Изобретение относится к термической обработке бесшовных коррозионностойких труб из стали мартенситного класса и может быть использовано при производстве труб нефтяного сортамента с пределом текучести не менее 552 МПа (группы прочности L80, R95, Р110). Указанные трубы применяют для строительства обсадных и насосно-компрессорных колонн при добыче углеводородов. Более конкретно, изобретение относится к способу термической обработки, позволяющему эффективно предотвращать, либо минимизировать образование закалочных трещин труб из низкоуглеродистых (подразумевается содержание углерода не более 0,18 мас. %) высокохромистых (подразумевается содержание хрома от 10 до 20 мас. %), сталей, которые склонны к трещинообразованию при высоких скоростях охлаждения, и получить высокий уровень прочностных, вязкопластичных свойств за счет предлагаемого технического решения.
УРОВЕНЬ ТЕХНИКИ
Известен способ термической обработки высокопрочной коррозионно-стойкой стали мартенситного класса, заключающийся в проведении гомогенизации стали при температуре 1150°С, охлаждением на воздухе и с последующим отпуском при температуре 650°С, охлаждением на воздухе, нагрева под закалку до температуры 1050°С с охлаждением в масле с последующим отпуском при 650°С и охлаждением на воздухе (патент РФ 2388833, C21D 6/02, опубл. 10.05.2010).
Известен способ производства бесшовной трубы из мартенситной нержавеющей стали для нефтепромыслового трубного оборудования, включающий способ термической обработки труб с закалкой после нагрева до температуры, равной или более высокой, чем температура перехода Ас3, охлаждением до температуры в пределах от 100°С и ниже со скоростью охлаждения, равной или более высокой, чем скорость охлаждения на воздухе и последующим отпуском при температуре от более чем 450°С до 550°С (патент РФ №2431693, С22С 38/58, С22С 38/40, C21D 9/08, опубл. 20.10.2011).
Недостатками указанных аналогов являются недостаточно высокий уровень механических свойств и низкая производительность, связанная с тем, что закалочное охлаждение выполняют на воздухе.
В качестве прототипа принят известный способ закалки стальной трубы (патент РФ 2552801 C21D 9/08, С22С 38/00, опубл. 10.06.2015) из средне- или высокоуглеродистой стали, или из коррозионностойкой стали мартенситного класса, включающий нагрев до температуры выше критической точки Ас3, охлаждение наружной поверхности трубы водой до цеховой температуры, но при этом концевые участки подвергают охлаждению на воздухе. За счет описанного способа закалки обеспечивается получение требуемой мартенситной структуры по длине трубы за исключением концевых участков и отсутствие закалочных трещин.
Недостатком прототипа является то, что фактически трубы после закалки могут иметь по длине различную микроструктуру и, как следствие, механические свойства, обусловленные различным скоростью охлаждения тела трубы и концевых участков. В описании к патенту указано, что содержание мартенсита в структуре основного тела трубы составляет не менее 80%, по концевым участкам информация не приведена, однако, с учетом более низкой скорости охлаждения концевых участков, предполагается, соответственно, более низкое содержание мартенсита в структуре, т.е. менее 80%. С учетом того, что пробы для проведения механических испытаний согласно ГОСТ 31446-2017 и международного стандарта API 5СТ отбирают от концевых участков труб, вызывает сомнение сопоставимость уровня механических характеристик концевых участков и тела трубы вследствие различных условий охлаждения труб по длине.
Кроме того, низкая скорость охлаждения хромистых труб мартенситного класса может приводить к ухудшению таких свойств как коррозионная стойкость и ударная вязкость при отрицательных температурах вследствие зернограничных выделений карбидных фаз.
Техническим результатом изобретения является создание и промышленное освоение нового технического решения в области технологии термической обработки бесшовных труб из коррозионностойкой высокохромистой стали мартенситного класса, обеспечивающего отсутствие трещин напряжения и получение высокого комплекса прочностных и вязкопластических свойств, в том числе, и при отрицательных температурах вплоть до минус 60°С. Это позволяет использовать трубную продукцию для добычи углеводородов в макроклиматических районах с холодным климатом.
