Изобретение относится к области переработки полимерных материалов литьем под давлением и может быть использовано для создания высокопроизводительного оборудования для изготовления литьевых изделий повышенного качества.
Известна литьевая форма, содержащая подвижную и неподвижную полуформы с встроенными в них универсальными узлами съема изделий Quick Strip (DME) (далее QS) [1, 2, 3]. Корпус такого узла может устанавливаться на любой из полуформ. Узел применяется в комплекте с запорным клином, закрепляемым на противоположной полуформе. Под стенку изготовляемого в форме изделия подводится съемник, являющийся рабочим элементом этого узла. Съемник выполнен в виде пластины, врезанной в противоположную от узла полуформу заподлицо с ее плоскостью разъема. Съемник примыкает к пуансону, оформляющему внутреннюю поверхность изделия. При размыкании формы остающееся на пуансоне изделие увлекает за собой находящийся под изделием съемник независимо от того, на какой полуформе находится корпус унифицированного узла съема изделий. Съемник соединен с поводком, связанным с корпусом при помощи закрепленного на корпусе штифта. Штифт заведен в продольный паз поводка и в начале размыкания формы проскальзывает вдоль него. При упоре штифта в окончание паза начинается перемещение съемника относительно оформляющего пуансона и съем с него изделия. При этом поводок благодаря примыканию к плоскости уходящего с противоположной полуформой запорного клина перпендикулярен плоскости разъема формы. После окончания взаимодействия поводка с запорным клином усилие, прикладываемое к съемнику при съеме изделия, разворачивает его вместе с поводком относительно штифта, закрепленного в корпусе универсального узла. При этом рабочая плоскость съемника отходит от изделия, исключая возможность его прилипания. Угол поворота съемника ограничен благодаря упору свободного конца поводка в ось, перекрывающую паз в корпусе универсального узла, в котором помещен поводок.
