Изобретения относится к обработке металлов давлением и может быть ис- , пользовано при создании автоматизированных технологических линий, предназначенных для горячей штамповки металлических изделий типа колец, гаек, втулок с использованием горизонтально- ковочных машин.
Целью изобретения является снижена), пуансонов 31 и упора 32. Цифрой 33 обозначена заготовка-пруток.
Линия работает следующим образом.
Перед началом работы производят наладку штампа, после чего приводом 8 перемещают в направляющих 7 салазки 6 со стойками 4 и 5 в рабочее положение.
15
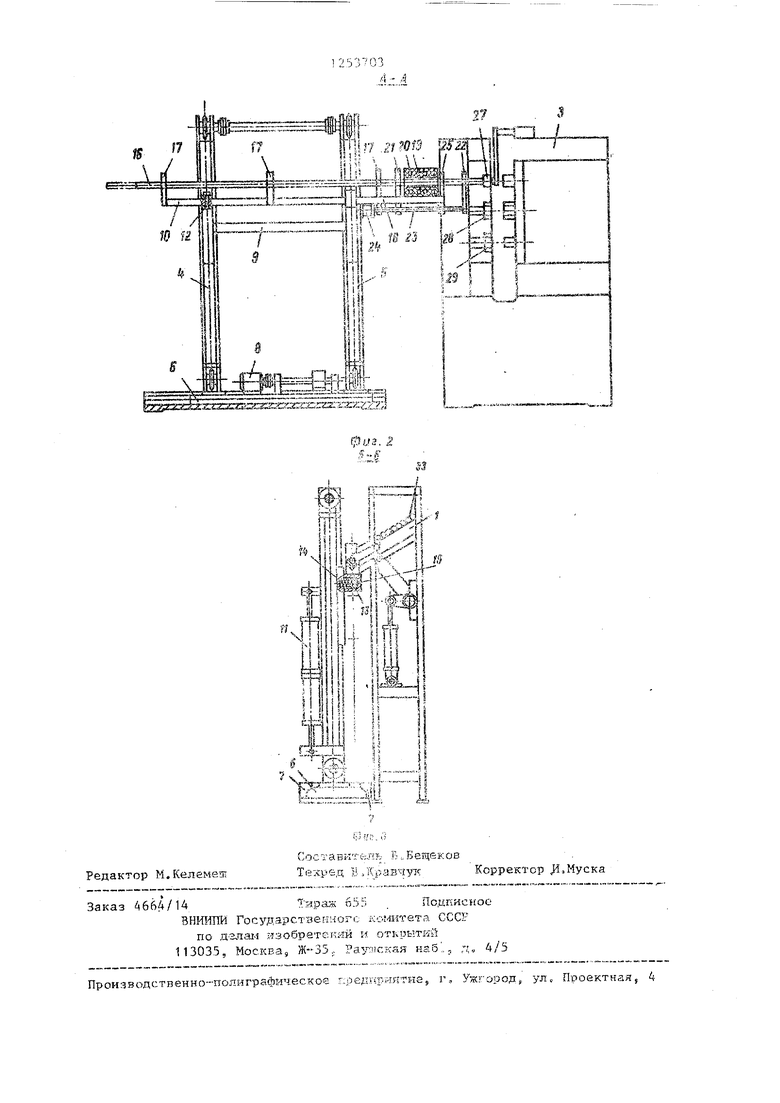
,Пачку длинномерных заготовок-прутние металлоемкости оборудования и рас- О 33 укладывают в магазин-накопитель 1. Из направляющих магазина-накопителя 1 пруток 33 подают в желоб 16 узла 2 подготовки и поджимают при- 1симами 17. С пульта 26 подается команда на захват прутка 33 захватом 21 и подачу в индукционный нагреватель 19 на шаг, определяемый в зависимости от размеров штампуемой детали. По истечении заданного времени пружишл 14 прижимают пруток, а захват 21 отпускает его и возвращается назад на один шаг (в исходное положение). По команде с пульта 26 захват 21 вновь захватывает пруток, и процесс повторяется до тех пор, пока пруток не попадает в зону действия прижима 25 и захвата 22 и подается с помощью их. в наборный ручей
хода материала.
На фиг.1 представлена предложенная линия, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1.
Автоматизированная горячей штамповки содержит магазин-накопитель : 1 с прутками, узел 2 подготовки - (Заготовок и штамповочную машину 3.. 20 Узел подготовки включает стойки 4 и 5 установленные в салазках 6 с возможностью продольного перемещения в на правляющих 7 с помощью привода 8. На стойках 4 и 5 смонтирована каретка 9, 25 несущая траверсу 10 и имеющая возмож-; ность вертикального перемещения вдоль- стоек 4 и 5 с помощью силового цилиндра 11 двойного действия. Узлы крепления траверсы 10 к каретке 9 расположены в зоне стоек. В зоне стбйки 4 траверса 10 посажена на ось 12 с возможностью поворота относительно стойки 4. В зоне стойки 5 траверса 10 размещена в гнезде 13 каретки 9, под30
-. j -„ горизонтально-ковоч-
(ной машины до упора 32. Далее процесс происходит в рабочем цикле ГКМ.