Для получения высокого комплекса механических свойств и коррозионной стойкости трубы нефтяного сортамента из стали мартенситного класса с повышенным содержанием хрома традиционно подвергают термической обработки, заключающейся в нагреве до температур аустенитной области с последующим закалочным охлаждением на воздухе. Для получения однородной мартенситной структуры (содержание мартенсита не менее 90%) скорость охлаждения на воздухе является достаточной, что связано с высокой прокаливаемостью стали с повышенным содержанием хрома. Мартенситная структура является трещиночувствительной, в связи с чем, далее трубы подвергают высокому отпуску при температурах ниже критической точки Ас1.
Особенностью стали мартенситного класса с повышенным содержанием хрома (более 10%) является повышенная склонность к образованию трещин напряжения при закалке с применением водных закалочных сред. Это связано со следующими факторами:
- пониженная теплопроводность стали из-за повышенного содержания хрома.
- относительно низкое температурное положение интервала мартенситного превращения, что затрудняет процесс релаксации внутренних напряжений, возникающих при бездиффузионной перестройке кристаллической решетки аустенит -» мартенсит.
Закалка труб с охлаждением на воздухе исключает образование трещин напряжения, но приводит к значительной потере производительности участка термической обработки вследствие низкой скорости охлаждения по сравнению с закалкой в водной среде. Скорость охлаждения труб на воздухе, исходя из полученной в ходе опытных работ информации, составляет 7-9°С/мин для тонкостенных труб с соотношением диаметра к толщине стенки D/S=20÷23 и 2-3°С/мин для толстостенных труб с соотношением D/S=8-10. Таким образом, в случае закалочного охлаждения на воздухе потеря производительности между операцией закалки и последующим отпуском составит от двух до четырех часов на каждый лот производства по сравнению с закалкой в водной среде. С учетом годового производства в объеме 100 лотов, потеря полезного рабочего времени вследствие необходимости охлаждения хромистых труб на воздухе с температур закалки будет составлять от 200 до 400 ч, что может расцениваться как простой оборудования и снижение коэффициента его использования.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Технический результат, достигаемый предлагаемым техническим решением, заключается в обеспечении условий закалочного охлаждения коррозионностойких труб из стали мартенситного класса по всей длине в водном спрейерном устройстве без образования трещин закалочного происхождения с последующим высоким отпуском, гарантирующим получение требуемых механических свойств (предел текучести не менее 552 МПа и ударная вязкость при температуре испытаний минус 60°С не менее 70 Дж/см2). Это достигается за счет получения благоприятной дисперсной микроструктуры, имеющей морфологию отпущенной феррито-карбидной смеси с равномерно распределенными, выделившимися в процессе отпуска карбидами.
1. Способ термической обработки бесшовных коррозионностойких труб нефтяного сортамента из высокохромистой стали мартенситного класса, включающий нагрев до температуры, превышающей критическую точку Ас3, охлаждение и последующий высокий отпуск, при этом охлаждение трубы проводят в водном спрейерном устройстве со сформированным диаметром водного кольца на 20-45% менее, чем внутренний диаметр подаваемой на охлаждение трубы и углом наклона подающих воду форсунок к оси трубы, равным от 10 до 25°, причем трубу подают в водное спрейерное устройство при ее поступательно-вращательном движении для охлаждения наружной поверхности по всему периметру и длине трубы с обеспечением содержания мартенсита в структуре стали трубы не менее 95%, а последующий высокий отпуск проводят при температурах на 15-80°С ниже критической точки Ac1 и с выдержкой не менее 5 мин на 1 мм сечения толщины стенки трубы;
2. Способ по п. 1, при этом трубы изготовлены из высокохромистой стали мартенситного класса, содержащей углерод в пределах от 0,04 до 0,18 мас. % и хром от 10 до 20 мас. %;
3. Способ по п. 1 или 2, при этом высокий отпуск проводят при температуре от до 5 60-715°С с выдержкой не менее 5 мин на 1 мм толщины стенки трубы и последующим охлаждением на спокойном воздухе.
