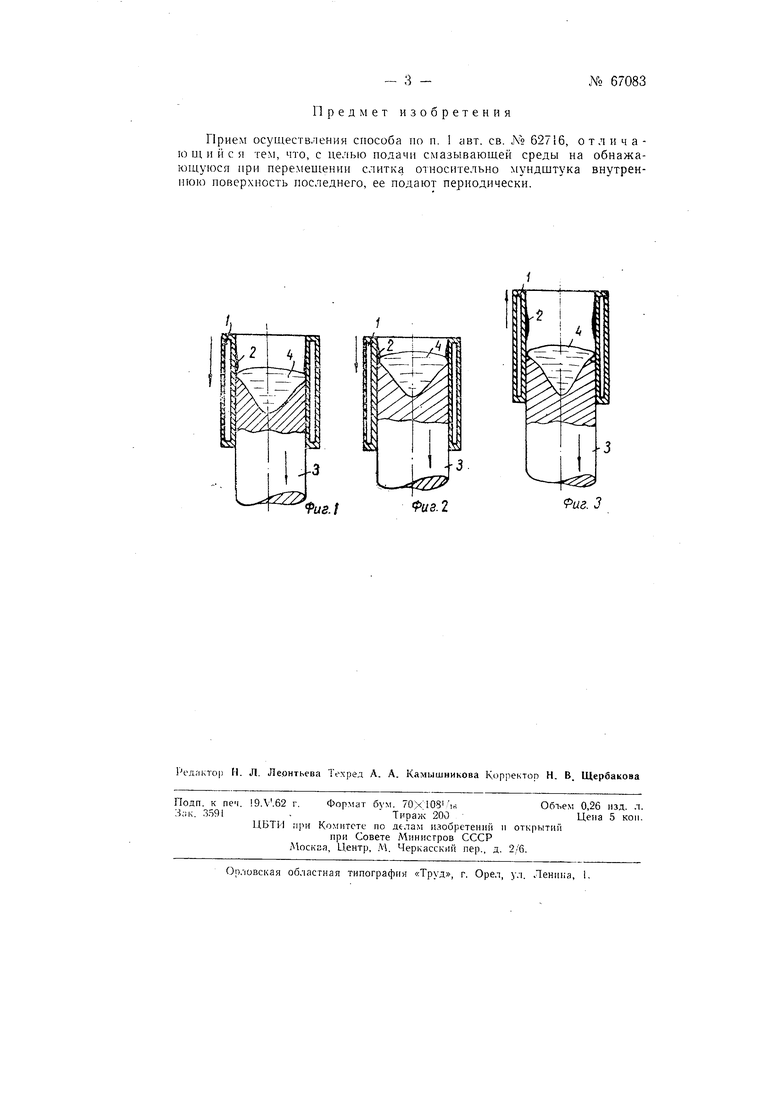
На фнг. 1, 2 п 3 показаны три. конечных положения кристаллизатора, занимаемые пос.Г едним за один период своего перемещения но слитку.
Кристаллизатор движется синхронно вместе со слитком, затем опережает последний и возвращается в походное положение. Расположение масляного слоя .соответствуег этим трем положениям кристаллизатора. Наполнение кристаллизатора происходит непрерывной струей «металла. Количество подаваемого металла в кристаллизатор можег быть равномерны.м или нерподически колеблется от максимума до известного минимума, а затем возрастает до известпого максимума и т. д.
При заполнении кристаллизатора У металлом 4 (фиг. 1) иоследний выжимает вверх слой 2 масла, находящийся на иоверхности кристаллизатора. Таким образом, масло все время соприкасается с верхней частью меннска жидкого металла по образующей. Под действием все поднимающегося мениска металла масло движется вверх со скоростью заиолнения кристаллизатора металлом. Это явление происходит до конца первого хода.
В следующи момент начинаегся второй ход - онережеине кристаллизатором / слитка 5 (фиг. 2), при котором кристаллизатор быстро опускается впиз. Вследствие отпосптельно болыиой скорости опережения слой масла на поверхности кристаллизатора не усневает полностью выжаться вверх, а частично нроппкает между кристаллизатором и металлом; при этом металл отжимается от стенок кристаллизатора. Так как масляпый слой неско.тько умепьщает диаметр кристаллизатора, кристаллизация металла происходит относительно быстро. Диаметр слитка получается мепьще на величину порядка 0,1 мм, вследствие чего на поверхности слитка заметнь кольцевые пережимы.
При подъеме кристаллизатора в исходное копечное положепие (фиг. 3) масло па поверхности кристаллизатора вместе с последним быстро поднимается вверх, откуда оно стекает вниз с небольщой скоростью, смазывая внутреннюю поверхность кристаллизатора. Вследствие того, что диаметр слитка оказался уменьщенным, жидкий металл не соприкасается со стенками кристаллизатора. Следовательно, в момент его подъема силы трения между кристаллизатором и застывающим металлом отсутствуют, что обеспечивает xoponiee качество поверхности слитка.
Когда силы поверхностного натяжения преодолеваются силами тяжести жидкого металла, последний подливается к стенкам кристаллизатора. Вследствие того, что масло относительно медленно стекает вниз, а металл уже подлился к стенкам кристаллизатора, в иачалыюм положении (фиг. 1) масло ие смазывает внутренней поверхности кристаллизатора, поэтому паиесение слоя смазки на поверхность слитка осуществляется периодически.
П р е д м е т и 3 о б р е т е н и я
Прием осуществления способа по п. 1 авт. св. ЛЬ 62716, отлича10 щ п и с я тем, что, с целью подачи смазываюш,ей среды на обнажающуюся при перемещении слитка относительно yндштyкa внутреннюю поверхность последнего, ее подают периодически.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кристаллизатор для непрерывного литья | 1943 |
|
SU64040A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ | 1940 |
|
SU62716A1 |
| ДВУХСЛОЙНЫЙ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ | 1942 |
|
SU64789A1 |
| Способ непрерывной разливкиМЕТАллОВ | 1979 |
|
SU833368A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015817C1 |
| Способ непрерывного литья слитков на установках вертикального и криволинейного типа | 1990 |
|
SU1736673A1 |
| УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОГО ЛИТЬЯ ЦИЛИНДРИЧЕСКИХ СЛИТКОВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2022 |
|
RU2788042C1 |
| Букса для железнодорожного подвижного состава | 1922 |
|
SU329A1 |
| Способ непрерывной разливки металлов | 1975 |
|
SU533129A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ МНОГОСЛОЙНЫХ ЗАГОТОВОК | 1985 |
|
SU1280754A1 |
fua/
