Цель изобретения - максимально уменьшить длину отходов прутка при работе иа горизонтальноксвючных машинах, например, при пзгатавлении шарикоподшиашиковых колец. Сущность навого способа состоит в том, что, когда пруток, по мере продвижения вперёд становится настолько коротким, что уже не удерживается зажимными ракавилами штампа, к нему приращивают оправку такого же диаметра, как и пруток. Отход вместе с опраакой будет надёжно зажиматься в раковинах, составляя как бы одно целое.
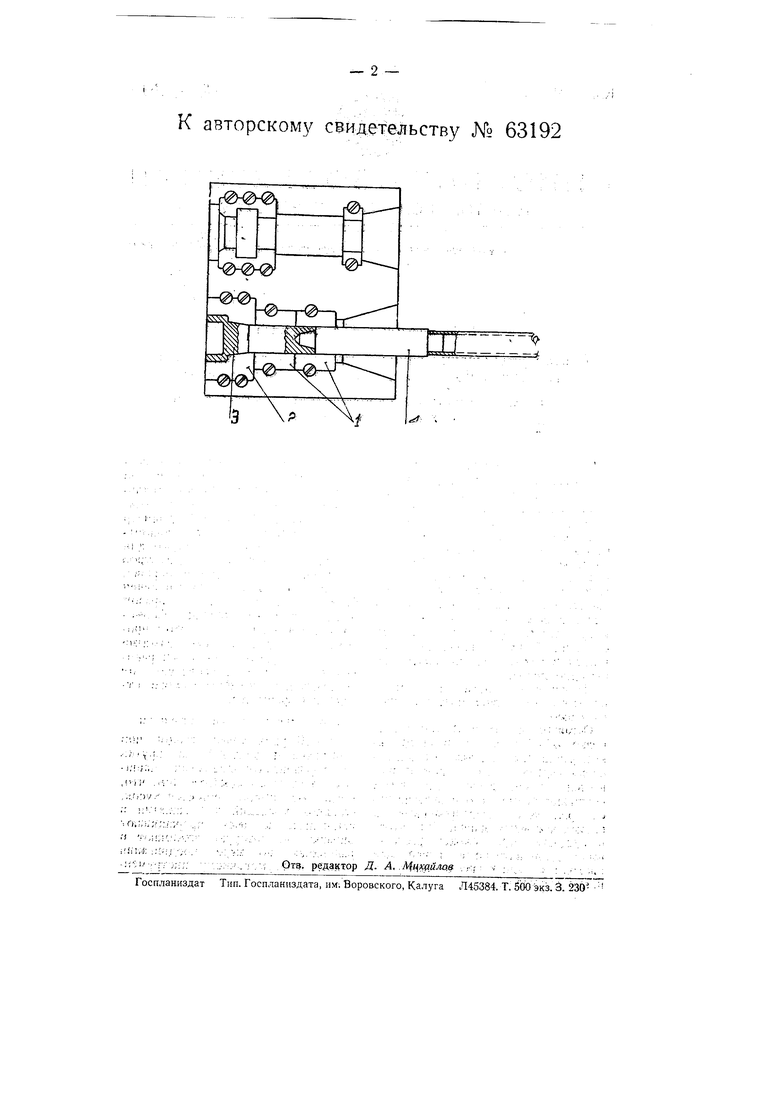
На чертеже изображён штамп с отходом, отраба тываемым по новому способу.
Оставшийся отход 3 при штамповке обрабатывается в специальных раковинах так, как эта показано на чертеже, т. е. в нём прошивается глуха1я дыра. Для такой прошивки конца отхода применяются раковины, монтиро ванвые о блоках ковочных машин. Для этого в существующих блоках растачивают дополнительный ручей для прохода отхода и гнездо Для установки раковины. ;.,
Для отработки отхода применяется оправка 4, изготовленная из углеродистой стали. Оправка вставляется В дыру отхода своей .обжатой частью. Наружный диаметр оправки должен быть равен диаметру нагретого прутка, идущего для штамповки. Равенство диаметров обеспечивает прохождение оправки; вместе с обжатым отходо-м в ручей блока и подачу таким образом отхода для его отработки в формовочные раковины 2. При этом происходит одновременное зажатие отхода и оправки зажимными ракювинами 1, что гарантирует от выталкивания отрабатываемого отхода при формовке.
Предмет изобретения
Способ уменьшения отходов при штамповании деталей из прутка на горизонта льно-ковочных машинах, отличающийся тем, что, когда от прутка остаётся кусок, слишком короткий для зажатия в раковинах, к нему приращивают оправку 4, которую зажимают в. раковинах по мере продвигания отхода к формовочному инструменту.
К авторском} свидетельству № 63192
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для ковки колец из прутка | 1940 |
|
SU62680A1 |
| Способ зажима прутка в высадочном штампе горизонтально-ковочной машины | 1989 |
|
SU1625575A1 |
| Автоматизированная линия горячей штамповки | 1984 |
|
SU1253703A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041007C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2041761C1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| Штамп горизонтально-ковочной машины | 1987 |
|
SU1530319A1 |
| Инструментальный блок горизонтально-ковочной машины | 1981 |
|
SU1006001A1 |
| СПОСОБ И УСТРОЙСТВО ВЫСАДКИ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С УСТУПАМИ, ТАКИХ КАК ВАЛЫ ИЛИ СТЕРЖНИ | 2015 |
|
RU2614224C2 |
| СПОСОБ ИССЛЕДОВАНИЯ ТЕЧЕНИЯ МЕТАЛЛА ПРИ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКЕ ИЗДЕЛИЙ | 2012 |
|
RU2506138C2 |