Трубы, нагретые для закалки до температур выше критической точки Ас3 (для рассматриваемых сталей 800°С или выше) постепенно выходя одним концом из нагревательной печи поступают в охлаждающее устройство (водный спрейер) и проходят его полностью. За счет поступательно-вращательного движения, обеспечиваемого приводными роликами, установленными под углом к оси закаливаемой трубы, водное охлаждение с температуры закалки осуществляется по всей длине наружной поверхности трубы, обеспечивая однородность микроструктуры и механических свойств, минимизируя анизотропию. Для минимизации риска образования закалочных трещин вследствие интенсивного водяного охлаждения, диаметр сформированного водяного кольца задается на 20-45% меньше внутреннего диаметра трубы. Диаметр водяного кольца водяного струйного охлаждения рассчитывают по следующей формуле:

где Dк - диаметр водяного кольца, мм;
dтp - внутренний диаметр трубы, мм
Также для исключения риска образования закалочных трещин осуществляется изменение угла наклона водяных струй, который должен находиться в пределах 10-25° к оси трубы.
Описанный способ термообработки, заключающийся в проведении закалки путем водяного охлаждения с температур нагрева выше Ас3 по всему периметру и длине труб и последующего высокого отпуска, обеспечивает равномерное распределение карбидов на основе хрома при распаде мартенсита, что приводит к повышению сопротивления металла труб ударным нагрузкам при требуемом уровне прочностных характеристик (предел текучести не менее 552 МПа, предел прочности не менее 655 МПа).
При охлаждении до комнатной температуры после операции горячего формоизменения происходит образование крупно игольчатого мартенсита -закалочной структуры, обусловленной химическим составом высокохромистой нержавеющей стали - приводящего к охрупчиванию, т.е. крайне низкой ударной вязкостью даже при комнатной температуре. Таким образом, проведение закалки от температур аустенизации в обычной водной среде, т.е. без применения мероприятий, направленных на минимизацию обозначенных рисков, может усугубить процесс трещинообразования. Охлаждение же на воздухе не позволяет в полной мере обеспечить достаточный уровень коррозионной стойкости труб вследствие низкой скорости охлаждения и неполноты протекания мартенситного превращения. Кроме того, в данном случае вероятно образование метастабильной фазы -аустенита, который может приводить к постепенному изменению механических характеристик и снижению эксплуатационных характеристик с течением времени, преобразуясь в мартенсит деформации, либо распадаясь на феррито-карбидную смесь.
Полученную трубную заготовку подвергают термической обработке, заключающейся в нагреве под аустенитизацию до температуры 900-980°С, последующим охлаждением со скоростью, варьирующейся в диапазоне 6-8°С/с, реализуемую посредством водяной струйной обработкой наружной поверхности труб с сформированным диаметром водяного кольца на 20-45% меньше внутреннего диаметра трубы и угла наклона водяных струй в пределах от 10 до 25° к оси трубы. После закалки проводят высокий отпуск при температуре от 560 до 715°С с выдержкой не менее 5 мин на 1 мм толщины стенки трубы и последующим охлаждением на спокойном воздухе.
Полученная труба, в зависимости от конечной температуры отпуска и химического состава стали имеет следующие механические свойства - временное сопротивление разрыву 670-760 МПа (для группы L80 по ГОСТ 31446) и 840-960МПа (для группы Р110 по ГОСТ 31446), предел текучести 560-640 МПа (для группы L80 по ГОСТ 31446) и 760÷850 МПА (для группы Р110 по ГОСТ 31446), относительное удлинение более 20%, ударную вязкость на поперечных образцах по Шарпи при температуре испытаний минус 60°С не менее 70 Дж/см2. Труба обладает стойкостью к углекислотной коррозии.
