1
Известен гидравлический пресс для изготовления диафрагм к форматорам-вулканизаторам, состоящий из станины с направляющи ми колоннами, несущими подвижную траверсу, приводимую от двух вспомогательных и одного главного гидроцилиндров. Однако применение такого пресса связано с большими энергозатратами прессования.
Предлагаемый гидравлический пресс для изготовления диафрагм к форматорам-вулканизаторам отличается от известного тем, что плунжер главного цилиндра снабжен центральным каналом, в котором расположена связанная с подвижной траверсой пресса промежуточная щтанга, взаимодействующая с плунжером посредством двух подвижных упоров, перекрывающих канал плунжера в канале прессового хода. Такая конструкция позволяет снизить энергозатраты.
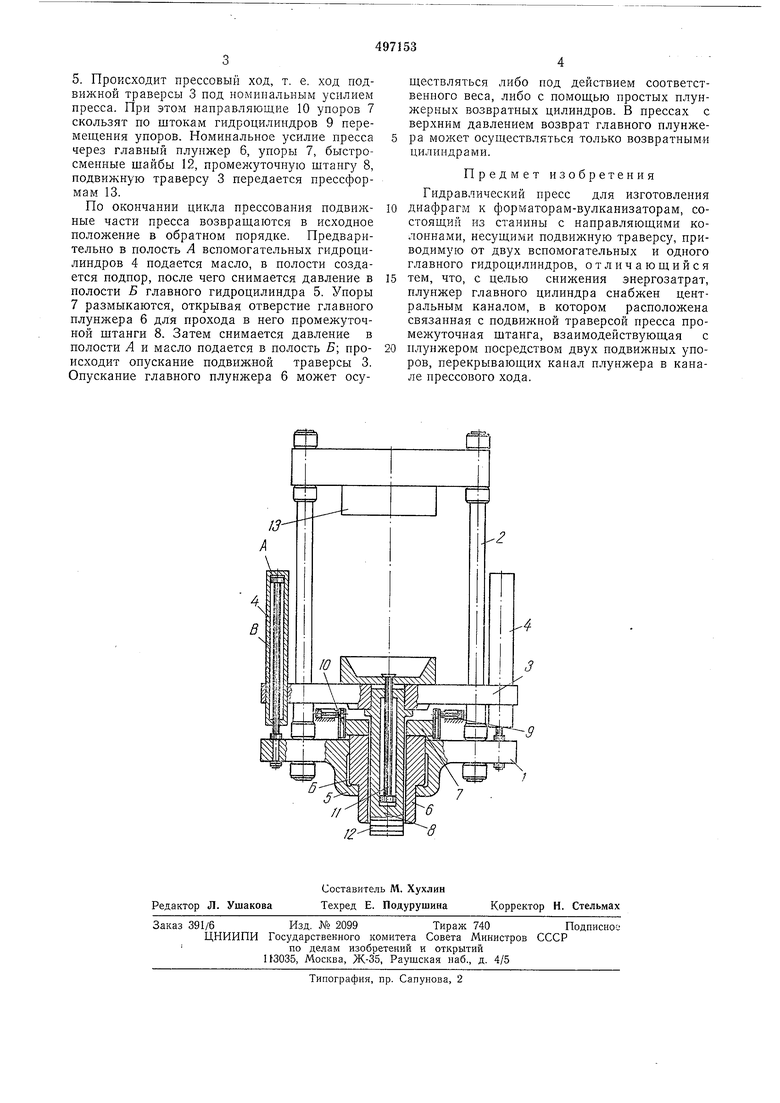
На чертеже изображен предлагаемый пресс.
Пресс состоит из станины 1 с направляющими колоннами 2, несущими подвижную траверсу 3, приводимую в движение от двух вспомогательпых 4 и от одиого главного 5 гидроцилиндров. Плунжер 6 последнего, снабженный центральным цилиндрическим каналом, связан двумя подвижными упорами 7, перекрывающими капал, с расположенной в пем промежуточной щтапгой 8, соединенной с подвижной траверсой 3. Подвижные упоры
перемещаются двумя гидроцилиндрами 9 по направляющим 10, скользящим при ходе главного плунжера 6 вверх по щтоку гидроцилипдров 9 и не выходящими из зацепления с ним. Промежуточная щтанга 8 является одновременно цилиндром выталкивателя 11 изделия из прессформы. К части промежуточной щтанги 8 крепятся быстросменные стальные шайбы 12, изменением высоты комплекта
которых достигается изменение длины ускоренного хода подвижной траверсы 3, это дает возможность изготавливать на прессе диафрагмы различной высоты без подкладных плит под прессформами 13.
В исходном положении прессования (как это показано на чертеже), при котором главный плунжер 6 находится в крайнем нижнем положении, упоры 7 разведены, подвижная траверса 3 занимает крайнее нижнее ноложение, промежуточная щтанга 8, проходящая свободно между упорами 7, находится в капа ле главного плунжера 6.
При подаче масла в полость А вспомогательпых гидроцилиндров 4 происходит ускоренный ход подвижной траверсы 3 до тех пор, пока нижний обрез сменной шайбы 12 не поднимется над верхней плоскостью упоров 7. Затем упоры 7 смыкаются, закрывая отверстие в главном плунжере 6, после чего масло
подается в полость Б главного гидроцилиндра
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для формования и вулканизации покрышек | 1973 |
|
SU430605A1 |
| Установка для формования и вулканизации покрышек пневматических шин | 1979 |
|
SU927539A1 |
| Установка для формования и вулканизации покрышек пневматических шин | 1984 |
|
SU1243280A1 |
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИЯ ПОКРЫШЕК | 1969 |
|
SU243817A1 |
| ВУЛКАНИЗАТОР-ФОРМАТОР | 1966 |
|
SU178486A1 |
| Гидравлический пресс для изготовления полых резиновых изделий,например,диафрагм | 1982 |
|
SU1058791A2 |
| Устройство для формования и вулканизации покрышек пневматических шин | 1981 |
|
SU1016928A1 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 2004 |
|
RU2281204C2 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1972 |
|
SU343871A1 |
| Установка для формования и вулканизации покрышек пневматических шин | 1984 |
|
SU1299037A2 |