Применение описанных универсальных узлов в известной литьевой форме позволяет исключить все виды толкателей, а также сопутствующие им детали из конструкции литьевой оснастки. Съем изделий происходит при полном отсутствии трения в форме.
Недостатком известной формы является то, что при увеличении в ней количества располагаемых рядами оформляющих гнезд необходимо использование большого количества QS, что увеличивает стоимость формы. При многорядном расположении оформляющих гнезд приходится увеличивать расстояние между рядами для размещения корпусов QS. Тем самым увеличивается длина пути расплава до оформляющих гнезд. При этом может нарушаться сбалансированность заливки этих гнезд, что отрицательно сказывается на качестве и однородности отливаемых изделий.
Целью предлагаемого изобретения является снижение затрат на изготовление многогнездной горячеканальной литьевой формы с многорядным расположением оформляющих гнезд, а также обеспечение условий для сбалансированной заливки всех гнезд формы при минимальных путях расплава в литниковых каналах ее горячеканального блока и, как следствие, повышение качества отливаемых изделий.
Сущность изобретения поясняется следующими чертежами
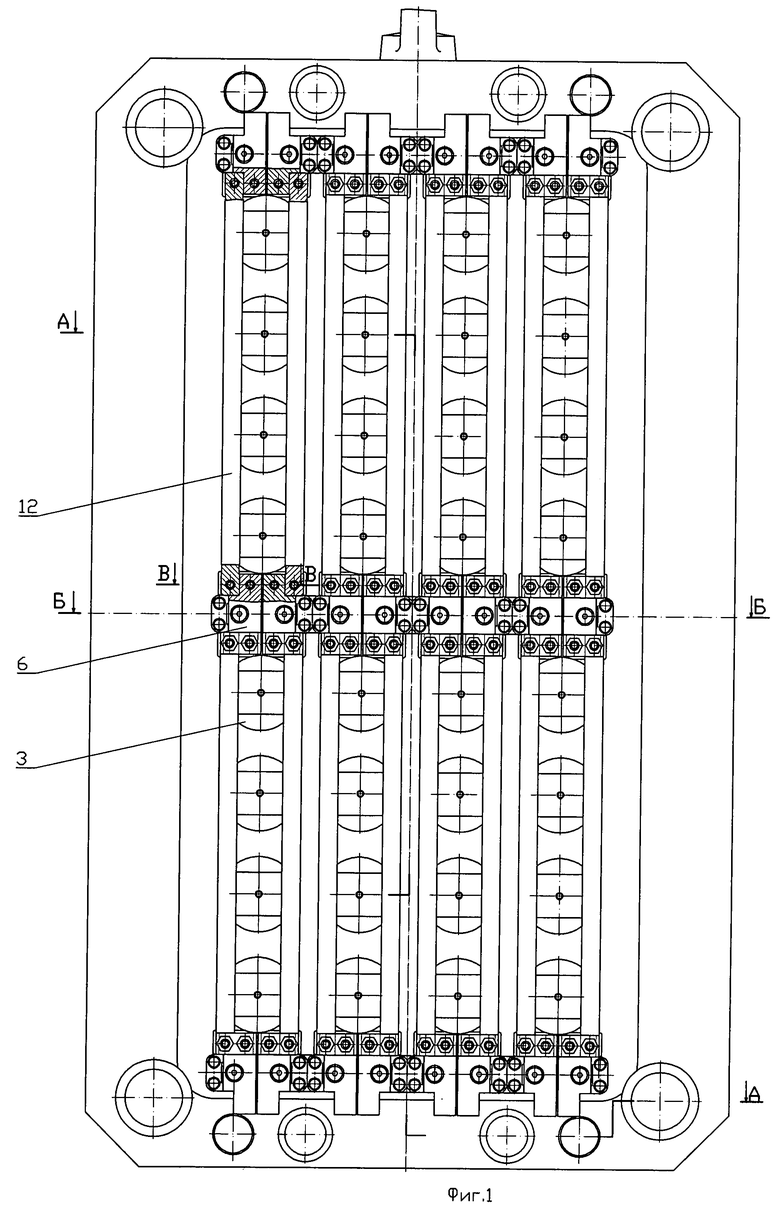
На фиг.1 показан вид на неподвижную полуформу.
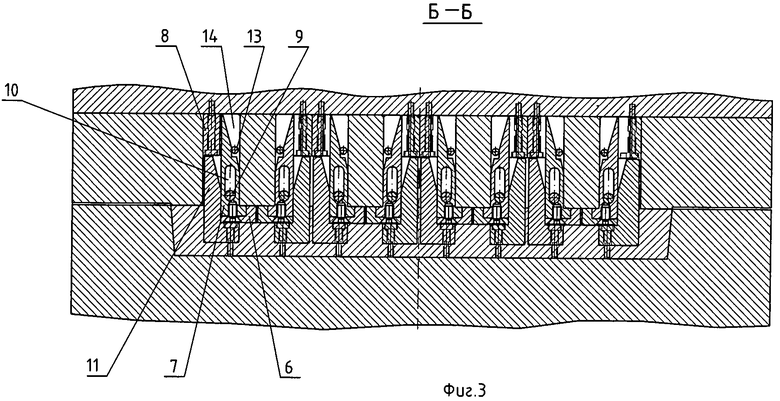
На фиг.2 представлено сечение литьевой формы (разрез по А-А фиг.1).
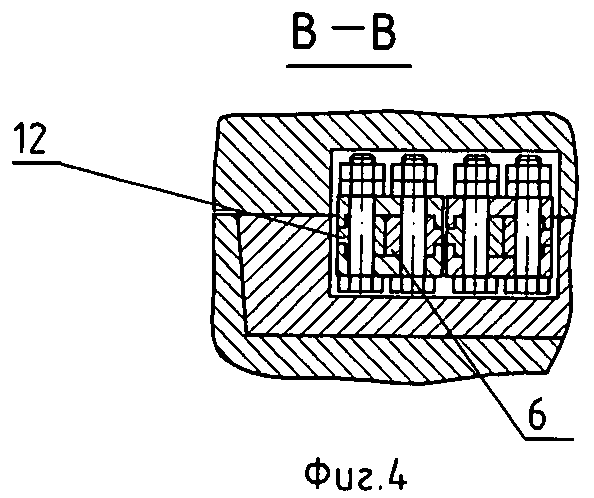
На фиг.3 представлено сечение литьевой формы (разрез по Б-Б фиг.1).
На фиг.4 представлено сечение литьевой формы (разрез по В-В фиг.1).