Закалка из аустенитной области при температуре 900-980°С с последующим охлаждением со скоростью в диапазоне 6-8°С/сек позволяет обеспечить для труб из нержавеющей стали полное аустенитное превращение с формированием однородной мелкодисперсной структуры по толщине стенки трубы, необходимой для обеспечения требуемых прочностных и вязкопластичных характеристик и стойкости к углекислотной коррозионной стойкости. При этом, диапазон охлаждения 6-8°С/сек с одной стороны обеспечивает размер аустенитного зерна не крупнее 9 балла, позволяет получить тонкую субструктуру с высокой плотностью дислокаций, а с другой стороны не приводит к критическим растягивающим кольцевым напряжениям, обусловленным возрастающим температурным градиентом по толщине стенки труб. Охлаждение труб со скоростью менее 6°С/сек не позволит в полной мере обеспечить протекание мартенситного превращения и может привести к риску фиксирования метастабильной фазы в виде остаточного аустенита. Охлаждение со скоростью более 8°С/сек приведет к возрастанию внутренних кольцевых напряжений вследствие увеличения температурных и структурных напряжений и, как следствие, приведет к возникновению микротрещин закалочного происхождения. Угол наклона водяной струи менее и/или более диапазона 10-25° приводит к более интенсивному в первом случае и менее интенсивному во втором случае охлаждению трубы и изменению заданного диаметра водяного кольца, что приведет либо к повышению риска трещинообразования при закалке, либо к медленной скорости охлаждения, не достаточной для полного протекания мартенситного превращения. Температура аустенизации менее 900°С не позволит в полной мере осуществить переход в аустенитную область с растворением карбидов, температура более 980°С приводит к избыточному росту размера зерна стали и к повышенному градиенту температур при проведении операции закалки, что, в свою очередь повысит риск трещинообразования.
При проведении отпуска при температуре 560-715°С с выдержкой не менее 5 мин на 1 мм толщины стенки происходит распад мартенсита с выделением карбидных фаз. Отпуск при температуре менее 560°С и/или более 715°С не позволит получить требуемый комплекс механических свойств вследствие недостаточно полного, либо чрезмерного распада мартенсита и разупрочнения ниже заданного уровня прочностных свойств. Выдержка при отпуске, составляющая не менее 5 мин. на 1 мм толщины стенки трубы, обеспечивает распад мартенсита с протеканием процессов снятия структурных и фазовых напряжений.
