Изобретение относится к литейному производству и может быть использовано при литье слитков в изложницах и литейных формах.
Известен способ литья слитков (Струговщиков Д.П. Разливка стали. - Свердловск: Государственное научно-техническое издательство литературы по черной и цветной металлургии. Свердловское отделение, 1961, см. стр.98), при котором изложница заполняется металлом до определенного уровня. Кристаллизация металла производится в течение 10-20 мин. В результате этого по периметру изложницы у ее стенок образуется корка закристаллизовавшегося металла толщиной 25-30 мм. Принудительное охлаждение головной части слитка осуществляют чугунной крышкой массой не менее 130 кг. Крышку устанавливают на корку, образовавшуюся у стенок изложницы. Полная кристаллизация металла под крышкой продолжается не менее 20 мин. Для предотвращения ликвации химических элементов применяется более раннее накрывание слитка крышками. Для этого крышки применяют через 4-5 минут после наполнения изложниц. Это увеличивает время кристаллизации металла под крышкой до 25 мин. Раннее накрывание крышками имеет отрицательные последствия. Оно вызывает прорывы корки закристаллизовавшегося металла. При затекании металла между крышкой и изложницей применяют специальные меры по дополнительному замораживанию металла. В частности, металл могут дополнительно заливать водой. При реализации этого способа существует жесткая зависимость между ликвацией химических элементов в головной части слитка и временем накрывания зеркала металла крышками после окончания разливки. Это является недостатком такого способа разливки, так как из-за развития химической неоднородности, вызывающей ухудшение качества слитков, снижается выход годного.
Применение крышек массой не менее 130 кг вынуждает использовать дополнительные средства механизации. Во время разливки одновременно работают два крана - устанавливающий крышки и разливочный. Организационно это усложняет процесс разливки, требует дополнительных затрат энергии. Это является недостатком данного способа литья.
Дополнительное повышение качества стали при реализации этого способа литья обеспечивается увеличением времени выдержки слитков после разливки до вывозки с 20 до 25 мин. За 5 минут слитки дополнительно охлаждаются. Происходящие потери тепла восполняются увеличением расхода теплоносителей при нагреве слитков перед прокаткой. Вызванный этим перерасход теплоносителей является недостатком этого способа.
Известен также способ литья слитков (Ефимов В.А. Стальной слиток (разливка стали и формирование). – М.: Государственное научно-техническое издательство литературы по черной и цветной металлургии, 1961, см. стр.349), включающий заполнение литейной формы жидким металлом, охлаждение головной части слитка и извлечение слитка из литейной формы. Охлаждение верхней части слитка производится принудительно. Для охлаждения на открытое зеркало металла подается охладитель - вода. В результате охлаждения стали водой на поверхности слитка образуется корочка закристаллизовавшегося металла. Из-за ограниченного расхода воды на охлаждение закристаллизовавшаяся корочка имеет различную толщину. Разнотолщинность корочки является причиной прорыва металла через корку к стенкам изложницы. Прорывы вызывают потери металла, ухудшают качество поверхности головной части слитка. При прокатке эта часть слитка отрезается. Снижение выхода годного является недостатком этого способа литья слитков.
Прорывы металла через поверхностную корочку могут вызывать его попадание на разливочную площадку, где находится обслуживающий персонал. Это вызвано тем, что поверхность охлаждаемого слитка не экранирована крышкой от окружающей среды. Отсутствие экранирующей поверхности вызывает дополнительные потери металла и ухудшает условия труда на разливочной площадке. Кроме этого реализация этого способа литья слитков вызывает интенсивное парообразование, ухудшающее экологические условия разливки и видимость на рабочем месте. Прямой контакт воды с жидкой сталью противоречит нормам техники безопасности, принятым в черной металлургии.
Наиболее близким по технической сущности является способ литья слитков (патент Украины №30760 А на изобретение “Способ литья слитков”, МПК В 22 D 7/00), при котором изложницу заполняют металлом, охлаждают поверхность головной части слитка, не перекрытую стенками изложницы с помощью теплоотводящих элементов, установленных в верхней части изложницы до начала ее заполнения металлом, выдерживают металл до затвердевания и извлекают слиток из изложницы. При реализации предлагаемого способа литья используется теплоотводящий элемент, выполненный в виде пробки, верхняя часть которой имеет форму сферы для увеличения отвода тепла. Нижняя часть теплоотводящего элемента ограничивает наполнение изложницы металлом до заданного уровня. Заполнение изложницы сталью осуществлялось до подъема металла до нижней поверхности теплоотводящего элемента.
