1
Изобретение относится к области сварочного производства, а именно к электрошлаковой сварке крупногабаритных узлов и деталей машин.
Известен мундштук для электрошлаковой сварки, ось которого расположена параллельно оси разделки
Недостатком его является недостаточная жесткость и стабильность положения мундштука в сварочном зазоре.
Известен мундштук для электрошлаковой сварки, состоящий из пластин и имеющий отверстия для подачи сварочной проволоки и распорок, выполненных из изолируюцего материала, встроенных в поперечные прорези в теле мундштука и выступающих с обеих его сторон 21,
Однако такой мундштук является недостаточно жестким при сварке элементов из больших толщин.
Предлагаемый мундштук отличается тем, что он выполнен с пазами для компенсации собственного теплового расширения, расположенными с определенным шагом между отверстиями мундштука со стороны его рабочего торца а противоположный торец мундштука расположен перпендикулярно к рабрчему торцу в плоскости, образуемой .мундштуком.
При этом мундштук может быть выполнен составным из двух пластин, зеркально отображающих друг друга и соединенных между собой, причем на внутренних поверхностях обеих пластин выполнены пазы, образующие при соединении пластин отверстия.
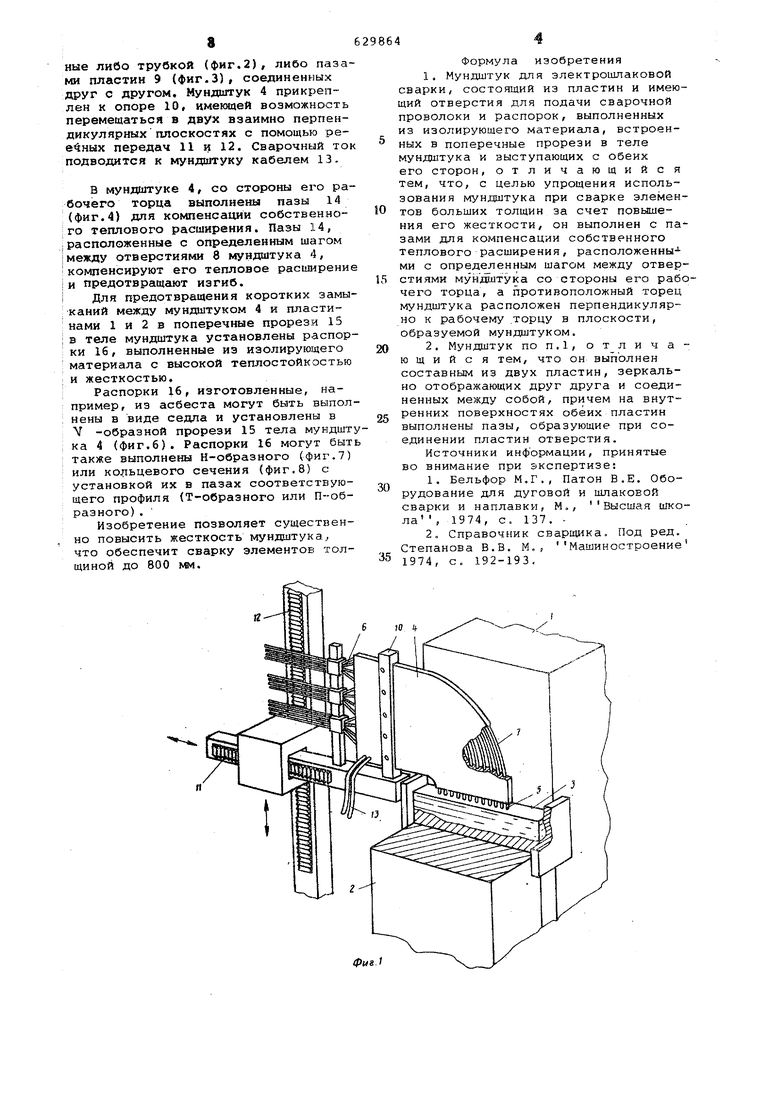
На фиг. 1 изображена предлагаема машина для электрошлаковой сварки с предлагаемым мундштуком; на фиг, 2 - предлагаемый мундштук, оди пример выполнения; на фиг. 3 - то же, другой пример выполнения; на фиг. 4 - мундштук с вырывом; на фиг. 5 - расположение на мундштуке изолирующих распорок; на фиг. 6-8 различные примеры выполнения изолирующих распорок (в увеличенном виде
Между свариваемыми пластинами 1 и 2, установленными с зазором 3, расположен мундштук 4. Рабочий торе 5 мундштука 4 расположен параллельно шлаковой ванне, а противоположный торец 6 - перпендикулярно рабочему торцу 5 и выведен за пределы зазора.