Предлагаемый способ термообработки позволяет получить требуемый уровень прочностных и вязкопластичных характеристик труб, исключает образование закалочных трещин, повышает производительность участка термообработки труб, а также обеспечивает высокую стойкость к углекислотной коррозии за счет получения равномерно закаленной и в последствии отпущенной микроструктуры в виде феррито-карбидной смеси.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Предлагаемый способ термообработки бесшовных коррозионностойких труб из стали мартенситного был опробован при производстве труб размерами 168,2÷244,48×7,32÷11,43 мм в АО «Волжский трубный завод».
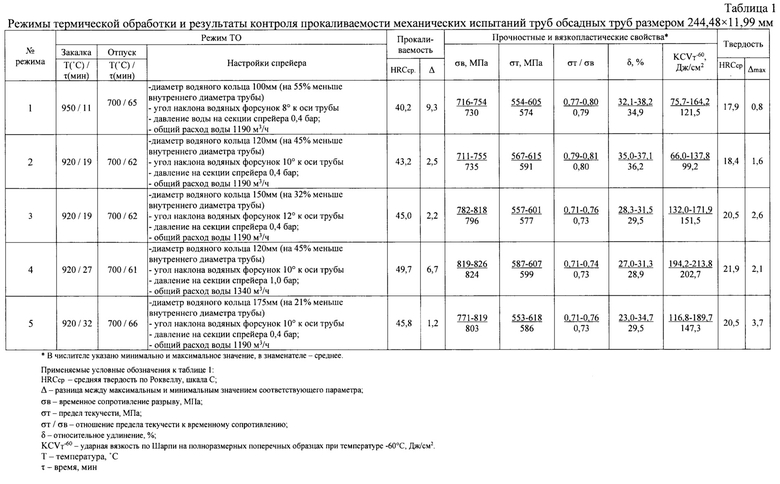
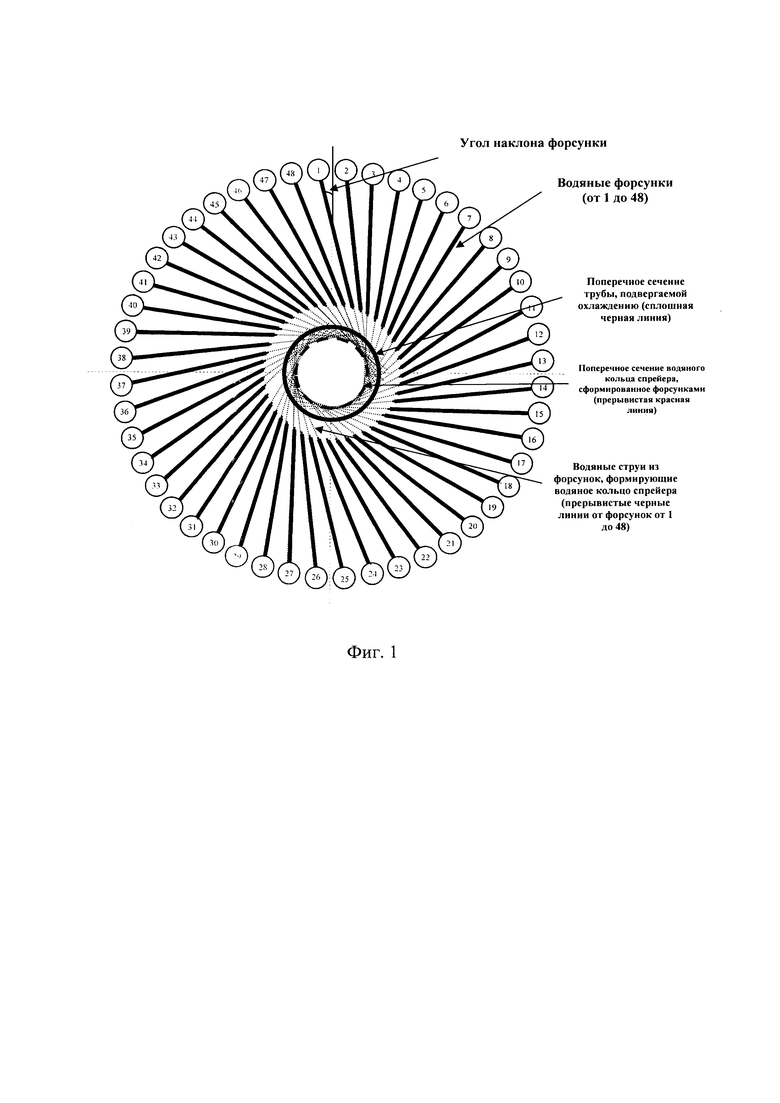
Изготовлены трубы из сталей, содержащих компоненты в следующем соотношении, мас. %: углерод - 0,06; хром - 13,1 и углерод 0,14; хром - 12,85. Горячую деформацию проводили при температуре 1030÷1190°С с последующим охлаждением на спокойном воздухе. Затем осуществляли термическую обработку труб по режиму: закалка из аустенитной области от температуры не менее 920÷960°С с водяным струйным охлаждением наружной поверхности в спрейерном устройстве со скоростью 6,4 и 7,7°С/сек. Диаметр водного кольца для труб размером 244,48×11,99 мм составил 175 мм (на 21% меньше внутреннего диаметра), для труб 177,8×10,36 мм - 110 мм (на 43% меньше внутреннего диаметра). Угол наклона форсунок водяного охлаждения составил 14 и 16° (фиг. 1). Скорость охлаждения труб составила от 6,4 до 7,7°С/сек при времени прохождения трубой спрейерного устройства за 110 и 135 с, соответственно.
На фиг. 1 изображено поперечное сечение спрейерного устройства с расположением водяных форсунок по периметру. Наклон форсунок составляет 14° к оси трубы. Труба в поперечном сечении изображена сплошной линией в виде круга в центральной части рисунка. Пунктирными линиями показаны водяные струи, формирующие водяное кольцо, указанное в виде круга, обозначенного пунктирной линией в центральной части рисунка.
