1
Изобретение относится к обработке металлов давлением, а также к трубо прокатному производству и касается производства гильз на косовалковых станах с подготовкой их для последующего предела.
Для снижения расхода металла и повышения производительности раскатных станов целесообразно при прокатке использовать гильзы с заостренными передними концами.
Известен способ производства гильз, включающий деформацию сплошной заготовки приводными бочкообразными валками на конической оправке и последующую деформацию переднего конца гильзы разъемными матрицами на цилиндрической оправке в несколько проходов с равномерныг.1 уменьшением обжатия на 15-50% 1.
Недостатком способа является необходимость осуществления нескольких проходов, что приводит к усложнению конструкции линии прошивного стана.
Наиболее близким по техническок сущности к предлагаемому является способ, включающий винтовую прошивку приводными валками на оправке сплошной заготовки в гильзу и-непрерывно следующую эбкатку ее переднего
конца в калибре, образованном холостыми валками 2.
Однако в процессе обкатки переднего конца гильзы ее участок, находящийся между холостыми и приводными валками, подвергается значительным осевым силам, которые зависят от кинематических параметров движения гильзы, выходящей из рабочих валков, и от степени деформации переднего конца гильзы в холостых валках. При определенных условиях воздействие этих сил приводит к пластической деформации стенки гильзы на этом участке, появлению неровностей на ее поверхности.
Цель изобретения - улучшение качества наружной поверхности гильз.
Поставленная цель достигается тем, что в способе производства гильз на косовалковом стане, включающем винтовую прошивку приводными валками на оправке сплошной заготовки в гильзу и непрерывно следующую обкатку ее переднего конца в калибре, образованном холостыми валками, в котором после обкатки переднего конца гильзы калибр холостых валков увеличивают до наружного диаметра гильзы и подвергают калиброванию участок гнльзы.
равный расстоянию между приводньми и холостыми валками, после чего холостые валки разводят.
Способ позволяет осуществить калибрование гильзы по наружному диаметру на участке, равном межочаговому расстоянию, при этом происходит исправление профиля гильзы.
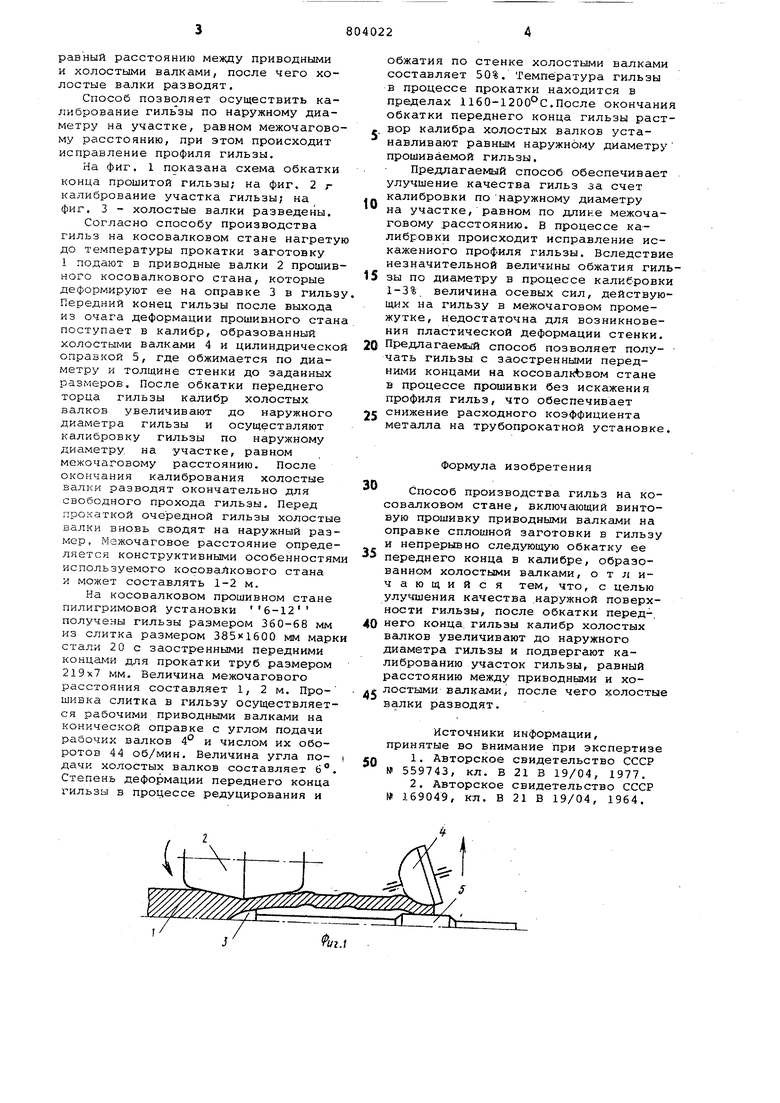
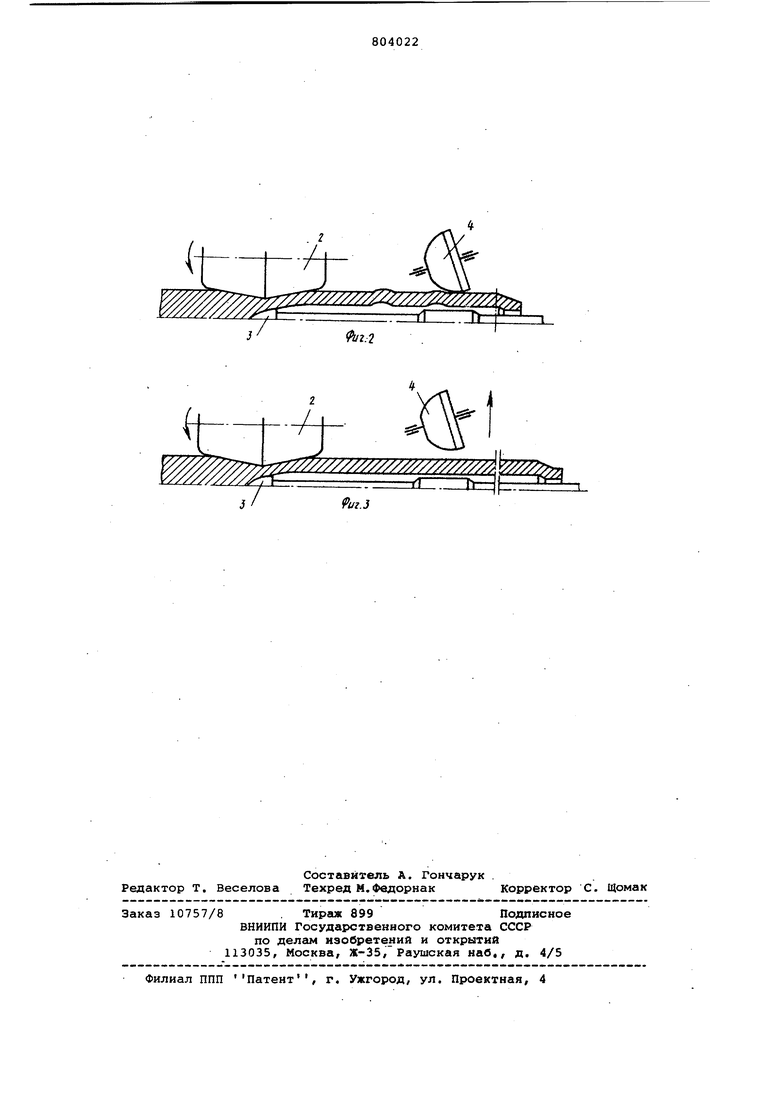
На фиг. 1 показана схема обкатки конца прошитой гильзы; на фиг. 2 г калибрование участка гильзы; на фиг, 3 - холостые валки разведены.
