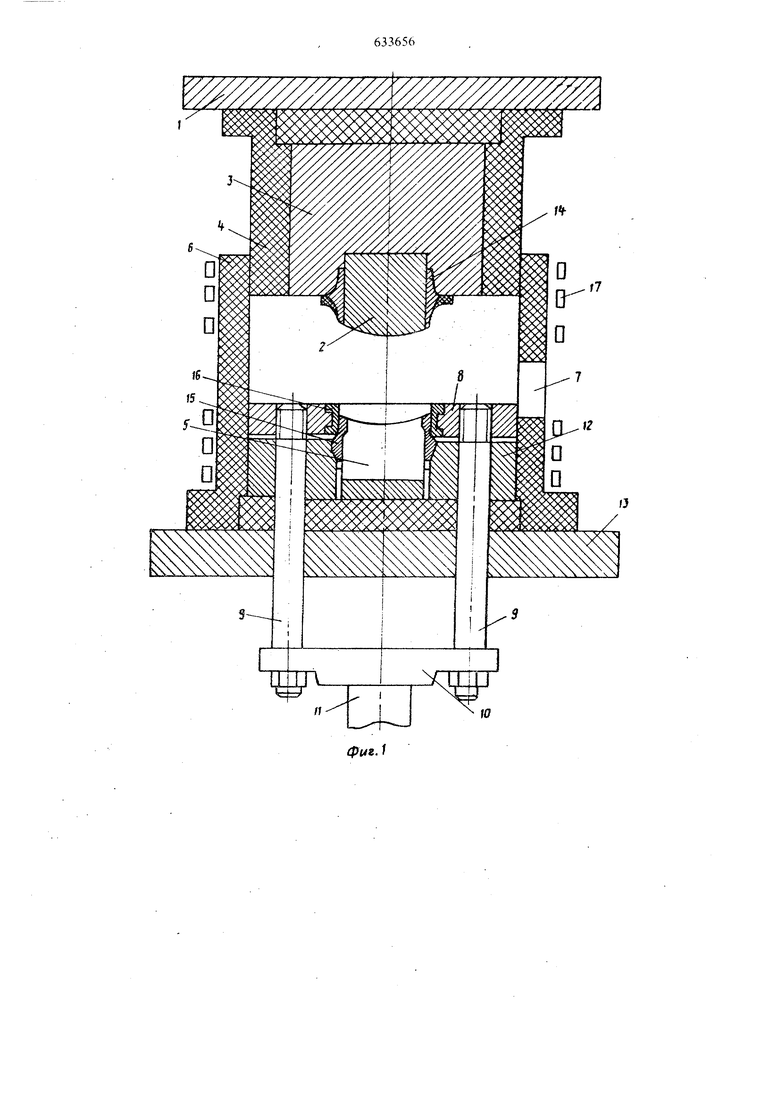
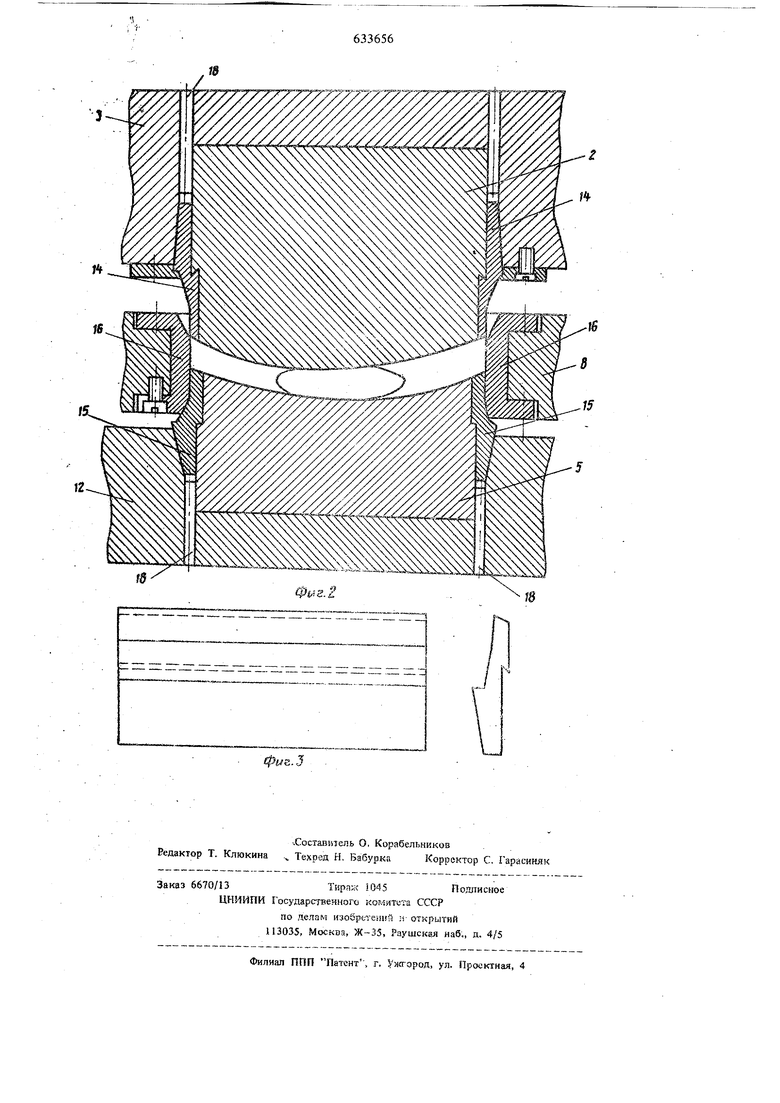
ко-посту петельного осевого перемещения посредстаом присоединенных к нему тяг 9, связанных чер«з траверсу 10 с силовым органом 11. Донная часть матрицы посредством матрицедержателя 12 смонтирована на нижней плите 13. Пуансон, донная часть матрицы и подвижное относительно нее кольцо имеют сменнЫе взаимоцентри рующие элементы 14, 15 и 16 соответственно. Для обеспечения нагрева штамп снабжен индуктором 17. Штамп работает следующим образом. Перед началом деформирования кольцо 8 устанавливается на матрицу 5, причем сопряжение их с одновременной центрацией происходит по наклонным поверхностям сменных взаимоцентрируюицих элементов 16 и 15. В процессе работы пуансон 2 входит в кольцо 8, сопрягаясь и центрируясь с ним по наклонным поверхностям элементов 14 и 16, обеспечивая герметичность зоны деформирования. В процессе деформирования металл затекает в зазор между пуансоном и кольцом, кольком и матрицей, а так как этот зазор не превышает 0,1 мм, в нем возникают большие удел ные давления, что приводит к интенсивному из. носу кромок и боковых поверхностей пуансо на, матрицы и кольца, и, в конечном тоге, к выходу штампа из строя. После достижения величины критического износа сменные раз.мерHbic элементы удаляются из штампа через выполненные в пуансонодержателе и матрицедержателе технологические отверстия 18 и заменяются новыми. Сменные размерные элементы выполнены из материала с повышенной износостойкостью. От внедрения штампа со сменными размерными элементами ожидается