В таблице 1 приведены данные по режимам термообработки труб размером 244,48×11,99 мм из стали (С=0,12-0,16%, Cr=12,5-14,5%).
Согласно полученным данным, уменьшение угла наклона водяных форсунок относительно оси трубы менее 10° и уменьшение водяного кольца более 45% относительно внутреннего диаметра трубы, приводит к снижению эффективности теплоотвода и снижению прокаливаемости, оцениваемой по измерению твердости в закаленном состоянии. Это подтверждается данными, полученными после закалки труб по режиму №1, где отмечено снижение среднего уровня прокаливаемости до 40,2 HRC при увеличении разброса значений твердости до 9,3 HRC. Повышение давления воды на секции спрейера при оптимальном наклоне форсунок и диаметре водяного кольца также не может быть эффективным, т.к. способствует значительному повышению теплоотвода и, как следствие, термических напряжений, о чем свидетельствуют данные по прокаливаемости, приведенные для режима №4 (см. таблицу 1). Кроме того, для режимов 1 и 4 отмечено наличие закалочных трещин по одному из концов труб, задаваемому в спрейерное устройство первым (передний конец трубы).
На оптимальных режимах настройки спрейерного устройства (режимы 2, 3, 5) при диаметре водяного кольца на 20-45% меньше внутреннего диаметра труб трещины отсутствуют. При этом, получен оптимальный уровень прокаливаемости, гарантирующий содержание в структуре не менее 95% мартенсита (при расчете по формуле HRCмин=59×%С+29 согласно ГОСТ 31446-2017) при минимальном разбросе твердости, что свидетельствует о равномерности и полноте мартенситного превращения при закалке.
После закалки проводился высокий отпуск при температурах 560-590°С с выдержкой 80 мин ± 10% для труб с механическими свойствами, соответствующими группы прочности Р110 по ГОСТ 31446 и 690-710°С с выдержкой 70 мин ± 10% для труб с механическими свойствами, соответствующими группе прочности L80 13 Cr по ГОСТ 31446.
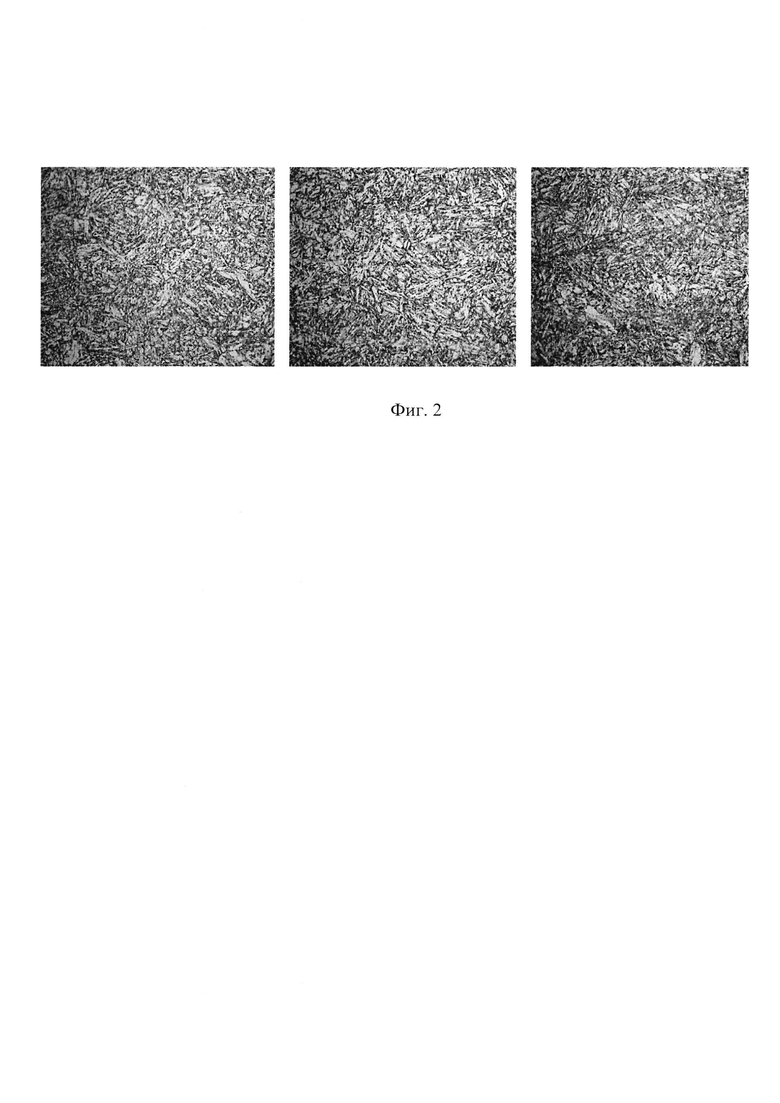
Микроструктура после термической обработки - однородная равномерно распределенная мелкодисперсная феррито-карбидная смесь, имеющая морфологию мартенсита отпуска, размер аустенитного зерна соответствует баллу 9 по ГОСТ 5639. Микроструктура труб размером 0244,48×11,99 мм стали (С мас. %=0,12-0,16%), Cr мас. %=12,5-14,5%) после закалки и отпуска, режим 5, (травлено реактив Марбле) в состоянии после закалки и отпуска приведена на фиг. 2.