Согласно способу производства гильз на косовалковом стане нагрету до температуры прокатки заготовку i подают в приводные валки 2 прошивного косовалкового стана, которые деформируют ее на оправке 3 в гильз Передний конец гильзы после выхода из очага деформации прошив.ного стан поступает в калибр, образованный холостыми валками 4 и цилиндрическо оправкой 5, где обжимается по диаметру и толщине стенки до заданных размеров. После обкатки переднего торца гильзы калибр холостых валков увеличивают до наружного диаметра гильзы и осуществляют калибровку гильзы по наружному диаметру, на участке, равном межочаговому расстоянию. После окончания калибрования холостые валки разводят окончательно для свободного прохода гильзы. Перед прокаткой очередной гильзы холостые валки вновь сводят на наружный размер , Межочаговое расстояние определяется конструктивными особенностям используемого косоваЛкового стана и может составлять 1-2 м.
На косовалковом прошивном стане пилигримовой установки 6-12 получены гильзы размером 360-68 мм из слитка размером 385x1600 мм марк стали 20 с заостренными передними концами для прокатки труб размером 219x7 мм. Величина межочаговогс расстояния составляет 1, 2 м. Прошивка слитка в гильзу осуществляется рабочими приводными валками на конической оправке с углом подачи рабочих валков 4- и числом их оборотов 44 об/мин. Величина угла подачи холостых валков составляет б Степень деформации переднего конца гильзы в процессе редуцирования и
иг.1
обжатия по стенке холостыми валками составляет 50%. Температура гильзы в процессе прокатки находится в пределах 1160-1200 С.После окончания обкатки переднего конца гильзы раствор калибра холостых валков устанавливают равным наружному диаметру прошиваемой гильзы.
Предлагаемый способ обеспечивает улучшение качества гильз за счет калибровки по наружному диаметру на участке, равном по длине межочаговому расстоянию. В процессе калибровки происходит исправление искаженного профиля гильзы. Вследствие незначительной величины обжатия гильзы по диаметру в процессе калибровки 1-3%. величина осевых сил, действующих на гильзу в межочаговом промежутке, недостаточна для возникновения пластической деформации стенки.
0 Предлагаемый способ позволяет получать гильзы с заостренными передними концами на косовалкЪвом стане в процессе прошивки без искажения профиля гильз, что обеспечивает
5 снижение расходного коэффициента
металла на трубопрокатной установке.
Формула изобретения
Способ производства гильз на косовалковом стане, включающий винтовую прошивку приводными валками на оправке сплошной заготовки в гильзу и непрерывно следующую обкатку ее переднего конца в калибре, образованном холостыми валками, отличающийся тем, что, с целью улучшения качества наружной поверхности гильзы, после обкатки перед-.
0 него конца гильзы калибр холостых всшков увеличивают до наружного диаметра гильзы и подвергают калиброванию участок гильзы, равный расстоянию между приводньми и хо лостыми валками, после чего холостые валки разводят.
Источники информации, принятые во внимание при экспертизе я 1. Авторское свидетельство СССР № 559743, кл. В 21 В 19/04, 1977.
2. Авторское свидетельство СССР № 169049, кл. В 21 В 19/04, 1964.
7/
1:2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства гильз на косовалковом стане | 1989 |
|
SU1650316A1 |
| Способ производства труб | 1980 |
|
SU931247A2 |
| Способ производства труб | 1979 |
|
SU839631A1 |
| Способ производства гильз на косовалковом стане | 1975 |
|
SU559743A1 |
| Клеть косовалкового стана | 1975 |
|
SU541514A1 |
| Трубопрокатный агрегат | 1983 |
|
SU1186298A1 |
| СПОСОБ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОШИВКИ-РАСКАТКИ ГИЛЬЗ-ЗАГОТОВОК И ПОЛЫХ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА БОЛЬШОГО ДИАМЕТРА ИЗ ЛЕГИРОВАННЫХ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ | 2012 |
|
RU2527582C2 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ДЛЯ ПРОШИВКИ-РАСКАТКИ ГИЛЬЗ-ЗАГОТОВОК И ПОЛЫХ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА БОЛЬШОГО ДИАМЕТРА ИЗ ЛЕГИРОВАННЫХ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ | 2012 |
|
RU2517068C1 |
| Способ производства полых тел | 1979 |
|
SU867491A1 |
| СПОСОБ ВИНТОВОЙ ПРОШИВКИ | 2021 |
|
RU2773967C1 |
w//////////////7/////////// :
n
jt
Й/г.1