К недостаткам прототипа следует отнести:
- Образующаяся поверхность головной части слитка имеет плоскую форму и большую площадь. При последующей прокатке таких слитков возникают накаты в головной части раската.
- Практическое осуществление точного налива стали до нижней поверхности теплоотводящего элемента сложно. Это вызвано невозможностью точного дозирования количества стали, поступающей в изложницу, и отсутствием визуального контроля за уровнем металла в изложнице. При недоливе стали до нижней поверхности теплоотводящего элемента не осуществляется контакт металла с теплоотводящим элементом, что делает невозможным ускоренный отвод тепла от металла в изложнице и осуществление способа в целом. При переливе стали металл заполняет щель между изложницей и теплоотводящим элементом, что при последующей прокатке приведет к увеличению головной обрези.
- При наличии нескольких теплоотводящих элементов не всегда возможно сформировать необходимую поверхность головной части слитка, которая обеспечивала бы получение качественной поверхности заготовки при последующей прокатке.
- При установке разрозненных теплоотводящих элементов снижается производительность участка подготовки составов, тем самым повышаются издержки производства и себестоимость продукции.
В основу изобретения поставлена задача усовершенствования способа литья слитков, при котором за счет применения теплоотводящих элементов специальной формы, устанавливаемых на изложницу перед разливкой металла, достигается повышение эффективности охлаждения, что позволяет ускорить кристаллизацию головной части слитка, получить в головной части слитка толстую корочку закристаллизовавшегося металла и исключить прорывы металла через корку к стенкам изложницы. Кроме того, решается задача получения такой поверхности головной части слитка, которая обеспечивает отсутствие “накатов” и качественную поверхность головной части заготовки при последующей прокатке, что уменьшит необходимые нормы головной обрези и, как следствие, издержки производства и себестоимость продукции.
Поставленная задача достигается тем, что в верхней части изложницы до начала ее заполнения металлом устанавливают теплоотводящий элемент, выполненный в виде замкнутого контура с размерами внутреннего пространства в нижнем основании, равными 1,05-0,9 размера рабочего пространства верха изложницы, а в верхнем основании не больше 0,99 внутреннего пространства теплоотводящего элемента в нижнем основании. Изложницу и пространство, ограниченное теплоотводящим элементом, заполняют металлом, при этом заполнение металлом пространства, ограниченного теплоотводящим элементом, производится из соотношения от 0,05 до 0,5 объема пространства, заполняемого металлом в изложнице. Производят охлаждение поверхности головной части слитка, не перекрытой стенками изложницы, с помощью теплоотводящего элемента. Выдерживают металл до затвердевания и извлекают слиток из изложницы.
Признаками, общими с прототипом, являются: изложницу заполняют металлом, охлаждают поверхность головной части слитка, не перекрытую стенками изложницы, с помощью теплоотводящего элемента, установленного в верхней части изложницы до начала ее заполнения металлом, выдерживают металл до затвердевания и извлекают слиток из изложницы.
Новые признаки следующие:
- теплоотводящий элемент выполнен в виде замкнутого контура с размером внутреннего пространства в нижнем основании, равным 1,05÷0,9 размера рабочего пространства верха изложницы, а в верхнем основании не больше 0,99 внутреннего пространства теплоотводящего элемента в нижнем основании;
- осуществляют заполнение металлом пространства, ограниченного теплоотводящим элементом. При этом заполнение металлом пространства, ограниченного теплоотводящим элементом, производится из соотношения от 0,05 до 0,5 объема пространства, заполняемого металлом в изложнице.
Теплоотводящие элементы устанавливают до начала заполнения литейных форм для того, чтобы при окончании заливки стали в изложницу с установленным теплоотводящем элементом его контакт с жидкой сталью и процесс формирования корочки кристаллизующегося металла начинались одновременно. Непосредственный контакт всей поверхности жидкой стали и охлаждающего элемента позволяет создать максимально возможную активную площадь охлаждения. Поэтому кристаллизация стали ускоряется.
