(54) ЛИТЕЙНАЯ ФОРМА
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ ПОРШНЯ | 2009 |
|
RU2418651C2 |
| Постоянная литейная форма | 1976 |
|
SU577086A1 |
| Кокильный станок | 1978 |
|
SU778921A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧУГУННОГО КОКИЛЯ | 2001 |
|
RU2185928C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ ВЫСОКОМАРГАНЦЕВОЙ СТАЛИ | 2017 |
|
RU2661986C1 |
| Постоянная литейная форма | 1981 |
|
SU1063536A1 |
| КОНВЕЙЕРНАЯ КОКИЛЬНАЯ УСТАНОВКА | 1995 |
|
RU2090307C1 |
| КОКИЛЬ ДЛЯ ПОЛУЧЕНИЯ ПЛОСКИХ ОБРАЗЦОВ | 2003 |
|
RU2260496C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| Способ литья в кокиль для получения плоских отливок из алюминиевых и магниевых сплавов | 2019 |
|
RU2720331C1 |
Изобретение относится к литейному производству и касается конструкции литейных форм, используемых для заливки в них расплавленного металла-кокилей, изложниц, пресс-форм и ДР«
Наиболее близкой по технической ; сущности к предлагаемому является конструкция литейной формы с выталкивателями и термопарами l3.
Недостаток известной конструкции заключается в том, что в процессе изготовления отливок измеряется только температура формы.
Температура отливки может быть измерена после удаления ее из коки- ля.
При преждевременном удалении отливки из кокиля(когда она имеет еще недостаточную прочность) возможно образование трещин, а тонкостенные элементы-ребра, выступающие Ообышки и др. могут отлс1мываться. В случае, когда отливка находится в кокиле дольше необходимого времени, создаются, как известно, бо.пьшие внутренние напряжения,увеличиваются необходимые усилия для извлече ния (иногда еа невозможно удалить).
Кроме того снижается также и производительность процесса литья.
Вследствие изменения технологических параметров литья С температура зашивки, отклонения химсостава расплава от заданного, снижения или увеличения темпа литья) , возможны изменения периодов охлаждения расплава в процессе течения его в форме ,
10 отвода теплоты перегрева, затвердевания отливки и охлаждения затвердевшей отливки. В результате этого общее оптималь.нЬе время пребывания отливки в кoкJ1лe може изменяться.
15
При установке горячего слоя термопары в отдельно выполненном в кокиле гнезде увеличивается трудоемкость изготовления кокилей, особенно крупногабаритных.
20
Сверление кокиля в местах установки горячего слоя термопары может в отдельных случаях (в зависимости от размеров и конфигурации кокиля привести к возникновению дополнительных напряжений, и как следствие к снижению стойкости ксэкилей.
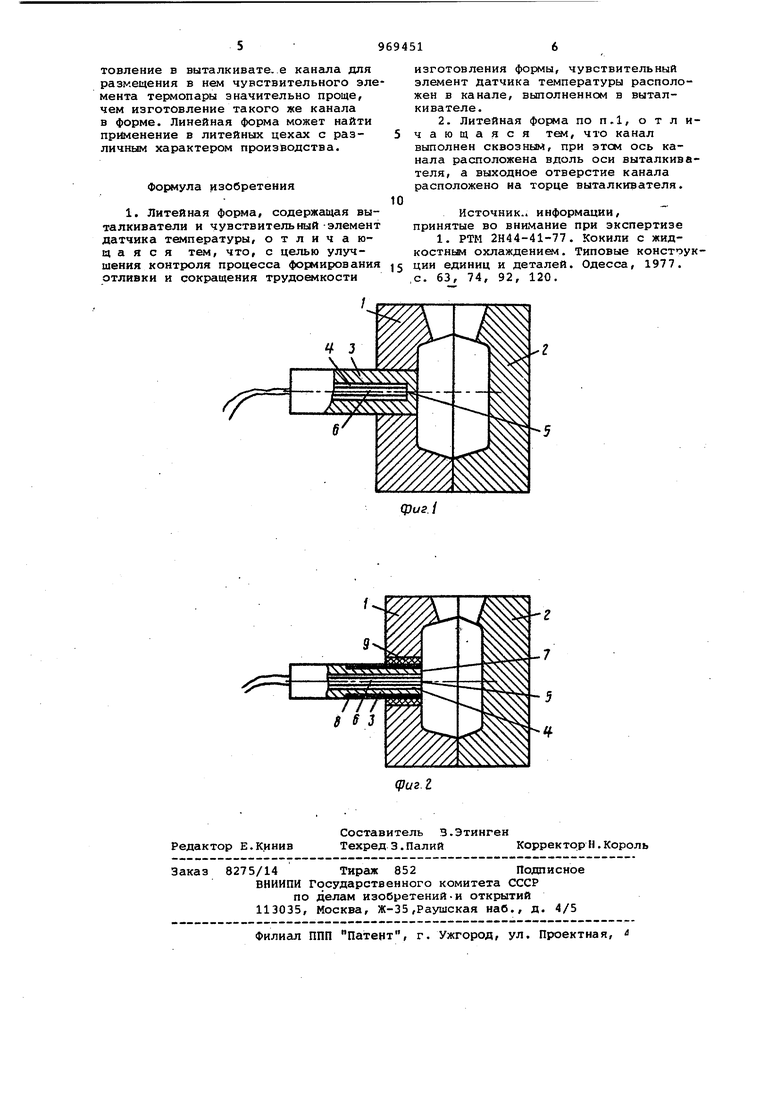
Цель изобретения - улучшение контроля процесса формирования отливки и сокращение трудоемкости изготовле30ния кокилей. Указанная цель достигается за счет того, что в литейной форме, содержащей выталкиватели и чувствитель ный элемент датчика температуры, чув ствительный элемент датчика температуры- расположен в канале, выполненно в выталкивателе. Кроме того, канал выполнен сквоз ным. Устройство позволяет непосредстве но в форме определять абсолютную тем пературу расплава, его перегрев над температурой ликвидус, снимать кривые охлаждения и др. Постоянный температурный контроль в течение всего цикла литья позволяет исключить увеличение выдержки отливки в форме сверх оптимального времени и за счет этого повысить производительность процесса литья. В процессе работы, в случае необходимости, выталкиватель вместе с чувствительным элементом датчика температуры может быть легко заменен. На фиг. 1 изображена литейная форма, общий ВИД , на фиг.2 - вариант ее конструктивного исполнения Литейная форма состоит из полуформ 1 и 2 и снабжена, по крайней мере одним выталкивателем 3. В вытал кивателе 3 выполнен канал 4, в котором расположен горячий слой 5 термопары б ,; канал 4 может быть выполнен в виде паза на боковой поверхнос ти выталкивателя 3. Пр гдусмотрен вариант конструкции литейной формы при котором канал 4 выполнен сквозным, а выход канал.