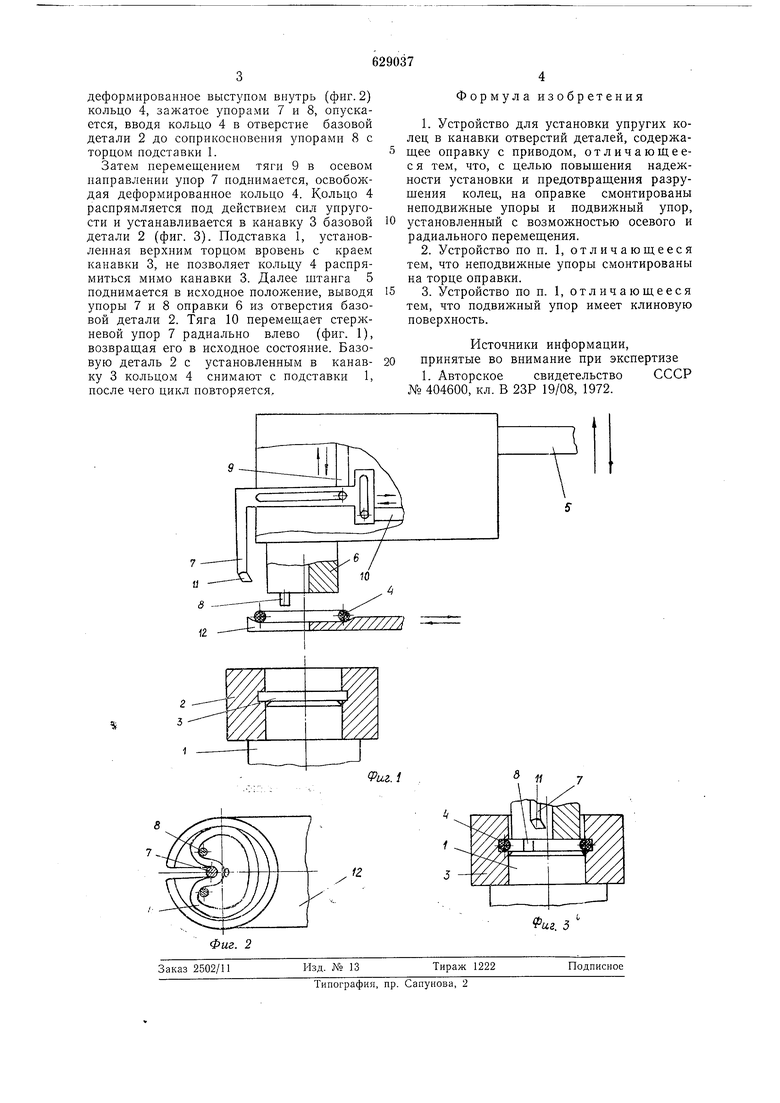
Изобретение относится к машиностроению и может быть использовано при автоматизации сборочных процессов. Известны устройства для установки упругих колец в канавки отверстий деталей, содержащее разжимную оправку с приводом 1. В известных устройствах недостаточно надежен процесс установки колец малой жесткости и возможно разрушение колец. С целью повышения надежности устройства в работе и предотвращения разрушения на оправке смонтированы неподвижные упоры и подвижный упор, установленный с возможностью осевого и радиального перемещения. Неподвижные упоры смонтированы на торце оправки. Подвижный упор может иметь клиновую поверхность. На фиг.. 1 изображено описываемое устройство; на фиг. 2-упоры, в момент работы устройства; на фиг. 3- момент после установки кольца в канавку. Устройство содержит подставку 1, на которой устанавливается базовая деталь 2. Верхний торец подставки располагается на уровне канавки 3, в которую должно быть установлено упругое кольцо 4. На щтанге 5 устройства закреплена оправка 6, связанная с приводом (на чертеже не показан). На оправке 6 установлен подвижный 7 и неподвин ные 8 упоры. Упор 7 связан с приводами тягой 9, обеспечивающей ему осевое перемещение и тягой 10, обеспечивающей радиальное перемещение. Упоры 8 расположены симметрично на торце оправки 6. На конце упора 7 имеется зуб 11 с клиновой поверхностью для надежного поджима кольца 4 к упорам 8. Кольцо подается на рабочую позицию, шибером 12, перемещающимся возвратно-поступательно. Шибер 12 при движении влево (фиг. 1) подает кольцо 4 на рабочую позицию. Штанга 