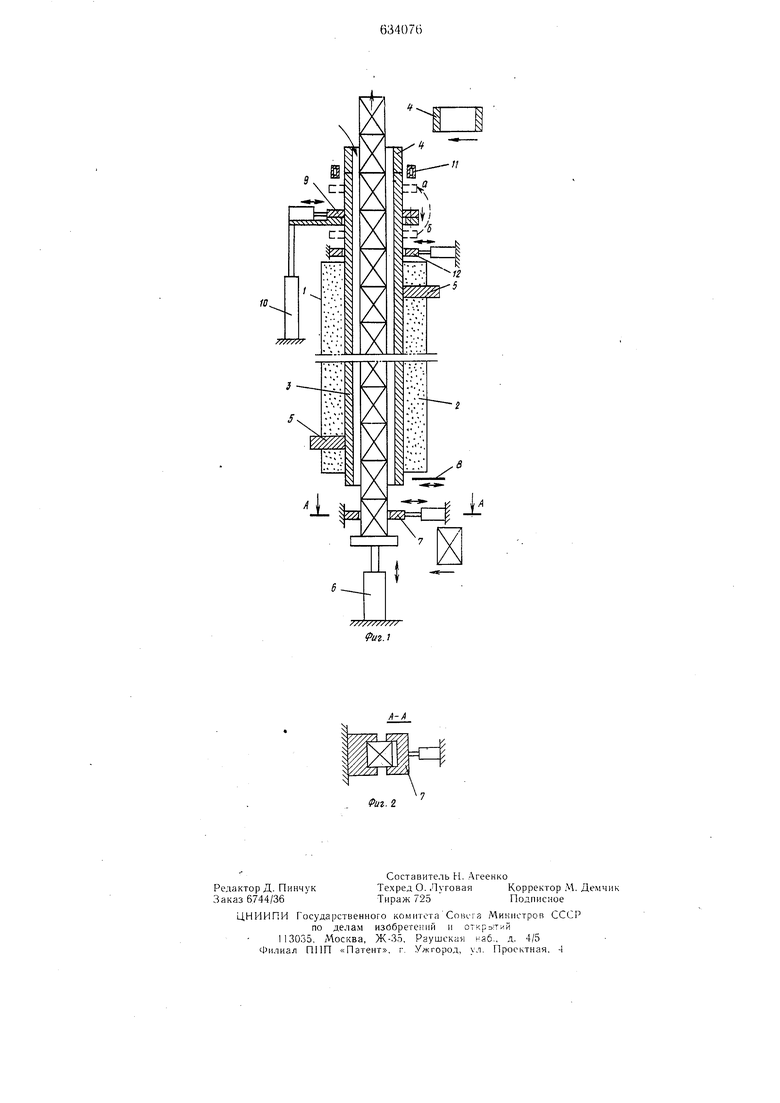
Обрабатываемый материал (издсужя или контейнеры с изделиями) с помон1ыо механизма 6 перемещают к корпусу 1 и закрепляют фиксатором 12. Механизм 6 быстро опускают, укладывают следующую порцию и поднимают механизм до упора с нредыдущей порцией, закрепленной в фиксаторе 7. Фиксатор раз кимают и производят проталкивание материала до установки новой порции против фиксаторов 7, которые закрепляют новую порцию материала. Затем цикл повторяется. Регулируя скорость движения механизма 6 для перемещения обрабатываемого материала, изменяют режим термообработки материала в печи, температура , в которой поддерживается энергией, подводимой к нагревательной трубе 3 токоподводами 5.
Для обеспечения непрерывности работы печи за счет транспортировки через теплоизоляцию 2 корпуса 1 печи нагревательной труб|)1 3 на входе в корпус 1 ее наращивают путем установки секций 4 на графитовую связку и нагрева ее с помощью резистора 11 до превращения секций 4 и нагревательной трубы 3 в монолит, а на выходе ,из корпуса -1 отрезают механизмом 8.
Захваты 9 выводят в положение «а и зажимают нагревательную трубу 3. Затем с помощью механизма 10 перемещают трубу вдоль корпуса 1, при этом захваты 9 перемещаются в положение «б. Трубу 3 закрепляют фиксаторами 12, захваты 9 разжимают и поднимают из положения «б в положение «а механизмом 10. Цикл повторяется.
Скорость движения механизма 10 из .положения «а в положение «б, т. е. скорость транспортировки нагревательной трубы 3 через корпус 1, определяется как температурой
термообработки, так и толщиной стенки и материалом нагревательной трубы. Так при температуре 3500 К при толщине стенки из графита 10 мм скорость движения равпа 0,1 м/час.,
Параметром, по которому производят регулирование скорости транспортировки нагревательной трубы, является ее электрическое сопрот.ивление, оно должно быть для данного материала и температуры стабильпым.