Механические свойства труб после термической обработки для труб, соответствующих группе прочности Р110 по ГОСТ 31446 составили: временное сопротивление - 840÷960МПа, предел текучести - 760÷850 МПа, для труб с механическими свойствами, соответствующими группе прочности L80 по ГОСТ 31446 временное сопротивление составило 700-824 МПа, предел текучести - 570-600МПа. Относительное удлинение составило более 22%, ударная вязкость на поперечных образцах по Шарпи при температуре испытаний минус 60°С - не менее 95 Дж/см2. Труба обладает стойкостью к общей коррозии в среде углекислоты. Испытания проводили по ГОСТ 9.908 среде водного раствора 5% NaCl + 0.5% CH3COOH + CH3COONa при температуре 80°С и уровне рН от 3,0 до 4,0, парциальное давление СО2 - 3 МПа, общее давление 5,0 МПа, продолжительность испытаний 720 ч. Скорость общей коррозии составила 0,0023-0,0035 мм/год.
Общее время термообработки одной трубы по предлагаемому режиму, включающему нагрев до температуры 920÷960°С, охлаждение в спрейере, последующим отпуском при температуре 560-710°С составило 1,2 часа. Для одного лота, состоящего из 100 труб, общее время термообработки составило 6 часов 30 минут. В случае охлаждения труб после закалки и отпуска на спокойном воздухе общее время термообработки одной трубы составляет 4 часа (с учетом охлаждения до 100°С), для лота из 100 труб общее время термообработки при охлаждении на спокойном воздухе составляет 13,1 часа. Предлагаемый режим термообработки с охлаждением труб в спрейерном устройстве позволил повысить производительность операции термообработки труб в 2 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| Бесшовная высокопрочная труба из стали мартенситного класса для обсадных колонн и способ ее производства | 2021 |
|
RU2787205C2 |
| БЕСШОВНАЯ ВЫСОКОПРОЧНАЯ ТРУБА ИЗ СТАЛИ МАРТЕНСИТНОГО КЛАССА ДЛЯ ОБСАДНЫХ КОЛОНН И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2022 |
|
RU2798642C1 |
| Бесшовная труба нефтяного сортамента из высокопрочной коррозионно-стойкой стали мартенситного класса и способ ее получения | 2021 |
|
RU2807645C2 |
| Способ производства бесшовных труб из нержавеющей стали мартенситного класса типа 13Cr | 2020 |
|
RU2751069C1 |
| Высокопрочная коррозионно-стойкая бесшовная труба из нефтепромыслового сортамента и способ ее получения | 2019 |
|
RU2719212C1 |
| Способ изготовления труб нефтяного сортамента (варианты) | 2017 |
|
RU2686405C1 |
| Способ получения низкоуглеродистой мартенситной стали | 2020 |
|
RU2760140C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СОЕДИНИТЕЛЬНЫХ ЭЛЕМЕНТОВ ТРУБОПРОВОДОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2005 |
|
RU2304625C2 |
| СПОСОБ ЗАКАЛКИ СТАЛЬНОЙ ТРУБЫ | 2012 |
|
RU2552801C2 |
| НИЗКОЛЕГИРОВАННАЯ СТАЛЬ ДЛЯ ТРУБ НЕФТЕПРОМЫСЛОВОГО СОРТАМЕНТА, ИМЕЮЩАЯ ПРЕВОСХОДНОЕ СОПРОТИВЛЕНИЕ СУЛЬФИДНОМУ РАСТРЕСКИВАНИЮ ПОД НАПРЯЖЕНИЕМ, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2605033C1 |