Литьевая форма (фиг.2) содержит размещенные рядами оформляющие гнезда 1, образуемые пуансонами 2 и матрицами 3, подвижную и неподвижную полуформы 4 и 5 с встроенными в них универсальными узлами съема изделий, каждый из которых содержит съемник 6, врезанный в противоположную от узла полуформу заподлицо с ее плоскостью разъема и соединенный с поводком 7, связанным с корпусом 8 при помощи закрепленного на корпусе штифта 9, заведенного в паз 10 поводка 7 с возможностью поворота поводка вокруг него после окончания взаимодействия поводка с запорным клином 11, установленным на противоположной от унифицированного узла полуформе. Форма дополнительно снабжена общими съемниками 12 в виде пластин трапецеидального сечения, подведенными с двух сторон каждого ряда оформляющих гнезд под стенки нескольких соседних изделий и соединенными по краям со съемниками 6 универсальных узлов съема изделий, образуя с ними единую систему съема изделий вдоль всего ряда оформляющих гнезд, при этом общие съемники 12 выполнены с возможностью перемещения относительно оси этого ряда.
Работа литьевой формы с описанными системами сталкивания осуществляется следующим образом. При размыкании формы, остающиеся на пуансонах 2 изделия каждого ряда оформляющих гнезд 1, увлекают находящиеся под ними общие съемники 12 (см. фиг.2). Эти съемники движутся вместе с соединенными с ними съемниками 6 и поводками 7, принадлежащими унифицированным узлам съема изделий, встроенным в подвижную и неподвижную полуформы 4 и 5 (см. фиг.3). При этом закрепленные на корпусах 8 штифты 9 проскальзывают вдоль пазов 10 поводков 7. После упора штифтов 9 в окончания пазов 10 поводки 7 начинают тянуть съемники 6 и соединенные с ними общие съемники 12, перемещая последние относительно пуансонов 2. Съем изделий с пуансонов 2 осуществляется без перекосов, так как поводки 7 примыкают к плоскостям уходящих с противоположной полуформой запорных клиньев 11 (см. фиг.3). После окончания их взаимодействия усилия, прикладываемые к общим съемникам 12 при съеме изделий 1 с пуансонов 2, разворачивают единые системы съема изделий, расположенные по обеим сторонам от оси каждого ряда изделий 1, вокруг штифтов 9. При этом рабочая плоскость каждого общего съемника 12 отходит от снимаемых изделий, исключая возможность их прилипания. Угол поворота объединенных систем сталкивания ограничен упором свободных концов поводков 7 в оси 13, перекрывающие пазы 14 в корпусах 8, в которых размещены эти поводки.
Использование общих съемников 12 обеспечивает значительное уменьшение количества унифицированных узлов съема изделий в горячеканальной литьевой форме с многорядным расположением оформляющих гнезд, что значительно снижает стоимость изготовления формы. Возможность перемещения общих съемников 12 относительно оси каждого ряда изделий 1 позволяет размещать корпусы 8 унифицированных узлов съема изделий, обслуживающие соседние ряды оформляющих гнезд 1, без увеличения расстояния между ними. Это обеспечивает сокращение пути расплава до оформляющих гнезд и сбалансированность их заполнения, что положительно влияет на качество отливаемых в форме изделий.
Источники информации
1. Информационные материалы DME: „Quick Strip. Новый инновационный путь выталкивания".
2. Журнал „Пластике", №3, 2009 г. Статья „Quick Strip - революция в системе выталкивания".
3. Заявка Pub. № WO/2008/154964 24.12.2008.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовленияпОлиМЕРНыХ издЕлий | 1979 |
|
SU793776A1 |
| Этажная литьевая форма | 1990 |
|
