I
Изобретение относится к литейному производству.
Известен разборный металлический стержень, содержащий периферийные, централь1и 1е части и соединяющие их механизмы 1. Однако эти стержни имеют сложную конструкцию из-за больщого ко/шчоства прецизиоино соединяемых частей и сложного механизма сборки и разборки. Жесткость конструкции в период усадки металла отливки приводит к большим напряже.ниям в ней, сонровождающимся трещинами.
Известен металлический стержень, снабженный сегментами, поджимной пружиной, осью с конусами, обеспечивающей податливость при усадке металла отливки, что уменьHjaeT ее наиряженность, а следовательно,и брак 2. .Однако этот стержень также имеет сложную конструкцию.
Известна металлическая изложница, включающая оболочку, заполненную металлической дробью, и механизм изменения положения дроби 3. Недостатком этой конструкции является невозможность ее иснользования при статической заливке металла.
Целью изобретения является расщирение технологических возможностей стержня.
Это достигается тем, что механизм изменения но.южения дроби вынолнен автономным в виде регулируемого подпр жинсиного иорщня, связанного посредством кронштейна, закрепленного на ступице, с силовым прпводом, а оболочка выполнена нз листового металла.
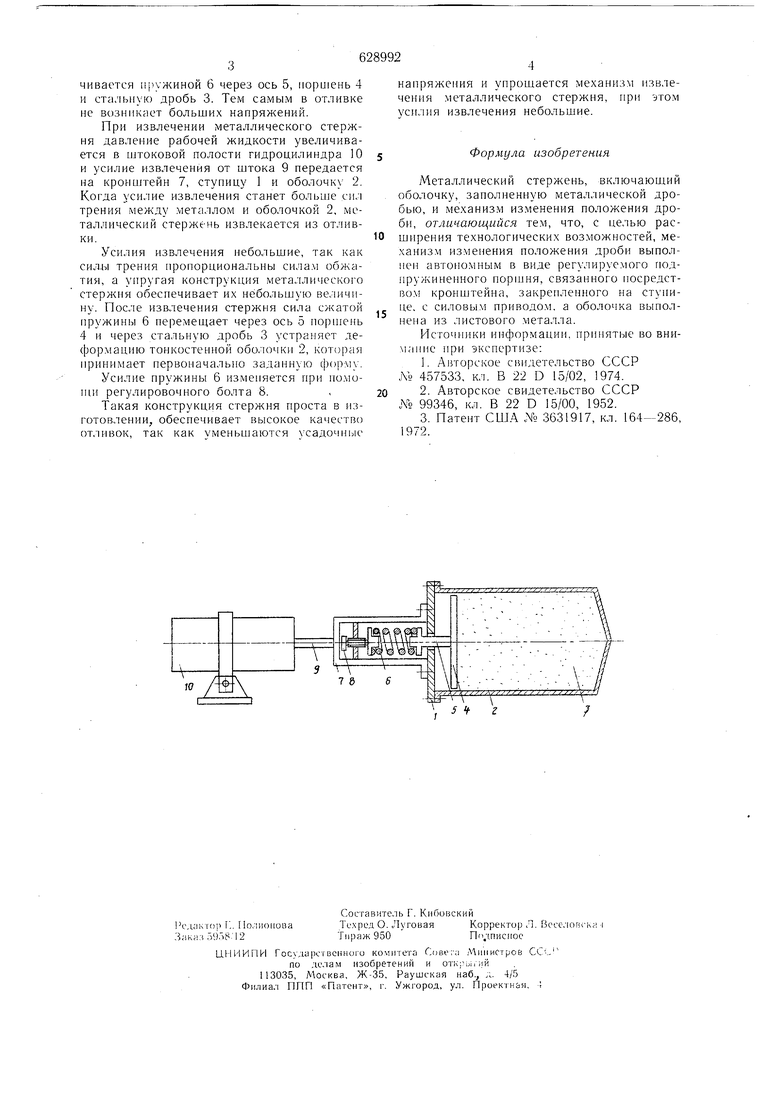
На чертеже пзображен металлическнй стержень.
Он состоит из стуницы 1, тонкостеннной оболочки 2, стальной дроби 3, поршня 4, оси 5, пружины 6, кронщтейна 7, регулировочного болта 8.
Металлический стержень работает следующим образом.
При заливке металла в кокиль и его кристаллизации тонкостенная оболочка 2 сохраняет заданную форму за счет того, что небольшие статические и динамические силы, действуюн ие на оболочку со стороны металла, уравновешиваются силой сжатой пружины 6 через норпень 4, ось 5 и стальную дробь 3.
Нри усадке металла отливки, когда на тонкостенную оболочк действуют больпще силы обжатия, происходит упругая деформация, которая воспринимается и обесиечивается и})ужиной 6 через ось 5, iiopuienb 4 и стальную дробь 3. Тем самым в отливке не возннкает больших напряжений.
При извлечении металлического стержня давление рабочей жидкости увеличивается в штоковой полости гидроцилиндра 10 и усилие извлечения от штока 9 иередается на крони тейн 7, стуницу 1 и оболочку 2. Когда усилие извлечения станет больше сил трения между металлом и оболочкой 2, металлический стержень извлекается из отливки.
Усилия извлечения иебольшие, так как силы трения иронорциональны силам обжатия, а упругая конструкция металлического стержня обесценивает их небольшую величину. После извлечения стержня сила сжатой нружины 6 перемещает через ось 5 поршень 4 и через стальную дробь 3 устраняет деформацию тонкостенной обо.ючки 2, которая принимает нервоиачально заданную форму.
Усилие пружины 6 изменяется при ио.монш регулировочного болта 8.
Такая конструкция стержня проста в изготовлении, обеспечивает высокое качество отливок, так как уменьшаются усадочн1з1с
напряжения и унрошается механизм извлечения .металлического стержня, при этом усилия извлечения небольшие.
Формула изобретения
Металлический стержень, включаюпдий оболочку, заполненную металлической дробью, и механизм изменения положения дроби, отличающийся тем, что, с целью расширения технологических возможностей, механизм из.менения положения дроби выполнен автономным в виде регулируемого подпружиненного порнлня, связанного посредством кронштейна, закреилепного на стунице, с силовым приводом, а оболочка выполнена из листового .металла.
Источники информации, принятые во внимание нри экспертизе:
1.Авторское свидетельство СССР До 457533, кл. В 22 D 15/02, 1974.
2.Авторское свидетельство СССР Л 99346, кл. В 22 D 15/00, 1952.
3.Патент США JV 3631917, кл. 164-286, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Раструбный стержень для изложницы центробежной машины | 1978 |
|
SU719798A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| СТЕРЖЕНЬ ДЛЯ ОБРАЗОВАНИЯ ПОЛОСТИ РАСТРУБА ТРУБ ПРИ ЦЕНТРОБЕЖНОЙ ОТЛИВКЕ | 1972 |
|
SU422529A1 |
| СТЕРЖНИ И ФОРМЫ ДЛЯ СТАЛЬНЫХ БОЛВАНОК | 1934 |
|
SU46843A1 |
| Кокиль с полым металлическим стержнем для получения отливок с полостями при литье металла со шлаком | 1990 |
|
SU1811975A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНОЙ ОТЛИВКИ С ВНУТРЕННИМИ ПОЛОСТЯМИ СЛОЖНОЙ КОНФИГУРАЦИИ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2002 |
|
RU2231414C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2007 |
|
RU2371278C2 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| Литейный стержень | 1986 |
|
SU1509173A1 |