Изобретение относится к металлургии, а именно к термической обработке бесшовных коррозионностойких труб из высокохромистой стали мартенситного класса, и может быть использовано при производстве труб нефтяного сортамента с пределом текучести не менее 552 МПа. Способ термической обработки бесшовных коррозионностойких труб нефтяного сортамента из высокохромистой стали мартенситного класса включает нагрев до температуры, превышающей критическую точку Ас3, охлаждение и последующий высокий отпуск. Охлаждение трубы проводят в водном спрейерном устройстве со сформированным диаметром водного кольца на 20-45% менее, чем внутренний диаметр подаваемой на охлаждение трубы и углом наклона подающих воду форсунок к оси трубы, равным от 10 до 25°. Трубу подают в водное спрейерное устройство при ее поступательно-вращательном движении для охлаждения наружной поверхности по всему периметру и длине трубы с обеспечением содержания мартенсита в структуре стали трубы не менее 95%. Последующий высокий отпуск проводят при температурах на 15-80°С ниже критической точки Ac1 и с выдержкой не менее 5 мин на 1 мм сечения толщины стенки трубы. Трубы характеризуются высокими значениями прочности и ударной вязкости, а также высокой стойкостью к углекислотной коррозии. 2 з.п. ф-лы, 2 ил., 1 табл.
1. Способ термической обработки бесшовных коррозионностойких труб нефтяного сортамента из высокохромистой стали мартенситного класса, включающий нагрев до температуры, превышающей критическую точку Ас3, охлаждение и последующий высокий отпуск, отличающийся тем, что охлаждение трубы проводят в водном спрейерном устройстве со сформированным диаметром водного кольца на 20-45% менее, чем внутренний диаметр подаваемой на охлаждение трубы и углом наклона подающих воду форсунок к оси трубы, равным от 10 до 25°, причем трубу подают в водное спрейерное устройство при ее поступательно-вращательном движении для охлаждения наружной поверхности по всему периметру и длине трубы с обеспечением содержания мартенсита в структуре стали трубы не менее 95%, а последующий высокий отпуск проводят при температурах на 15-80°С ниже критической точки Ac1 и с выдержкой не менее 5 мин на 1 мм сечения толщины стенки трубы.
2. Способ по п. 1, отличающийся тем, что трубы изготовлены из высокохромистой стали мартенситного класса, содержащей углерод в пределах от 0,04 до 0,18 мас. % и хром от 10 до 20 мас. %.
3. Способ по п. 1 или 2, отличающийся тем, что высокий отпуск проводят при температуре 560-715°С с выдержкой не менее 5 мин на 1 мм толщины стенки трубы и последующим охлаждением на спокойном воздухе.
| Труба коррозионно-стойкая из низкоуглеродистой доперитектической стали для нефтегазопроводов и способ её производства | 2017 |
|
RU2647201C1 |
| Труба высокопрочная из низкоуглеродистой доперитектической молибденсодержащей стали для нефтегазопроводов и способ её производства | 2017 |
|
RU2658515C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ КОМПЛЕКСНО-ЛЕГИРОВАННОЙ СТАЛИ | 2013 |
|
RU2564196C2 |
| Способ изготовления труб нефтяного сортамента (варианты) | 2017 |
|
RU2686405C1 |
| WO 2019162463 A1, 29.08.2019 | |||
| СПОСОБ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2004 |
|
RU2293620C2 |

