1
Изобретение относится к металлургии, в частности к непрерывной разливке плоских слитков из металлов и сплавов в электромагнитном поле.
Известен способ получения литых заготовок, позволяющий изменять.геометрические размеры слИтка в процессе .титья, по которому над закристаллизовавшейся частью сохраняют слой жидкого металла высотой 15-80 мм и в процессе литья изменяют ток индукционного формообразования в пределах 100-300% от исходного При этом создают равномерное электромагнитное давление по периметру слитка, что обеспечивает в любой момент времени строгое соответствие формы поперечного сечения слитка и формы индуктора I.
Однако этот способ, позволяя изменять геометрические размеры поперечного сечения, не учитывает особенностей кристаллизации плоских слитков, что не дает возможности при его реализации получать плоские слитки со строго прямоугольной формой поперечного сечения. Это связано с тем, что при создании равномерного электромагнитного давления по периметру плоского слитка кристаллизация его сопровождается значительной усадкой и деформацией широких граней и приводит к тому, что в закристаллизовавшемся сечении слитка широкие грани для крупногабаритных слитков достигают от толщины слитка. Прокатка таких слитков затруднена и приводит к снижению выхода годного за счет дополнительных потерь на боковую обрезь. Это снижает эффективность и технико-экономические показатели внедрения прогрессивного способа непрерывной разливки в электромагнитном
поле.
Целью изобретения является повышение точности поперечного сечения.
Для этого вдтэль щирокой грани слитка создают перавно.мерное электромагнитное давление, увеличивающееся по направлению
от центра широкой грани к ребру слитка, причем электромагнитное давление у ребра слитка поддерживают в пределах 1,05-1,15 от величины электромагнитного давления в центре широкой грани. Ослабление электромагнитного давления в центре широкой грани приводит к тому, что слой жидкого .металла в этой зоне имеет ширину, .превосходящую ширину поперечного сечения твердого с-читка. За счет этого происходящая в
процессе кристаллизации усадка и деформация обеспечивает формировапие твердого слитка со строго параллельными широкими гранями. Расчетным путем установлено и экспериментально обосновано, что при непрерывном литье плоских слитков, нз алюминиевых сплавов электромагнитное давление у ребра слитка необходимо поддерживать в пределах 1,05-1,15 от величины электромагнитного давления в центре широкой грани; Неравномерное электромагнитное давление вдоль широкой грани слитка создают, например, путем придания выпуклости широким граням индуктора т. е. за счет создания неравномерного воздушного зазора между индуктором и поверхностью слитка; эта задача может быть решена путе .1 коррекции поля индуктора при помощи внешних магнитопроводов; аналогичный эффект достигается, если шина индуктора в центре широкой грани выполнена из нескольких параллельно соединенных элементов.
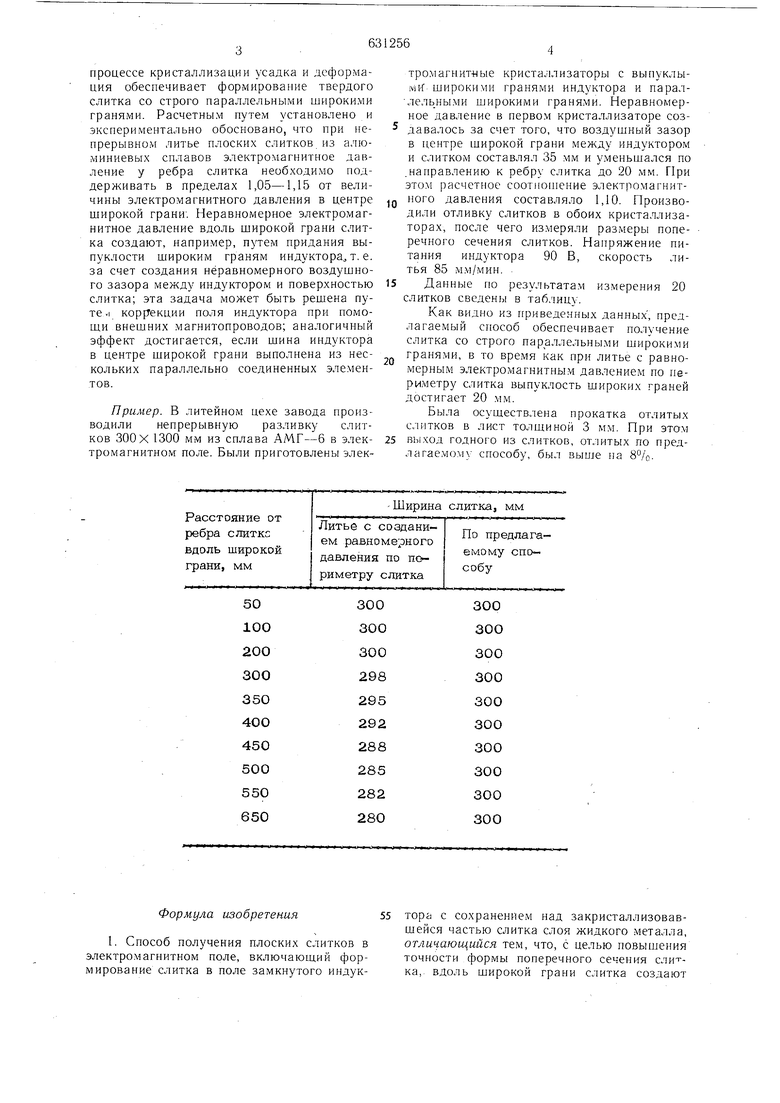
