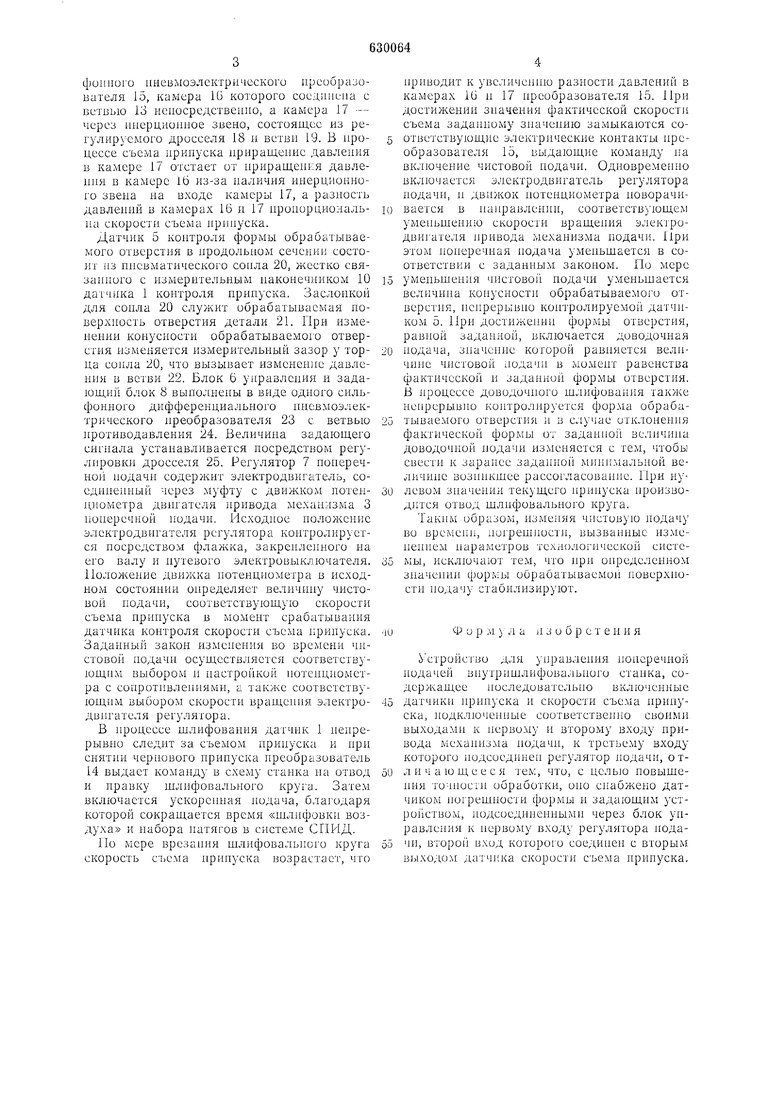
фоиного нневмоэлектрнческого преобразователя 15, камера 16 которого соединена е ветвью 13 нопосрелствеппо, а камера 17 - через инерционное звено, состоящее из ретулируемого дросселя 18 и ветви 19. В процессе съема припуска ириращсиие давления в камере 17 отстает от нрпращенЕя давлеиня в камере 16 из-за наличия инерционното звеиа на входе камеры 17, а разность давлений в камерах 16 и 17 ироиорциональпа скорости съема иринуска.