5 с установленной на ней оправкой 6 опускается вниз так, что неподвижные упоры 8 оказываются внутри кольца 4, а подвил-сный упор 7- снаружи. Тяга 9 перемещает подвижный упор 7 в осевом направлении (вниз), а затем тяга 10 перемещает его радиально (вправо), что приводит к деформации кольца 4. Такая деформация кольца 4 увеличивает его жесткость, что способствует надежной установке его в канавку 3. Клиновой зуб 11 упора 7 закручивает кольцо 4 внутрь, подл имая его к упорам 8. Шибер 12 возвращается в исходное положение за следующим кольцом. Штанга 5 с оправкой 6, несущей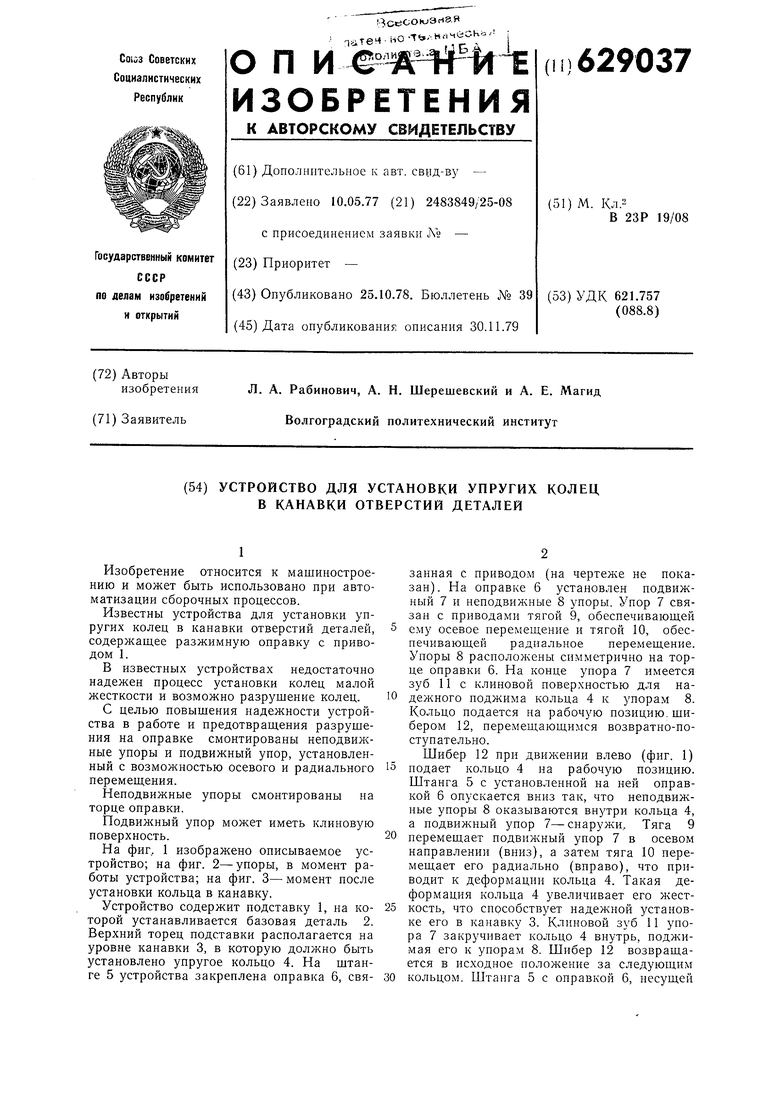
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для установки упругихКОлЕц B КАНАВКи ОТВЕРСТий дЕТАлЕй | 1979 |
|
SU797866A2 |
| Устройство для автоматической смены инструмента | 1983 |
|
SU1135593A1 |
| Автомат для изготовления и установки стопорных колец на вал | 1982 |
|
SU1085741A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВИНТОВОГО ЗУБЧАТОГО ПРОФИЛЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ В ОТВЕРСТИИ ТРУБЧАТОЙ ЗАГОТОВКИ | 2014 |
|
RU2578895C2 |
| Способ сборки радиальных шариковых подшипников с углом заполнения шарами более 180 @ и устройство для его осуществления | 1978 |
|
SU1135933A1 |
| ПАКЕР ТЕХНОЛОГИЧЕСКИЙ | 2011 |
|
RU2473781C1 |
| Устройство для установки упругих колец в наружные канавки цилиндрических деталей | 1991 |
|
SU1782703A1 |
| Переносной станок для обработки кольцевых кромок | 1978 |
|
SU753543A1 |
| Устройство для гибки петли из проволоки | 1989 |
|
SU1745397A1 |
| Устройство для клепки полусепараторов | 1979 |
|
SU971553A1 |