SU1742084A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| Литьевая пресс-форма | 1972 |
|
SU656265A2 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1391918A1 |
| Литьевая форма термопластавтомата для изготовления изделий из пластмасс | 1980 |
|
SU1028515A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1984 |
|
SU1186514A1 |
| Литьевая пресс-форма | 1974 |
|
SU574897A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1383650A1 |
| ГОРЯЧЕКАНАЛЬНАЯ ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ПРЕССОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2596748C2 |
Изобретение относится к переработке полимерных материалов литьем под давлением. Литьевая форма содержит размещенные рядами оформляющие гнезда (1), подвижную (4) и неподвижную (5) полуформы с встроенными в них узлами съема изделий. Каждый из узлов содержит съемник, врезанный в противоположную от узла полуформу заподлицо с ее плоскостью разъема. Съемник соединен с поводком, связанным с корпусом узла при помощи закрепленного на корпусе штифта. Штифт заведен в паз поводка с возможностью поворота поводка вокруг него после окончания взаимодействия поводка с запорным клином, установленным на противоположной от узла полуформе. Съемники (12) в виде пластин трапецеидального сечения подведены с двух сторон каждого ряда оформляющих гнезд (1) под стенки нескольких соседних изделий и соединены по краям со съемниками узлов съема изделий, образуя с ними единую систему съема изделий вдоль всего ряда оформляющих гнезд. Съемники (12) в виде пластин выполнены с возможностью перемещения относительно оси этого ряда. Такая конструкция литьевой формы позволяет значительно снизить затраты на изготовление пластмассовых изделий и повысить надежность работы формы в автоматическом режиме. 4 ил.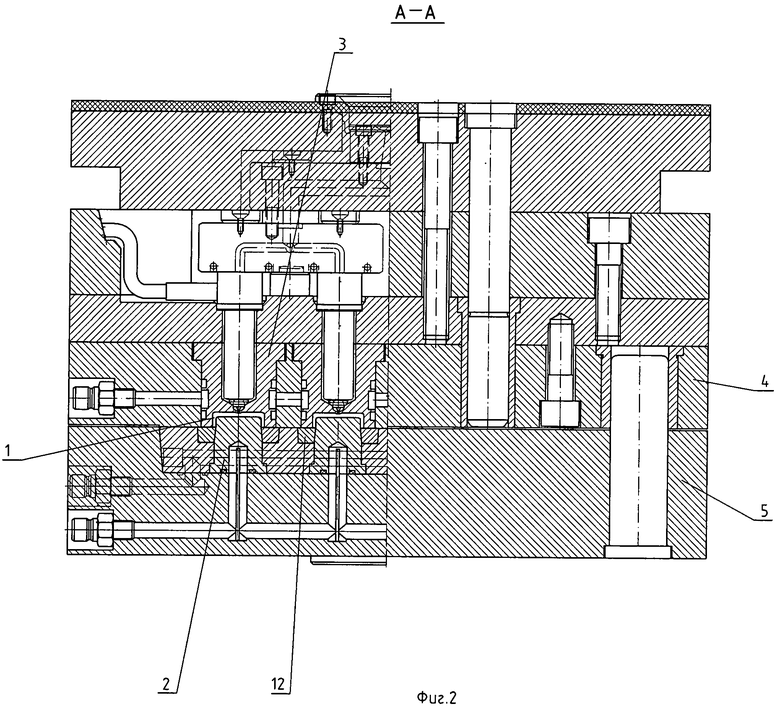
Литьевая форма для изготовления пластмассовых изделий, содержащая размещенные рядами оформляющие гнезда, подвижную и неподвижную полуформы с встроенными в них узлами съема изделий, каждый из которых содержит съемник, врезанный в противоположную от узла полуформу заподлицо с ее плоскостью разъема и соединенный с поводком, связанным с корпусом узла при помощи закрепленного на корпусе штифта, заведенного в паз поводка с возможность поворота поводка вокруг него после окончания взаимодействия поводка с запорным клином, установленным на противоположной от узла полуформе, отличающаяся тем, что она дополнительно снабжена съемниками в виде пластин трапецеидального сечения, подведенными с двух сторон каждого ряда оформляющих гнезд под стенки нескольких соседних изделий и соединенными по краям со съемниками узлов съема изделий, образуя с ними единую систему съема изделий вдоль всего ряда оформляющих гнезд, при этом съемники выполнены с возможностью перемещения относительно съемников узлов съема изделий и оси этого ряда.
| WO 2008154964 A1, 24.12.2008 | |||
| Аппарат для репозиции переломов костей предплечья | 1949 |
|
SU85854A1 |
| Литьевая форма для изготовления полимерных изделий с боковыми отверстиями | 1983 |
|
SU1162600A1 |
| Приспособление к валковым валяльным и тому подобным машинам для автоматической регулировки ширины войлока и т.п. | 1939 |
|
SU58439A1 |
| ФОРМА ЛИТЬЕВАЯ | 2003 |
|
RU2248275C1 |
| RU 2005115064 A, 20.03.2006 | |||
| ЭЛЕКТРОИМПУЛЬСНОЕ ПРОТИВООБЛЕДЕНИТЕЛЬНОЕ УСТРОЙСТВО | 2013 |
|
RU2558408C2 |
| WO 03053649 A1, 03.07.2003 | |||
| Устройство для транспортирования пакетов груза | 1981 |
|
SU990597A2 |
| Устройство для измерения влажности сыпучих материалов | 1987 |
|
SU1453276A1 |