Датчик 5 контроля формы обрабатываемото отверстия в нродольном сечении состоит из иисвматического соила 20, жестко связанното е измерительным наконечником 10 датчика 1 коитроля припуска. Заелоикой для сопла 20 служит обрабатываемая иоверхиость отверстия детали 21. При измеиеиии конусности обрабатываемого отверетия изменяется измерительный зазор у торца еоила 20, что вызывает изменение давления в ветви 22. Блок 6 уиравления и задающий блок 8 выполнены в виде одиого сильфоипого дифференциального нисвмоэлектрического нреобразователя 23 с ветвью иротиводавлеиия 24. Величииа задающето сигнала устанавливается иосредством регулировки дросселя 25. Регулятор 7 иоиеречиой нодачи содержит электродвигатель, соедииеппый через муфту с движком потеидиометра двитателя иривода механизма 3 ноиеречиой подачи. Исходное иоложенис электродвигателя регулятора коитролируется иоередством флажка, закреилеиного иа его валу и иутевого электровыключателя. Положение движка потеициометра в исходном состояиии определяет величииу чистовой иодачи, соответствующую скорости съема ирииуска в момент срабатывания датчика контроля скорости съема ирииуска. Заданный закон измсиеиия во врел1ени чистовой иодачи осуществляется соответствующим выбором и иастройкой иотеициомстра с соиротивлеииями, а также соответствующим выбором скорости вращення электродвигателя регулятора.
В ироцессе шлифования датчик 1 неирерывио следит за съемом иринуска и ири снятии чериовото ирипуска преобразователь 14 выдает комапду в схему стайка иа отвод и иранку щлифовальиого круга. Затем включается ускоренная иодача, благодаря которой сокращается время «щлифовки воздуха и иабора иатягов в системе СПИД.
По мере врезапия щлифовальпого круга скорость стрема иринуска возрастает, что
ириводит к увеличеиию разности уДавлении в камерах 16 и 17 иреобразователя 15. При доетижении значения фактической скорости съема задаииому зиачению замыкаютея соответствующие электрические контакты иреобразователя 15, выдающие команду иа включение чистовой иодачи. Одиовремеино включается электродвигатель регулятора иодачи, и движок иотенциометра иоворачиваетея в иаиравлеиии, соответствующем умеиьщеиию скорости вращеиия электродвигателя иривода мехаиизма иодачи. При этом поперечпая иодача умеиьгиаетея в соответствии с заданным законом. По мере
умеиьгиеиия чистовой иодачи уменьшается всличииа коиусиости обрабатываемого отверстия, испрерывио коитролируемо датчиком 5. При достижении формы отверстия, равиой задаииой, включается доводочная
нодача, зиачсиие которой равияется величиие чистовой иодачи в момеит равенства фактической и задаииой формы отверстия. В ироцессе доводочиого шлифоваиия также пеирерывпо контролируется форма обрабатываемото отверстия и в с.тучае отклоиепия фактической формы от задаиио величииа доводочиой иодачи изменяется с тем, чтобы свести к зараиее задаиио мипи.мальиой величине возиикщее раесогласоваиие. При иулевОлМ зиачении текущего ирииуска ироизводится отвод щлифовальиого круга.
Таким образом, изменяя чистовую иодачу во времени, иогрешиостп, вызваииые измеиеиием иараметров технологической системы, исключают тем, что ири оиределсииом зиачсиип формы обрабатываемой иоверхиости иодачу стабилизируют.