значительный положительный эффекг, обусловленный повьпиением срока службы штампа примерно в 8-10 раз и уменьшением расхода дорогостоящего штампового материала за счет многократного использования граьюр пуансона, матрицы и кольца. Формула изобретения 1. Штамп для горячего деформирования деталей по авт. св. № 547275, отличающийс я тем, что, с целью повышения срока службы, он снабжен закрепленными на внутренней боко-. вой поверхности подвижного кольца и на боковых поверхностях данной части матрицы и пуансона сменными взаимоценгрирующими злементами с caмoтopмoзящимIicя к;шновыми ковтактами и центрируюшда1и заходными поверхностями. 2. Штамп по п. 1,отлн,чающийс я тем, что сменные взаимоцентрирующйе элемедаы являются элементами крепления матрицы и пуансона. т /.
.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для горячего деформирования деталей | 1982 |
|
SU1077689A2 |
| Штамп для закрытой объемной,преимущественно,изотермической штамповки | 1982 |
|
SU1127679A1 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ С ГЛУХОЙ ПОЛОСТЬЮ (ВАРИАНТЫ) | 1998 |
|
RU2125497C1 |
| Штамп для объемной штамповки | 1990 |
|
SU1731397A1 |
| Штамп для горячего деформирования деталей | 1982 |
|
SU1074645A2 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2007 |
|
RU2356678C1 |
| Штамп для выдавливания изделий типа тонкостенных стаканов | 1981 |
|
SU1007815A1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| ИНСТРУМЕНТАЛЬНОЕ ПАКЕТНОЕ УСТРОЙСТВО | 2005 |
|
RU2370332C2 |
| Штамп для закрытой объемной изотермической штамповки | 1982 |
|
SU1129007A1 |