Изобретение относится к приборостроению, в частности, к способу изготовления блока магнитных головок, используемотиу в аппаратуре магнитной записи.
Известен способ изготовления блока магнитных головок, при котором каждый рабочий зазор фиксируется компаундом в отдельности {1J. Отсутствие возможности выставления рабочих зазоров по общей геометрической линий приводит к тому, что при записи сигналов повышенной точности возможно возникновение сбоя записываемой информации.
Наиболее близок к предлагаемому изобретению способ изготовления блока магнитных головок, при котором прорезают пазы в полублоках, формирующих сердечники, устанавливают на них обмотки, соединяют полублоки в блок, устанавливают экраны и притирают рабочую поверхность (2. Но при этом точность выставления рабочих зазоров на едином геометрическом уровне, являющимся сквозным для блока в целом, оказывается недостаточно высокой, что снижает в последующем достоверность записываемой и воспроизводимой информации.
Цель изобретения - повышение точности выставления рабочих зазоров на едином геометрическом уровне, являющимся сквозным для блока в целом.
Для этого на немагнитный металлический корпус, например, из титана, наносят слой стекла, толщиной 15-20 мкм с температурой оплавления 570-580°С, после чего сердечники приваривают при 590-610°С в течение 5-Ш мин. Слой стекла может быть нанесен методом центрифугирования нз суспензни стеклопорошка.
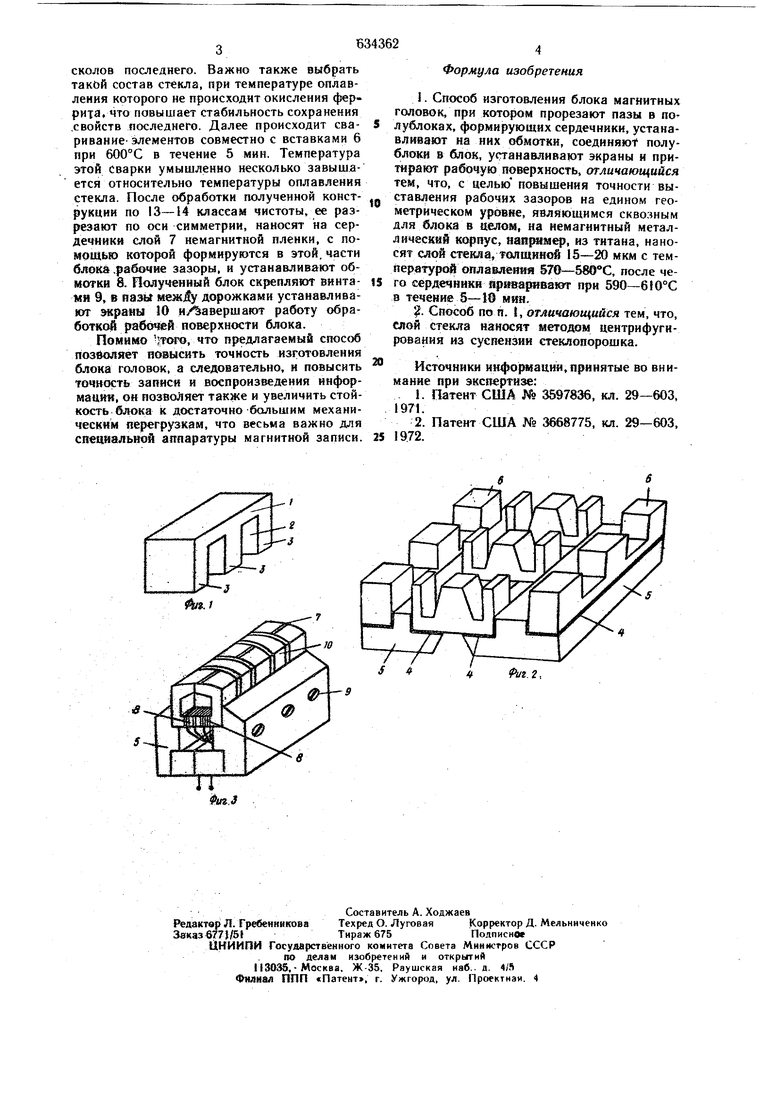
На фиг. 1 изображена феррнтовая заготовка; на фнг. 2 - элементы блока головок после сварки (нлн иного жесткого соединения); на фнг. 3 - предлагаемый блок в целом.
В ферритовой заготовке 1 выполняют пазы 2, формирующие сердечники 3. Слой стекла 4 на корпус 5, изготовленный, например, из титана, наносят методом центрифугирования, слой которого имеет толщину 15-20 мкм. При этом важно, чтобы материал корпуса по температурному коэффициенту расширения соответствовал бы фнерриту, что уменьшает вероятность возникиовения
сколов последнего. Важно также выбрать такой состав стекла, при температуре оплавления которого не происходит окисления феррита, что повышает стабильность сохранения .свойств последнего. Далее происходит сваривание-элементов совместно с вставками 6 при 600°С в течение 5 мин. Температура этой Сварки умышленно несколько завышается относительно температуры оплавления стекла. После обработки полученной конструкции по 13-14 классам чистоты, ее разрезают по оси симметрии, наносят на сердечники слой 7 немагнитной пленки, с помощью которой формируются в этой, части блока .рабочие зазоры, и устанавливают обмоткн 8. Полученный блок скрепляют винтамн 9, в пазы межДу дорожками устанавливают экраны 10 н/ авершают работу обработкой рабочей новерхности блока.