а совпадает с торцовой поверхностью 7 выталкивателя 3. Это позволяет измерять не только температуру литейной формы, но и непосредственно температуру формирующейся отливки. Поскольку в металлических формах количество выталкивателей часто два и более возможно одновременно измерять в нескольких точках как температуру ко киля, так и температуру отливки, на боковую поверхность выталкивателя 3 может быть нанесено теплоизоляционное покрытие 8. В случае необходимости в зоне перемещения выталкивателя 3 в форме может быть установлена теплоизоляционная втулка 9. Горячий слой 5 термопары б в зависимости от марки сплава, продолжительности заливки и других факторов может покрываться пленкой тугоплавких металлов, например; окислов ГЛИН зема, кварца, соединений нитридов, боридов, карбидов и др. Указанные по крытия могут быть нанесены окунаниам, пульверизацией, распылением. Для защиты термоэлектродов термопары, расположенных в канале 4 выталкивателя 3, могут быть использо- ваны борид-цирконовые, либо другие наконечники. В зависимости от типа заливаемого расплава массы отливок и др. факторов горячий слой 5 термопары может быть помещен в специальный термостойкий блок (не показан) снабженный, например борид-циркованным, графитным (в т.ч. из силицированного графита j, либо другим наконечником. I Для измерения термо-ЭДС с исполь зуются известные вторичные приборы пиометрические миливольтметры, осциллографы, п)тенциометры, в т.ч. электронные автоматические потенциометры и др. Устройство работает следукядим образом. Перед заливкой расплава полуформы 1 и 2 смыкаются, при этом торец каждого выталкивателя 3 расположен заподлицо с внутренней поверхностью полуформы 1. Горячий слой 5 термопары б предварительно монтирован в канал 4 и соединен соответствующим вторичным прибором (не показан). После заливки расплава в форму от горячего слоя 5 термопары б подается сигнал на вторичный прибор, показания которого могут быть описаны автоматически. Как только температура наружной поверхности отливки достигнет данной, форма раскрывается и с помощью выталкивателей отливки извлекается из . Таким образом, использование предлагаемой литейной формы требует больших дополнительных затрат и позволяет; улучшить контроль процесса формирования отливки, определять кинетику затвердевания отливки путем записи кривых охлаждений от нескольких термопар, горячие спаи которых расположены в разных выталкивателях. Возможно снятие температурных полей реальных отливок, что значительно облегчает задачу по возможных напряжений в них, устранения зон пористости, снижения отбела, трещин и др., ив целом будет способствовать улучшению стабильности отливок. Особенно большое значение имеет непрерывная информация о температуре поверхности отливок при создании АСУТП литья в металлические и другие формы. Благодаря постоянному контролю температуры поверхности отливок исключается увеличение выдержки отливки в форме сверх оптимального времени, 4TQ позволяет повысить производительность процесса литья, а в отдельных случаях стойкость металлических форм. Кроме того, конструкция дает возможность сократить трудоемкость изго-; товления литейных форм, так как изго-i
товление в выталкивате. .е канала для размещения в нем чувствительного элемента термопары значительно проще, чем изготовление такого же канала в форме. Линейная форма может найти применение в литейных цехах с различным характером производства.
Формула изобретения
изготовления формы, чувствительный элемент датчика температуры расположен в канале, выполненном в выталкивателе.
Источник., информации, принятые во внимание при экспертизе 1. РТМ 2Н44-41-77. Кокили с жидKOCTHfcJM охлаждением. Типовые констоук15 ции единиц и деталей. Одесса, 1977. ,с. 63, 74, 92, 120.