При работе печи в нагревательную трубу 3 подают защитный. газ, который предотвращает окисление изделий и нагревателя-камеры термообработки и обеспечивает вынос из печи зольных примесей.
Наличие устройства, обеспечивающего
транспортировку с регулируе.мой скоростью
через печь нагревателя-камеры термообработки, способствует длительной работе печи
при температурах до 4000 К.
Формула изобретения
Высокотемпературнаяэлектрическая
печь для термообработки материалов, включающая корпус, размещенную в нем нагревательную трубу с токоподводами, и механизм для перемещения обрабатываемого материала, расположенный с торца корпуса, отличающийся тем, что, с целью увеличения срока непрерывной работы печи, нагревательная труба выполнена из секций, снабжен-а захватами и механизмом перемещения, расположенными с одного торца корпуса и механизмом отрезания трубы, расположенным с противоположного торца корпуса.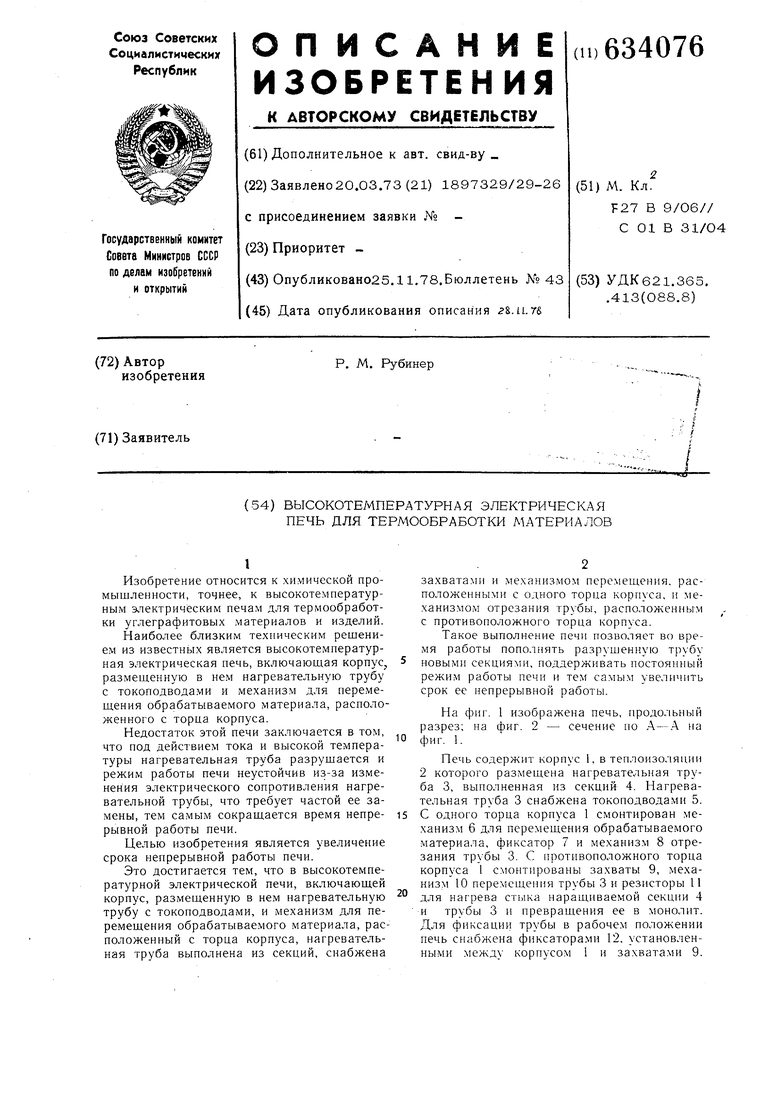
| название | год | авторы | номер документа |
|---|---|---|---|
| Печь для графитизации углеродистыхиздЕлий | 1977 |
|
SU815444A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОСОБОТОНКОСТЕННЫХ ТРУБ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ИХ ОТЖИГА | 2004 |
|
RU2282676C2 |
| Трубчатая электропечь | 1976 |
|
SU672218A1 |
| СПОСОБ БЕЗОКИСЛИТЕЛЬНОЙ ТЕРМООБРАБОТКИ ДЛИННОМЕРНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2187562C2 |
| Высокотемпературная электрическая печь | 1975 |
|
SU550343A1 |
| Электропечь трехзонная с трубчатым реактором | 2023 |
|
RU2826357C1 |
| Высокотемпературная электропечь сопротивления | 1977 |
|
SU678729A2 |
| Резистивный электронагреватель для печей | 1977 |
|
SU684788A1 |
| Высокотемпературная электрическая печь | 1976 |
|
SU594398A1 |
| Устройство для высокотемпературного плазменного нагрева дутья | 2022 |
|
RU2787915C1 |