Подвижная полуматрица (не показана) прижимает пруток к неподвижной полуматрице 30. Траверса поворачивается вокруг оси 8 на некоторый угол. Пуанжата пружиной 14 до упора 15. На тра- сон 31 при ходе вперед производит наверсе 10 закреплены желоб 16 для размещения прутка и прижимы 17. Траверса 10 выполнена с консолью 18 в сторону штамповочной мапшны 3. На консоли 18 смонтирован индукционный нагреватель 19 с каналом 20 для прохождения прутка, расположенным на уровне желоба 16, По обе стороны от индукционного нагревателя 19 размещены захваты 21 и 22 для подачи прутка в штамповочную машину 3, Захваты закреплены на штоке 23 силового цилиндра 24 горизонтального перемещения, установленного на траверсе на консоли 18. За индукционным нагревателем.19 закреплен прижим 25. Управление осуществляется с пульта 26. Штамповочная машина представляет собой,например, горизонтально-ковочную машину со штампом, имеющим три ручья: наборный 27, формовочный 28 и прошивочный 29, и состоящим из неподвижной полуматрицы 30, подвижной матрицы (не показало
45
:бор металла и возвращается в исходное.
.положение, после чего подвижная полуматрица возвращается в исходное поло- ние. Траверса 10 под действием пружины 14 возвращается в исходное положение, отделяя деформированный пруток от неподвижной полуматрицы 30.
Для отработки второго цикла подается команда на опускание траверсы 10 вниз на позицию формовочного ручья 28s где производят формовку. При этом подвижная полуматрица, пуансон 31 и траверса 10 совершают действия, аналогичные описанному. После отработки второго цикла траверса 10 опускается вниз на позицию прошивочного ручья 29 штампа.
Отрабатывается третий цикл - отделение детали от исходного прутка. Для 55 этого в момент сведения полуматриц в силовом цилиндре 24 снижают давление. При ходе пуансона вперед полученная Деталь остается в матрице, а оставша50
на), пуансонов 31 и упора 32. Цифрой 33 обозначена заготовка-пруток.
Линия работает следующим образом.
Перед началом работы производят наладку штампа, после чего приводом 8 перемещают в направляющих 7 салазки 6 со стойками 4 и 5 в рабочее положение.
33 укладывают в магазин-накопитель 1. Из направляющих магазина-накопителя 1 пруток 33 подают в желоб 16 узла 2 подготовки и поджимают при- 1симами 17. С пульта 26 подается команда на захват прутка 33 захватом 21 и подачу в индукционный нагреватель 19 на шаг, определяемый в зависимости от размеров штампуемой детали. По истечении заданного времени пружишл 14 прижимают пруток, а захват 21 отпускает его и возвращается назад на один шаг (в исходное положение). По команде с пульта 26 захват 21 вновь захватывает пруток, и процесс повторяется до тех пор, пока пруток не попадает в зону действия прижима 25 и захвата 22 и подается с помощью их. в наборный ручей
-. j -„ горизонтально-ковоч-
(ной машины до упора 32. Далее процесс происходит в рабочем цикле ГКМ.
Подвижная полуматрица (не показана) прижимает пруток к неподвижной полуматрице 30. Траверса поворачивается вокруг оси 8 на некоторый угол. Пуансон 31 при ходе вперед производит на
:бор металла и возвращается в исходное.
.положение, после чего подвижная полуматрица возвращается в исходное поло- ние. Траверса 10 под действием пружины 14 возвращается в исходное положение, отделяя деформированный пруток от неподвижной полуматрицы 30.
Для отработки второго цикла подается команда на опускание траверсы 10 вниз на позицию формовочного ручья 28s где производят формовку. При этом подвижная полуматрица, пуансон 31 и траверса 10 совершают действия, аналогичные описанному. После отработки второго цикла траверса 10 опускается вниз на позицию прошивочного ручья 29 штампа.
Отрабатывается третий цикл - отделение детали от исходного прутка. Для этого в момент сведения полуматриц в силовом цилиндре 24 снижают давление. При ходе пуансона вперед полученная Деталь остается в матрице, а оставша
лея tacTb прутка отходит под действием пуансона назад. Для освобождения детали подвижная полуматрица отходит в исходное положение, деталь падает вниз«
Дпя возврата прутка с позиции, на которую его продвинул пуансон, на исходную подают давление в силовой цилиндр 24 и прижимами пруток прижимом 25. С помощью силового цилиндра 11 , двойного действия траверсу 10 подни37034
мают вверх на позицию наборного 27 штампа, захваты 21 и 22 освобожда- : ют пруток и возвращаются под действием силового цилиндра 24iв исходное г
положение. Таким способом пруток подают в штамп до тех пор, пока левый конец прутка полиостью не войдет в индукционный нагреватель 19. Тогда в желоб поступает следующий пруток, и
процесс продолжается аналогичным способом.