Пример. В литейном цехе завода производили непрерывную разливку слитков 300 X 1300 мм из сплава АМГ-6 в электромагнитном поле. Были приготовлены электромагнит-ные кристаллизаторы с выпуклыivii-f широкими гранями индуктора и параллель ными широкими гранями. Неравномерное давление в перво.м кристаллизаторе создавалось за счет того, что воздушнь й зазор в центре широкой грани между индуктором и слитком составлял 35 мм и у.меньшался по .направлению к ребру слитка до 20 мм. При этом расчетное соотношение электромагнитного давления составляло 1,10. Производили отливку слитков в обоих кристаллизаторах, после чего измеряли размеры поперечного сечения слитков. Напряжение питания индуктора 90 В, скорость литья 85 мм/мин.
Данные по результата.м измерения 20 слитков сведен) в таблицу.
Как видно из приведенных данных , предлагаемый способ обеспечивает получение слитка со строго параллельными широкими гранями, в то вре.мя как при литье с равномерным электромагнитным давлением по периметру слитка выпуклость широких граней достигает 20 мм.
Была осушествлена прокатка отлитых слитков в лист толшиной 3 мм. При этом выход годного из слитков, отлитых по предлагае.мому способу, выше ia 8/о.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ охлаждения слитка при непрерывном литье в электромагнитный кристаллизатор | 1980 |
|
SU900951A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА В ЭЛЕКТРОМАГНИТНОМ КРИСТАЛЛИЗАТОРЕ | 1992 |
|
RU2038904C1 |
| Способ непрерывной разливки металла | 1980 |
|
SU908487A2 |
| Способ непрерывной разливки плоских слитков | 1976 |
|
SU602290A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПРЯМОУГОЛЬНЫХ СТАЛЬНЫХ СЛИТКОВ | 2008 |
|
RU2381086C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ В ЭЛЕКТРОМАГНИТНОМ ПОЛЕ НЕПРЕРЫВНОЛИТЫХ СЛИТКОВ ПРЯМОУГОЛЬНОЙ ФОРМЫ | 1994 |
|
RU2086352C1 |
| Способ непрерывного литья слитков прямоугольного сечения и устройство для его осуществления | 1983 |
|
SU1315114A1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 1999 |
|
RU2145267C1 |
| Установка непрерывного или полу-НЕпРЕРыВНОгО лиТья СлиТКОВ B элЕКТРО-МАгНиТНОМ КРиСТАллизАТОРЕ | 1978 |
|
SU806238A1 |
| СПОСОБ ОТЛИВКИ СЛИТКОВ | 2002 |
|
RU2239514C2 |
50
100
200
300
35О
4ОО
450
500
550
650
Формула изобретения
I. Способ получения плоских слитков в электромагнитном поле, включающий фор.мирование слитка в поле замкнутого индук300ЗОО 300 300 300 300 300 300 300 300
тора с сохранением над закристаллизовавшейся частью слитка слоя жидкого металла, отличающийся тем, что, с целью повышения точности формы поперечного сечения , вдоль широкой грани слитка создают
5631256,неравномерное электромагнитное давление,личины электромагнитного давления в ценувеличивая его по направлению от центратре широкой грани.
широкой грани к ребру слитка. -Источники информации, принятые во вни2. Способ по п. 1, отличающийся тем, что jмание при экспертизе: электромагнитное давление у ребра слитка .1. Авторское свидетельство СССР
поддерживают в пределах 1,05-1,15 от ве-№ 480490, кл. В 22 D 11/00, 1975.