Пределы размеров внутреннего пространства теплоотводящего элемента ограничены с целью обеспечения высокого качества слитков, недопущения образования большой "ступеньки" на слитке в месте сопряжения изложницы и теплоотводящего элемента.
При величине размеров внутреннего пространства теплоотводящего элемента в нижнем основании, большей 1,05 размеров рабочего пространства верха изложницы или меньшей 0,9 этого размера, на слитке образовывается "ступенька", которая при последующей прокатке приводит к образованию закатов. Иначе образующаяся "ступенька" к закатам не приводит.
Превышение размеров внутреннего пространства теплоотводящего элемента в нижнем основании больше 1,05 размеров рабочего пространства верха изложницы также ограничено максимальной величиной “ступеньки” на слитке. При превышении размерами нижнего основания теплоотводящего элемента соответствующих размеров рабочего пространства верха изложницы размер “ступеньки” определяется в зависимости от массы нижней части слитка, периметра поперечного сечения в плоскости сопряжения изложницы и отводящего тепло элемента и предела прочности конкретной марки стали при температуре кристаллизации. При выплавке слитка с такой “ступенькой” происходит равномерное распределение напряжений по периметру образовавшейся корки слитка. Минимизируется или полностью отсутствует торможение усадке и слиток не проседает. Сводится к минимуму вероятность горячих трещин по телу слитка при кристаллизации и дальнейшей прокатке.
Когда размеры внутреннего пространства теплоотводящего элемента в нижнем основании меньше 0,9 размеров рабочего пространства верха изложницы, становится возможным образование горячих трещин в месте сопряжения верхней и нижней части слитка из-за заметных различий в скорости их охлаждения, а также может усложниться технологический процесс прокатки слитка при условии обеспечения получения качественного раската.
Максимальная величина верхнего основания теплоотводящего элемента ограничена величиной 0,99 внутреннего пространства теплоотводящего элемента в нижнем основании для обеспечения минимального уклона внутренней поверхности теплоотводящего элемента, достаточного для его беспрепятственного удаления с изложницы после затвердевания слитка.
Заполнение металлом пространства, ограниченного теплоотводящим элементом в объеме менее 0,05 от объема пространства, заполняемого металлом в изложнице, не позволяет сформировать такую форму головной части слитка, которая обеспечит снижение головной обрези после последующей его прокатки по сравнению со слитком, отлитым без применения теплоотводящих элементов.
При заполнении металлом пространства, ограниченного теплоотводящим элементом в объеме более 0,5 от объема пространства, заполняемого металлом в изложнице, сложно обеспечить устойчивость теплоотводящего элемента на изложнице в связи со значительным объемом жидкого металла, находящегося в теплоотводящем элементе.
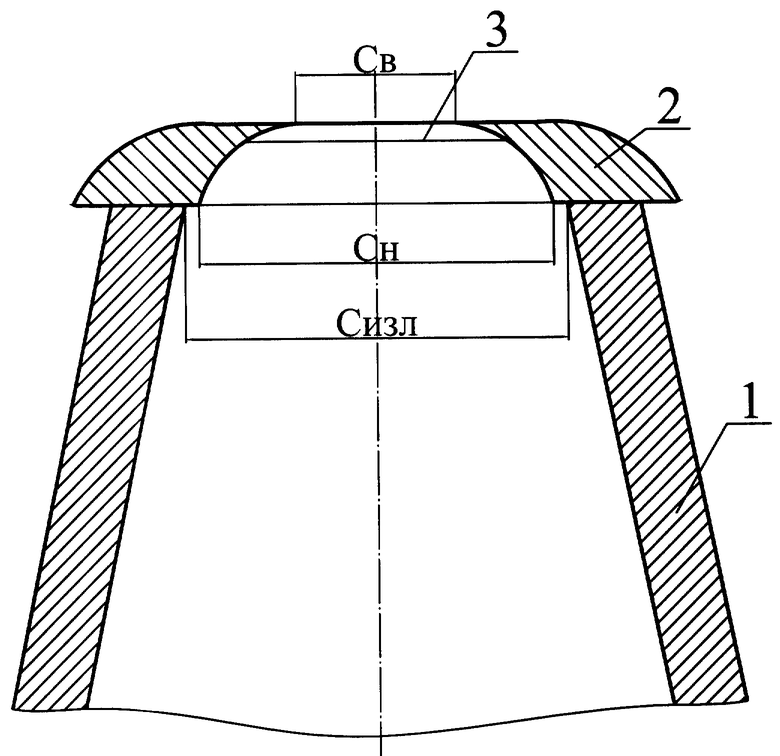
Пример конструкции устройства для реализации предлагаемого способа изображен на чертеже. На изложницу 1 устанавливают теплоотводящий элемент 2. Линия 3 отображает уровень налива жидкого металла. Позиции Сизл, Сн, Св отображают соответственно размеры рабочего пространства верха изложницы, нижнего и верхнего основания теплоотводящего элемента.