(Pw.7
rH- if3 tfff-i3;;r: ::inrr.ui
jf|fjf |s T -I
.4.
i I И s -&- «
1
.- S-bl itl-tic sTJ
Ssesaircicrzsm x/r.j: / ;}
и 17 .ггШуЭ ШИ
фуэ. 2
Я-К
т p -44J
r;r
i И
r -p
n П « J x 8
I .;-Л
s I I
feiivx;: sn
........ I
/s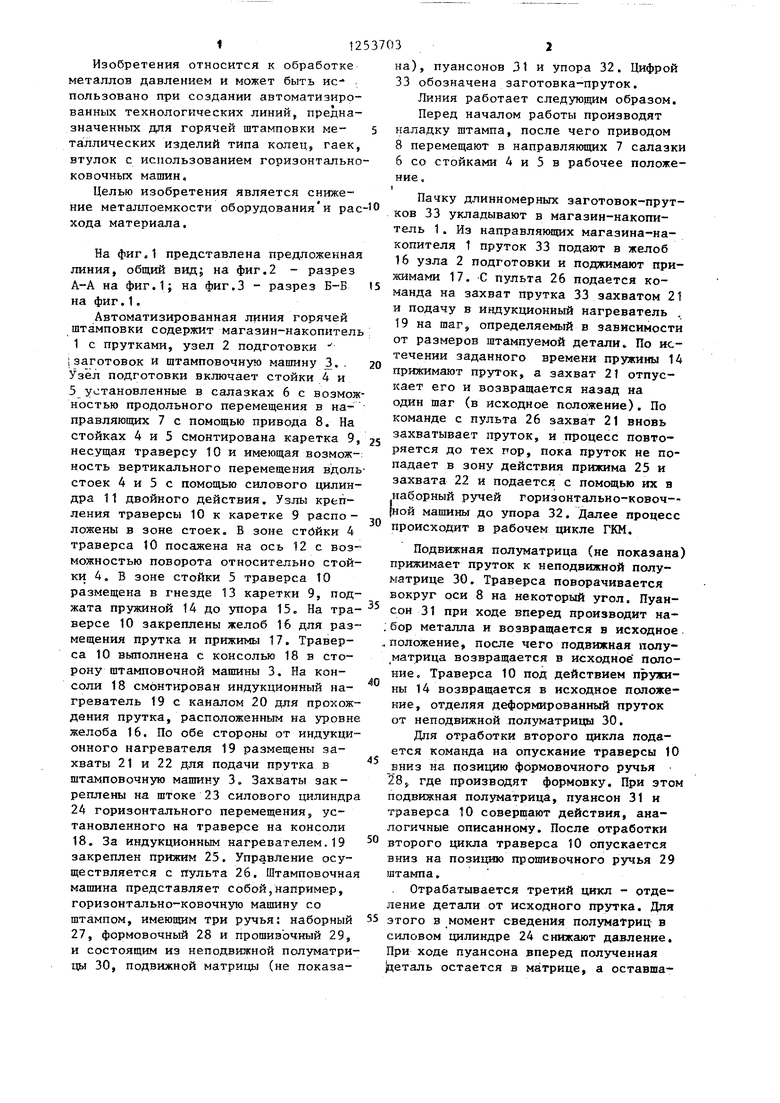

| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ КРУПНЫХ ПОКОВОК С ВЫТЯНУТОЙ ОСЬЮ | 2003 |
|
RU2262436C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| Автоматическая линия для изготовления изделий с резким переходом по диаметру в поперечном сечении | 1972 |
|
SU519262A1 |
| Автоматизированная линия горячей штамповки крупных поковок с вытянутой осью | 1991 |
|
SU1822353A3 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU996037A1 |
| Устройство для гибки деталей | 1981 |
|
SU967611A2 |
| Устройство для подачи штучных заготовок в рабочую зону штампа | 1983 |
|
SU1174137A1 |
| Штамп для изготовления изделий из прутка | 1974 |
|
SU515563A1 |
| Автоматическая линия горячей штамповки | 1988 |
|
SU1549665A1 |
| Устройство для подачи заготовок и удаления изделий из штампа | 1989 |
|
SU1738440A1 |

Редактор М.КелемепСостаБКТкль Е,Вещбв;ов
Техред В ,1(р.аН Чу1 ;Корректор Ji.MycKa
Заказ 4664/14Тиран 655 , Псдпискос
ВН14И11И Государстзекногс комитета СССР
по Д ЗЛШ ;-73ОбратС;КЯЙ И ОТКРЫТИЙ
113035, Москва,, Ж-ЗЗ, Рауиская наб1, д.. 4/5
Производственно-полиграфическое предприятиеj г, Ужгород, ул Проектная, 4
| Станки и инструмент | |||
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