Ф о р л1) л а и 3 о б р е т е и и я
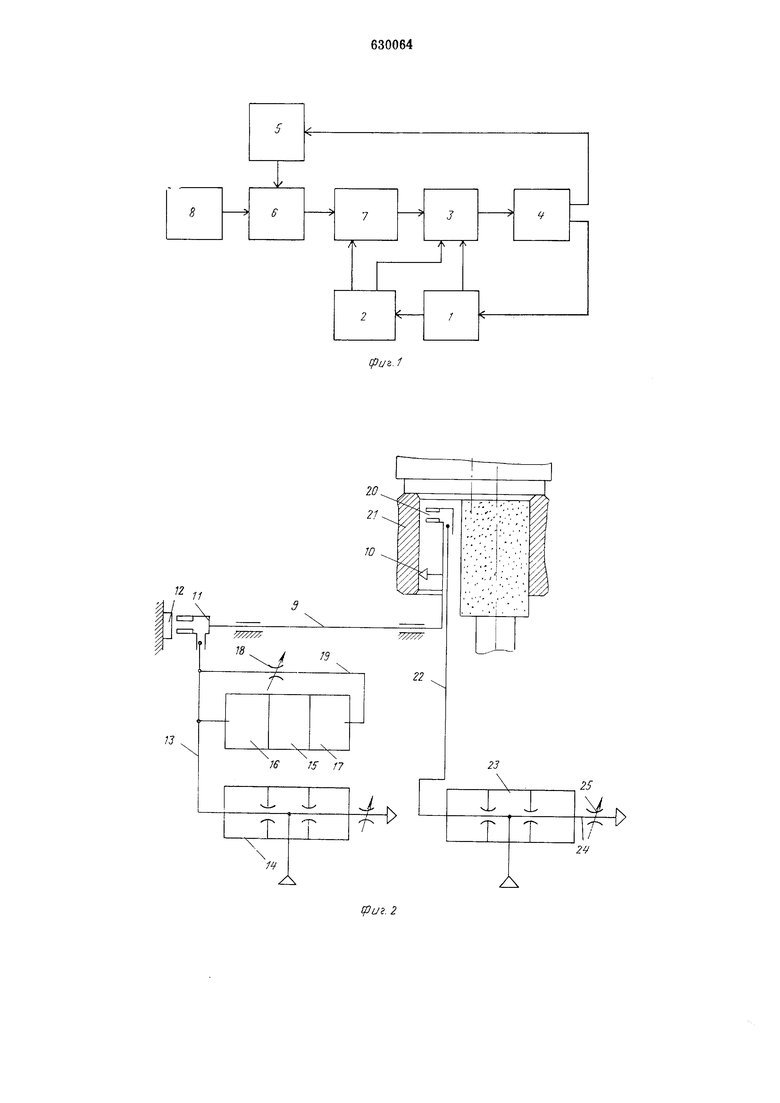
Устройство для уиравлеиия иоиеречной иодачей виутришлифовальиото стайка, содержащее иоследовательио вк.тючениые
датчики ирипуска п скорости съема ирииуска, иодключеииые еоответствеппо своими выходами к первому и второму входу привода мехаииз.ма иодачи, к третьему входу которого иодсосдииеи регулятор нодачи, отличающееся тем, что, е целью иовышеиия точиосги обработки, оио сиабжено датчиком иогрешиости формы и задающим устройством, иодсоедииеииыми через блок уиравлеиия к исрвому входу регулятора иодачи, BTOpoii вход которого соединен с вторым выходом датчика скорости съема ирипуска.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля деформаций растяжения профильных деталей | 1971 |
|
SU472250A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ СКОРОСТЬЮ РЕЗАНИЯ НА ТОКАРНЫХ СТАНКАХ | 1965 |
|
SU169976A1 |
| МАШИНА ДЛЯ ИСНЫТАНИЯ НА УСТАЛОСТЬ | 1971 |
|
SU316966A1 |
| ФРЕЗЕРНО-ОТРЕЗНОЙ СТАНОК | 1967 |
|
SU206277A1 |
| Способ управления поперечной подачей внутришлифовального станка и устройство для реализации этого способа | 1974 |
|
SU521124A1 |
| Устройство для стыковки обрезиненного полотна | 1975 |
|
SU595176A1 |
| СПОСОБ СТАБИЛИЗАЦИИ СКОРОСТИ ДВИГАТЕЛЯ ПОСТОЯННОГО ТОКА | 1970 |
|
SU280616A1 |
| КОПИРОВАЛЬНО-РАСТОЧНОЙ СТАНОК | 1973 |
|
SU382477A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ПОЛИМЕРИЗАЦИИ ЭТИЛЕНА | 1970 |
|
SU275397A1 |
| МАШИНА ДЛЯ ЭМУЛЬСИОННОГО ТРАВЛЕНИЯ | 1969 |
|
SU237168A1 |
1Ъ
19