Сварочная проволока 7 подается в отверстия 8 мундштука, образованные либо трубкой (фиг.2), либо пазами пластин 9 (фиг.З), соединенных друг с другом. Мундштук 4 прикреплен к опоре 10, имеющей возможность перемещаться в двух взаимно перпендикулярных плоскостях с помощью передач И и 12. Сварочньай ток подводится к мундштуку кабелем 13.
В мундштуке 4, со стороны его рабочего торца выполнены пазы 14 (фиг.4) для компенсации собственно:го теплового расширения. Пазы 14, i расположенные с определенным шагом i между отверстиями 8 мундштука 4, компенсируют его тепловое расширение |и предотвращают изгиб. i Для предотвращения коротких замыканий между мундштуком 4 и пластинами 1 и 2 в поперечные прорези 15 ;в теле мундштука установлены распорки 16, выполненные из изолирующего материала с высокой теплостойкостью и жесткостью.
Распорки 16, изготовленные, например, из асбеста могут быть выполнены в виде седла и установлены в f -образной прорези 15 тела мундштука 4 (фиг.6). Распорки 16 могут быть также выполнены Н-образного (фиг.7) или кольцевого сечения (фиг,8) с установкой их в пазах соответствующего профиля (Т-образного или П--образного).
Изобретение позволяет существенно повысить жесткость мундштука.., что обеспечит сварку элементов толщиной до 800 NBV.
Формула изобретения
1.Мундштук для электрошлаковой сварки, состоящий из пластин и имеющий отверстия для подачи сварочной проволоки и распорок, выполненных
из изолирующего материала, встроенных в поперечные прорези в теле мундштука к выступающих с обеих его сторон, отличающийс я тем, что, с целью упрощения использования мундштука при сварке элементов больших толщин за счет повышения его жесткости, он выполнен с пазами для компенсации собственного теплового расширения, расположенными с определенным шагом между отверстиями мундацтука со стороны его рабочего торца, а противоположный торец мундштука расположен перпендикулярно к рабочему .торцу в плоскости, образуемой мундштуком.
2.Мундштук ПОП.1, отличающийс я тем, что он выполнен составным из двух пластин, зеркально отображающих друг друга и соединенных между собой, причем на внутренних поверхностях обеих пластин выполнены пазы, образующие при соединении пластин отверстия.
Источники информации, принятые во внимание при экспертизе:
1.Бельфор М.Г,, Патон В,Е. Оборудование для дуговой и шлаковой сварки и наплавки, М,, Высшая школа , 1974, с. 137. 2.Справочник сварщика. Под ред. Степанова В.В. М,, Машиностроение 1974, с. 192-193.
фиа-1
фиг.
Фиг.
Фиг
J
Фие.6
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ многослойной электрошлаковой сварки | 1990 |
|
SU1756074A1 |
| Плавящийся мундштук | 1976 |
|
SU580964A1 |
| Формирующий фигурный ползун для электрошлаковой сварки двухслойных сталей | 1978 |
|
SU766792A1 |
| Токоподводящий мундштук | 1982 |
|
SU1082578A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ЭЛЕКТРОДАМИ | 2024 |
|
RU2837060C1 |
| Способ электрошлаковой сварки плавящимся мундштуком | 1973 |
|
SU450670A1 |
| Способ электрошлаковой сварки плавящимся мундштуком | 1988 |
|
SU1593851A1 |
| Сварочный мундштук | 1978 |
|
SU841844A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВ | 1991 |
|
RU2071858C1 |
| МУНДШТУК ДЛЯ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 1968 |
|
SU218355A1 |