Пример конкретного использования
Сталь варили в мартеновской печи емкостью 450 т скрап-рудным процессом в мартеновском цеху ОАО "МакМК". Реализацию осуществляли на стали марки Ст3кп. Разливку металла проводили как в изложницы, уширенные книзу, так и в изложницы, уширенные кверху. Отработка технологии осуществлялась на 14 опытных плавках.
Для реализации технологии были изготовлены теплоотводящие элементы из материала с высокой теплопроводностью в виде замкнутых контуров с размерами внутреннего пространства в нижнем основании равными 1,1; 1,05; 1,0; 0,95; 0,9; 0,85, а в верхнем основании - 0,90 от соответствующих размеров внутреннего пространства теплоотводящего элемента в нижнем основании. Внутренняя поверхность теплоотводящего элемента представляла собой усеченную кверху пирамиду со скругленными ребрами. При использовании изложниц, уширенных книзу, использовались только теплоотводящие элементы с размерами внутреннего пространства в нижнем основании, равными 0,95; 0,9; 0,85 от соответствующих размеров верха изложницы, так как иначе невозможно обеспечить извлечение слитка.
Перед разливкой изложницы накрывали теплоотводящими элементами. Объем заполнения металлом теплоотводящих элементов составил 0,02÷0,5 от объема изложницы. После разливки металл кристаллизовался, находясь в контакте с теплоотводящими элементами. Теплоотводящие элементы удалялись со слитков перед их раздеванием в стрипперном отделении.
Нагрев и прокатку слитков на блюминге 1150 проводили по обычной технологии комбината.
Результаты экспериментов приведены в таблице.
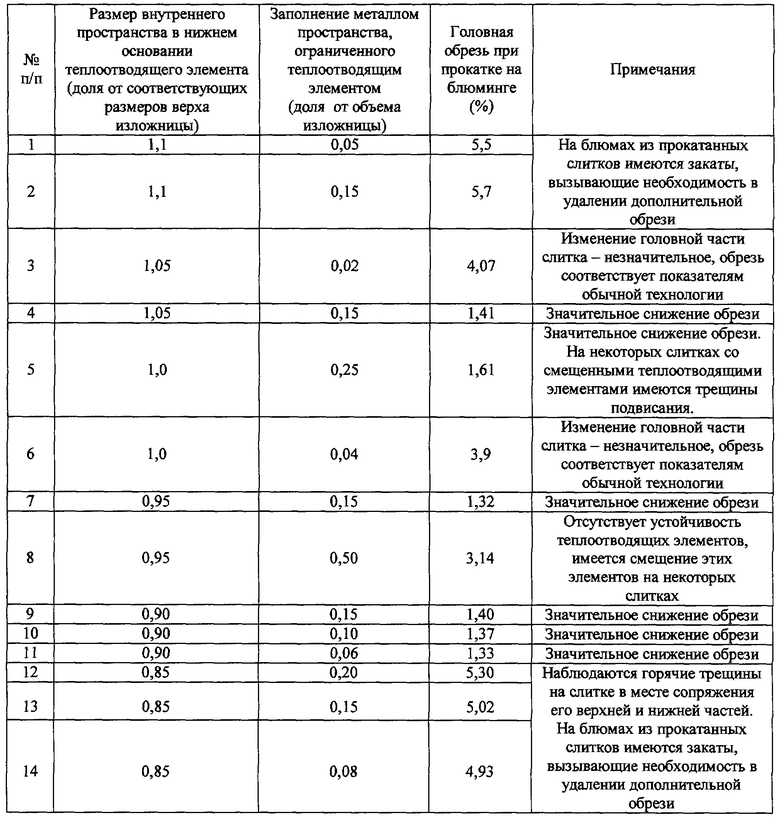
Анализ результатов, приведенных в таблице, показывает, что наивысший экономический эффект при применении изобретения достигается при заполнении металлом пространства, ограниченного теплоотводящим элементом в пределах 0,05-0,5 объема пространства, заполняемого металлом в изложнице, и при размере внутреннего пространства в нижнем основании теплоотводящего элемента от 0,9 до 1,05 размера внутреннего пространства верха изложницы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СЛИТОК ПОЛУСПОКОЙНОЙ ИЛИ КИПЯЩЕЙ СТАЛИ | 2004 |
|
RU2285578C2 |
| СТАЛЬНОЙ СЛИТОК | 2007 |
|
RU2368454C2 |
| Способ изготовления стальных слитков | 1977 |
|
SU789210A1 |
| Способ обработки слитков кипящей и полуспокойной стали перед прокаткой | 1987 |
|
SU1541292A1 |
| СПОСОБ ПРОКАТКИ СЛИТКОВ ПИРАМИДАЛЬНОЙ ФОРМЫ НА ОБЖИМНЫХ И ЗАГОТОВОЧНЫХ СТАНКАХ | 1997 |
|
RU2128093C1 |
| Способ сифонной разливки стали | 1988 |
|
SU1538987A1 |
| Способ получения слитков | 1985 |
|
SU1311842A1 |
| Способ получения полого слитка | 1979 |
|
SU899238A1 |
