Известные устройства для автоматического управления скоростью резания на токарных станках, содержащие систему получения задающего сигнала и исполнительный привод, в которых система получения задающего сигнала состоит из источника напряжения постоянного тока, Потенциометра, тахогенератора и умножителя, не обеспечивают возможности оптимального управления скоростью вращения щпинделя для получения заданного качества изделий.
Описываемое устройство отличается тем, что, с целью осуществления оптимального управления скоростью вращения шпинделя для получения заданного качества изделий, на входе исполнительного привода для уиравления им включен диодный фзнкциональпый преобразователь, формирующий программу на изменение скорости вращения щпинделя станка методом кусочио-лииеЙ 10Й аппроксилгации и настраивающийся в зависимости от перемеимения суппорта или стола станка, контролируемого бесконтактным сельсином-датчиком радиуса обработки, ротор которого жестко связан с исполнительным органом, а роторные обмотки через выпрямитель включены на вход функционального преобразователя.
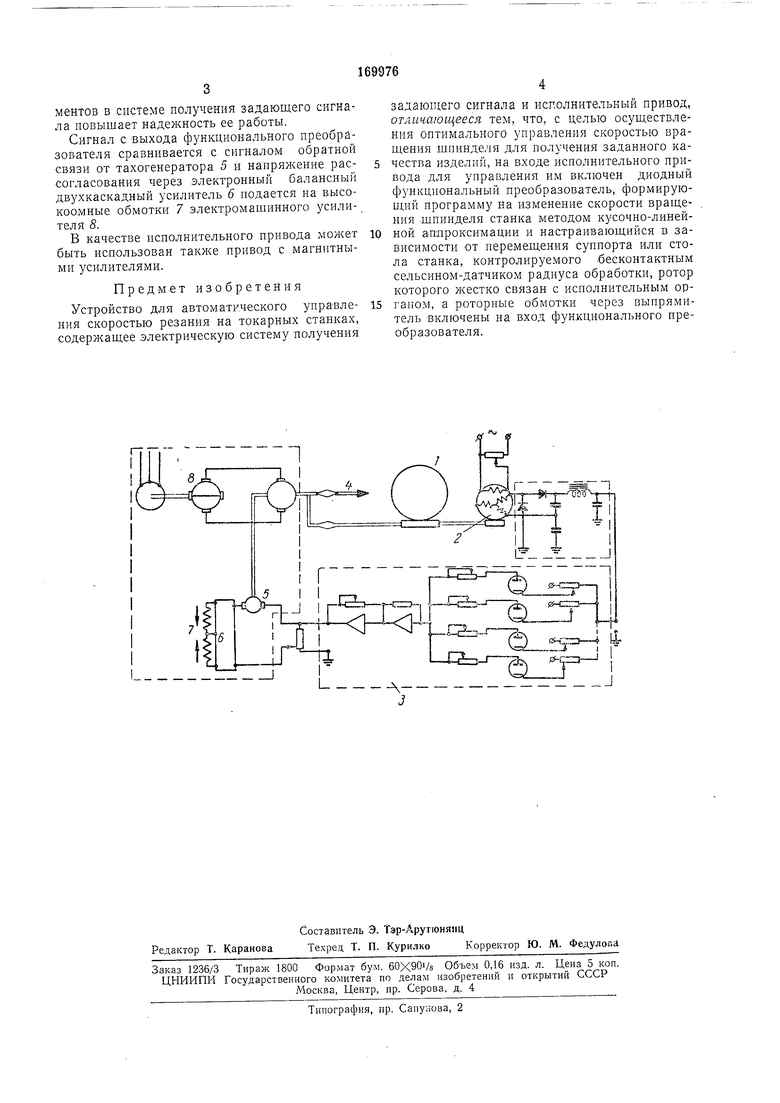
С суппортом или поворотным столом / станка жестко связан ротор бесконтактного сельсина 2, являющегося датчико.м радиуса обработки. Сигнал от сельсина-датчика иосле выпрямления подается на вход функционального преобразователя 3, формирующего програм.му на изменение скорости вращения исполнительного привода. С помощью диодного функционального преобразователя можно комиенсировать статическую ошибку иривода и осуществлять оптимальное автоматическое управление скоростью вращения шпинделя 4 для получения заданного качества изделий.
При прохождении шпинделя через критические зоны, характеризующиеся низкочастотными вынужденными колебаниями основных узлов станка с частотой, синхронной или кратной числу оборотов электродвигателя или
шлинделя (обычио выще 800-900 об/мин), наблюдается мгновенное затупление резца, что ведет к недопустимой при чистовой обработке неточности детали. С ломощью функционального .преобразователя можно осуществить оптимальное управление скоростью вращения щпинделя, т. е. легко ограничить верхний предел скорости вращения щпинделя при его автоматическом бесступенчатом регулировании в зависимости от частоты вынужденных
ментов в системе получения задающего сигнала повышает надежность ее работы.
Сигнал с выхода функционального преобразователя сравнивается с сигналом обратной связи от тахогенератора 5 и напряжение рассогласования через электронный балансный двухкаскадный усилитель 6 подается на высокоомные обмотки 7 электромашинного усилителя 8.
В качестве исполнительного привода может быть использован также привод с магнитными усилителями.
Предмет изобретения
Устройство для автоматического управления скоростью резания на токарных станках, содержащее электрическую систему получения
задающего сигнала и исполнительный привод, отличающееся тем, что, с целью осуществления оптимального управления скоростью вращения шпинделя для получения заданного качества изделий, на входе исполнительного привода для управления им включен диодный функциональный преобразователь, формируюпщй программу на изменение скорости вращения шпинделя стайка методом кусочно-линейной алпроксимации и настраивающийся в зависимости от перемещения суппорта или стола станка, контролируемого бесконтактным сельсином-датчиком радиуса обработки, ротор которого жестко связан с исполнительным органом, а роторные обмотки через выирямитель включены на вход функционального иреобразователя.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для БЕССТУПЕНЧАТОГО | 1965 |
|
SU171240A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ СКОРОСТЬЮ РЕЗАНИЯ НА ТОКАРНЫХ СТАНКАХ | 1973 |
|
SU404577A1 |
| Тиристорный привод задающей подачи копировального станка | 1978 |
|
SU764931A1 |
| УСТРОЙСТВО для ОПРЕДЕЛЕНИЯ СКОРОСТИ РЕЗАНИЯ НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ | 1973 |
|
SU398872A1 |
| ЭЛЕКТРОГИДРАВЛИЧЕСКИЙ РЕГУЛЯТОР СКОРОСТИ ГИДРОТУРБИНЫ | 1969 |
|
SU258164A1 |
| ЭЛЕКТРОГИДРАВЛИЧЕСКИЙ ДВУХСКОРОСТНОЙ СЛЕДЯЩИЙ ПРИВОД | 1969 |
|
SU233870A1 |
| УСТРОЙСТВО для РЕГУЛИРОВАНИЯ ПРОЦЕССА ДРОБЛЕНИЯ В ДВУХРОТОРНОЙ ДРОБИЛКЕ | 1967 |
|
SU196155A1 |
| ЭЛЕКТРОГИДРАВЛИЧЕСКИЙ СЛЕДЯЩИЙ ПРИВОД | 1966 |
|
SU185484A1 |
| АВТОМАТИЧЕСКИЙ ДОЗАТОР | 1972 |
|
SU336527A1 |
| АВТОМАТИЧЕСКИЙ КОМПЕНСАТОР ПОСТОЯННОГО ТОКА | 1968 |
|
SU209580A1 |
./i-S т Т Т i I I I
