1
Изобретение относится к области черной металлургии и может быть использовано при холодной ирокатке труб.
Известна оиравка для волочения труб, которая соединена тросом со стержнем, имеющим нроточку, в которой размещена пружина, прижимающая оправку через трос к стержню 1.
Недостатками оправки являются неспособность противостоять чередующимся осевым нагрузкам .растяжения - сжатия ири прямом и обратном ходах клети, и знакопеременного изгиба, возникающего ири отклонениях оси прокатки в ироцессе холодного пильгероваыия.
Р1звестиа также оправка, состоящая из сопряженных обжимного вогнутого и концевого калибрующего участков, жестко соединенных между собой, причем концевой участок выполнен из материала большой твердоети, чем обжимной 2.
11едостатком оправки является незначительная стойкость к изгибу в зоие соедииепия участков, в результате чего ироисходят иолОМки в данном Опасном сечении.
Цель изобретеиия - увеличеиие срока службы оправки.
Для достижения лоставлеииой цели нред гагаемая оправка, содержащая XBOCTOB IK и рабочую часть, составленную из начальiio.o ци.чиидрического участка, примыкающего к нему большим основанием конусного участка с криволшюйной образующей н концевого отъемного цнлиндрическо1о участка меньшего д 1аметра снабжена тросом, иронущенным через канал, выполненный вдоль ее оеи и цилиндрическим ко.тьцом, располоя енным между конусным и концевым отъемным участками и 1 меющим криволинейные торцы, кривизна которых обратна кривиз с торцевых иоверхпостей конусного и копцевого отъемного участков.
Указанные отличите.чьиые признаки нозволяют иротивоетоять знакопеременным нагрузкам в опасном сечении - пережиме, равномерно расиределяя напряжения по большей, по сравнению с поперечным сечением переходиой зоны, поверхности криволинейных торцев цилиидрического кольца и сопряжеиных с ипм поверхностях обжимного и калибрующего участка.
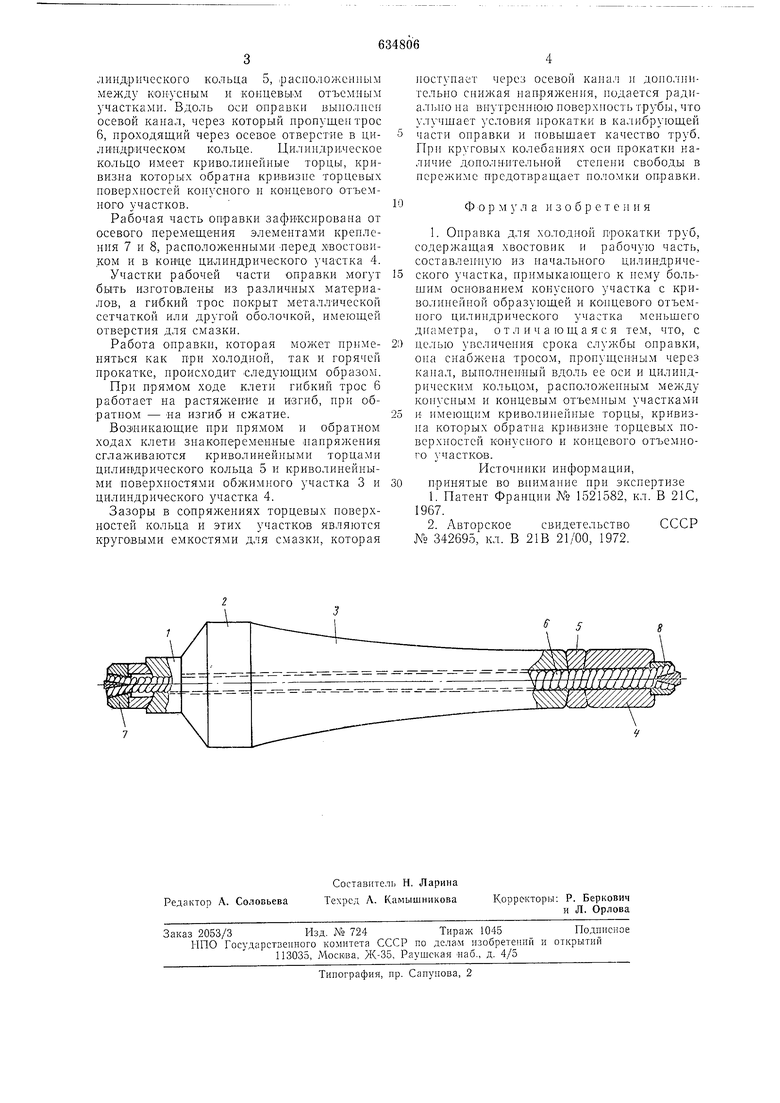
На чертеже представлена оправка, обПП1Й вид.
Онравка содерж1гг хвостовик 1 и рабочую часть, составленную из начально10 цилиндрического участка 2, примыкающую к нему большим осиованием конусного обжимного участка 3 с криволинейиой образующей и концевого отъемного цилиидричоского частка 4 меньшего диаметра и цилиндрнческого кольца 5, .расположенным между КОНусным и концевЫМ отъемным участками. Вдоль оси оправки выиолнен осевой канал, через который иропупдентрос 6, ироходящий через осевое отверстие в цили1ндр:ическом кольце. Цилиндрическое кольцо имеет криволинейные торцы, кривизна которых обратна кривизие торцевых иоверхиостей конусного и концевого отъемного участков. Рабочая часть оиравки зафиксирована от осевого неремещения элементами креиления 7 и 8, расположенными Перед хщостовиком и в конце цИЛИндриче1екого участка 4. Участки рабочей части оправки могут быть изготовлены из различных материалов, а гибкий трос покрыт металлической сетчаткой или другой оболочкой, имеющей отверстия для смазки. Работа олравки, которая может применяться как нри холодной, так и горячей прокатке, происходит .следующим образом. При прямом ходе клети гибкий трос 6 работает на растяжение и изгиб, при обратном - «а изгиб и сжатие. Возиикающие при прямом и обратном ходах клети знакопеременные напряжения сглаживаются криволинейными торцами цилиндрического кольца 5 и криволинейными новерхноетями обжимного участка 3 и цилиндрического участка 4. Зазоры в сопряжениях торцевых поверхностей кольца и этих участков являются круговыми емкостями для смазки, которая иостуиает через осевой каиал н доиолш тельно снижая напряжения, подается радиал1;но на внутреннюю новерхность трубы, что улучшает условия прокатки в калибрующей части онравки и повышает качество труб. При круговых колебаниях оси прокатки наличие дополнительной степени свободы в пережиме предотвращает поломки оправки. Ф о р мула н 3 о б р с т е i и я 1. Оиравка для холодной прокатки труб, содержащ.ая хвостовик и рабочую часть, составленную из начального цилиндрического участка, примыкающего к нему большим основанием конусного участка с криволинейной образующей н концевого отъемного цилиндричеекото участка меньшего диаметра, отличающаяся тем, что, с целью увелнчеиия срока службы онравки, она снабжена тросом, пропущенным через капал, вынолнепный вдоль ее оси и цилиндрическим кольцом, расположенным между конуспым и коицевым отъемиым участками и имеющим криволинейные торцы, кривизна которых обратна кривизне торцевых повер.хностей конусного и концевого отъемного хчасткОВ. Источники информации, принятые во Внимание при экснертизе 1.Патент Франции № 1521582, кл. В 21С 1967. 2.Авторское свидетельство СССР ° 342695, кл. В 21В 21/00, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка для периодической прокатки труб | 1978 |
|
SU768501A1 |
| Оправка для холодной прокатки труб | 1979 |
|
SU789172A1 |
| САМОУСТАНАВЛИВАЮЩАЯСЯ ОПРАВКА СТАНА ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ТРУБ | 1973 |
|
SU404524A1 |
| РАБОЧАЯ КЛЕТЬ ОБЖИМНОГО ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ С ДВУХОПОРНЫМИ ВАЛКАМИ | 2003 |
|
RU2243042C1 |
| Технологический инструмент для винтовой раскатки труб | 1983 |
|
SU1115821A1 |
| Оправка для холодной пилигримовой прокатки труб | 1974 |
|
SU478630A1 |
| Способ холодной прокатки труб и стан для его осуществления | 1985 |
|
SU1346282A1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1998 |
|
RU2133161C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТРУБ И СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2241557C1 |
| СПОСОБ ПРАВКИ КОНЦЕВОЙ КРИВИЗНЫ ХОЛОДНОКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ЛЕГИРОВАННЫХ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ | 2006 |
|
RU2301714C1 |