Помимо , что пре.алагаемый способ позйоляет нсивысить точность изготовления блока головок, а следовательно, и повысить точность заииси н воспроизведения информацни, он позволяет также н увеличить стойкость блока к достаточно большим механическим перегрузкам, что весьма важно для специалыгаб а1тпаратуры магнитной записи.
Формула изобретения
I. Способ изготовления блока магнитных головок, при котором прорезают пазы в по
лублоках, формирующих сердечники, устанавливают на них обмотки, соединяют полублоки в блок, устанавливают экраны и притирают рабочую поверхность, отличающийся тем, что, с целью повышения точности выставления рабочих зазоров на едином геометрическом уровне, являющимся сквозным для блока в целом, на немагнитный металлический корпус, иаярнмер, из титана, наносят слой стекла, толщиной 15-20 мкм с температуре оплавлейия 570-SSOC, после чего сердечники йр1 8арн&ают при 590-6fO°C в течение 5-10 мин.
. Способ по п. I, отличающийся тем, что, слой стекла наносят методом центрифугирования из суспензии стеклонорошка.
Источники информации,принятые во внимание при экспертизе:
1.Патент США № 3597836, кл. 29-603, 1971.
2.Патент США № 3668775, кл. 29-603, 1972.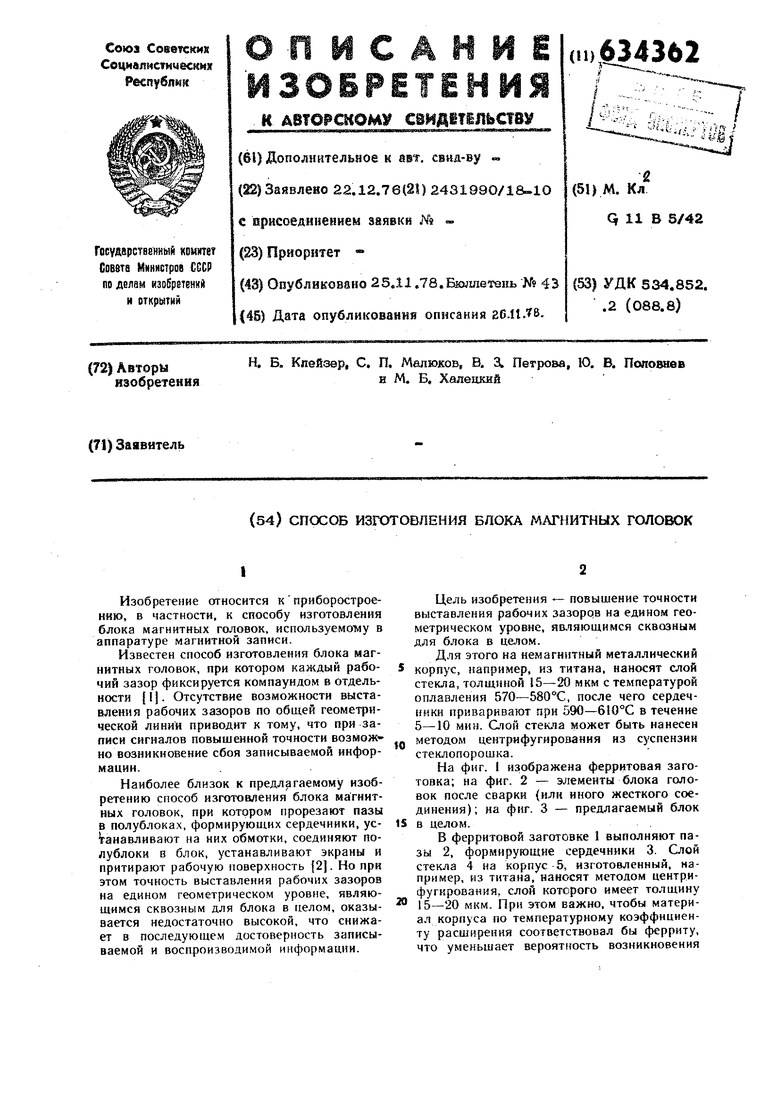
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления блока магнитных головок | 1980 |
|
SU881837A1 |
| Способ изготовления блока магнитных головок | 1989 |
|
SU1654865A1 |
| Способ изготовления видеоголовок | 1984 |
|
SU1169014A1 |
| Способ изготовления блока магнитных головок | 1990 |
|
SU1714671A1 |
| Многодорожечный блок магнитных головок | 1980 |
|
SU949687A1 |
| Способ изготовления блока магнитных головок | 1990 |
|
SU1714672A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА МАГНИТНЫХ ГОЛОВОК | 1971 |
|
SU302747A1 |
| Способ изготовления блока магнитных головок | 1988 |
|
SU1561095A1 |
| Способ изготовления блока магнитных головок | 1980 |
|
SU932539A1 |
| Способ изготовления многодорожечных магнитных головок | 1977 |
|
SU669391A1 |