| СПОСОБ ПРОИЗВОДСТВА МЕТАЛЛУРГИЧЕСКИХ ЗАГОТОВОК, ФАСОННОГО ЛИТЬЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2573283C1 |
| ИЗЛОЖНИЦА ДЛЯ ОТЛИВКИ СЛИТКА, УШИРЕННОГО КНИЗУ, И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2001 |
|
RU2198763C1 |
Изобретение может быть использовано при литье слитков в изложницы и литейные формы. Перед разливкой металла на изложницу устанавливают теплоотводящий элемент. Элемент выполняют в виде замкнутого контура с размерами внутреннего пространства, равными в нижнем основании 1,05÷0,9 размера рабочего пространства верха изложницы, а в верхнем основании не больше 0,99 внутреннего пространства теплоотводящего элемента в нижнем основании. Изложницу и пространство, ограниченное теплоотводящим элементом, заполняют металлом. Заполнение металлом пространства, ограниченного теплоотводящим элементом, производится из соотношения от 0,05 до 0,5 объема пространства, заполняемого металлом в изложнице. Производят охлаждение поверхности головной части слитка, не перекрытой стенками изложницы, с помощью теплоотводящего элемента. Выдерживают металл до затвердевания и извлекают слиток из изложницы. Благодаря ускоренной кристаллизации в головной части слитка образуется толстая корочка закристаллизовавшегося металла, что исключает прорывы металла через корку к стенкам изложницы. Обеспечивается отсутствие “накатов” и качество поверхности головной части заготовки при последующей прокатке, снижение головной обрези и себестоимости продукции. 1 ил., 1 табл.
Способ отливки слитков, при котором изложницу заполняют металлом, охлаждают поверхность головной части слитка, не перекрытую стенками изложницы, с помощью теплоотводящего элемента, установленного в верхней части изложницы до начала ее заполнения металлом, выдерживают металл до затвердевания и извлекают слиток из изложницы, отличающийся тем, что теплоотводящий элемент выполняют в виде замкнутого контура с размерами внутреннего пространства, равными в нижнем основании 1,05÷0,9 размера рабочего пространства верха изложницы, а в верхнем основании не больше 0,99 внутреннего пространства теплоотводящего элемента в нижнем основании, при этом заполнение металлом пространства, ограниченного теплоотводящим элементом, производят на 0,05-0,5 объема пространства, заполняемого металлом в изложнице.
| Устройство для введения фотографической бумаги в пустотное пространство катодного осциллографа | 1931 |
|
SU30760A1 |
| Способ закупоривания слитков низкоуглеродистой кипящей стали | 1983 |
|
SU1158283A1 |
| Устройство для разливки металлов | 1989 |
|
SU1688973A1 |
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |

