1
Изобретение относится к области трубопрокатного производства.
Известны самоустанавливающиеся оправки, содержащие рабочую часть и хвостовик, причем рабочая часть имеет конусный участок, угол наклона образующей которого к оси прокатки превышает угол трения.
Вследствие значительных перемещений такой оправки относительно заготовки в сторону, обратную выходу готовой трубы, невозможно осуществить стабильный процесс продольной периодической нрокатки трубы. В результате- ухудшение качества трубы за счет появления кольцеватости на ее поверхности и выхода толщины стенки из допусков.
Целью изобретения является новышение надежности процесса прокатки труб.
Для этого хвостовик имеет два участка, один из которых, примыкающий к рабочей части оправки, - цилиндрический, а второй образован наклонными поверхностями, на которых установлены подпружиненные в осевом направлении сухари.
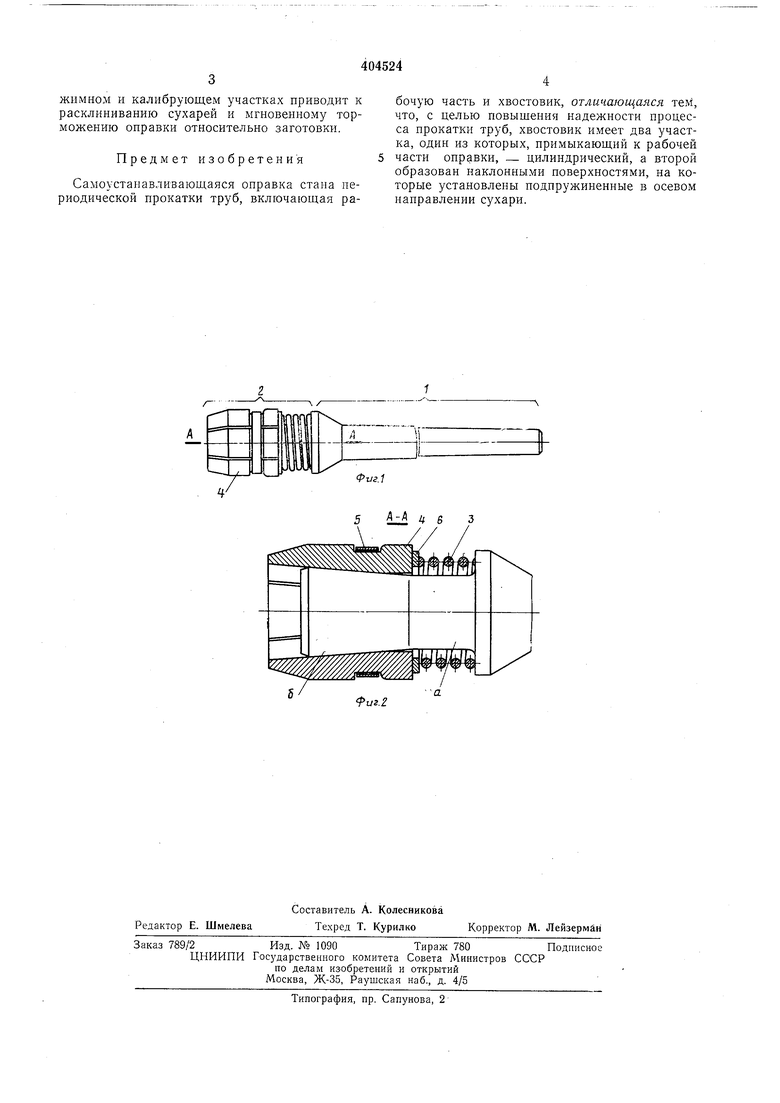
Иа фиг. 1 изображена предлагаемая самоустаиавливающаяся оправка, общий вид; на фиг. 2 - разрез по А-А на фиг. 1.
Оправка состоит из рабочей части 1 и хвостовика 2, имеющего два участка, один из которых - а - цилиндрический, примыкает к рабочей части 1 оправки, а вторй - б - образован наклонными поверхностями, на которых установлены подпружиненные пружиной 3 сухари 4. Сухари удерживаются на участке б разрезным пружинным кольцом 5, установлеппым в снециальных пазах сухарей с зазором по диаметру и ширине кольца. Между пружиной 3 и торцами сухарей 4 установлена шайба 6 для регулировки усилия пружины. Иаклонный участок б может быть также
выполнен в виде усеченного конуса, усеченной пирамиды и т. п., а сам хвостовик - съемным. При прямом и обратном ходе клети на участке редуцирова1П-5я происходит выжимаиие оправки в сторону заготовки (на чертеже не
показана). Передвигаясь по наклонно.му участку б, сухари 4 под давлением пружины 3 через регулировочную шайбу 6 прижимаются к внутренней поверхности заготовки и тормозят онравку. Величииа торможения регулируется шайбой 6 на величину, меньшую усилия выжимания оправки, но достаточную для того, чтобы воспрепятствовать «выстреливанию оправки из очага деформации. При этом перемещение оправки будет соответствовать величине подачи.
Поскольку сухари 4 постоянно на.ходятся в контакте с внутренней поверхностью трубы без зазоров, то малейший сдвиг оправки относительио заготовки в сторону готовой трубы при прямом и обратном ходе клети на обжимном и калибрующем участках приводит к расклиниванию сухарей и мгновенному торможению оправки относительно заготовки.
Предмет изобретения
Самоустаиавливающаяся оправка стаиа периодической прокатки труб, включающая рабочую часть и хвостовик, отличающаяся тем, что, с целью повышения надежности процесса прокатки труб, хвостовик имеет два участка, один из которых, примыкающий к рабочей части оправки, - цилиндрический, а второй образован наклонными поверхностями, на которые установлены подпружиненные в осевом направлении сухари.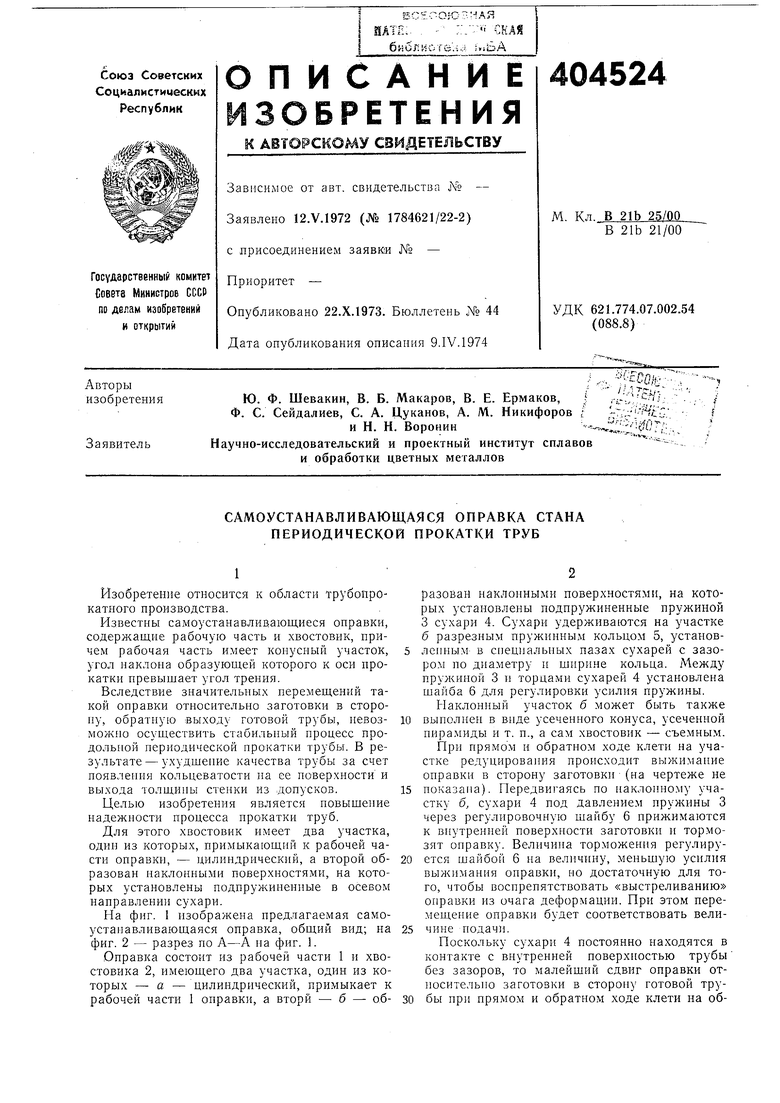
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОПЕРЕЧНОЙ ПРОКАТКИ ЦИЛИНДРИЧЕСКИХ ОБОЛОЧЕК | 1969 |
|
SU235704A1 |
| В. И. ЗОЛОТОЕ, С. Е. Жердев, В. Ф. Кудимов,С. В. Мерекин, Н. В. Гайдуковский, А. Е. Муриков, Г. Н. Саваник,И. Г. Шибанов, И. В. Томас, М. Г. [Иейнберг, Е. П. Пиотрковскаяи И. М. Никифоров | 1967 |
|
SU205795A1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБ НА СТАНЕ НЕПРЕРЫВНОЙ ХОЛОДНОЙ ПРОКАТКИ | 1968 |
|
SU217334A1 |
| ПРОФИЛЬНАЯ ОПРАВКА ТРУБОПРОКАТНОГО СТАНА | 1970 |
|
SU269125A1 |
| Инструмент роликового стана холодной прокатки труб | 1976 |
|
SU682290A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1973 |
|
SU395128A1 |
| УСТРОЙСТВО для ПОПЕРЕЧНОЙ ПРОКАТКИ ДЕТАЛЕЙ | 1972 |
|
SU336067A1 |
| ВНУТРЕННЯЯ ОПРАВКА К СТАНУ ВЫСОКОЧАСТОТНОЙ СВАРКИ ТРУБ | 1972 |
|
SU356010A1 |
| СПОСОБ ПРОКАТКИ ТРУБ | 1972 |
|
SU351601A1 |
| Оправка для холодной прокатки труб | 1977 |
|
SU634806A1 |
А
Pvs.1
5 d б 3
а
fui.Z
