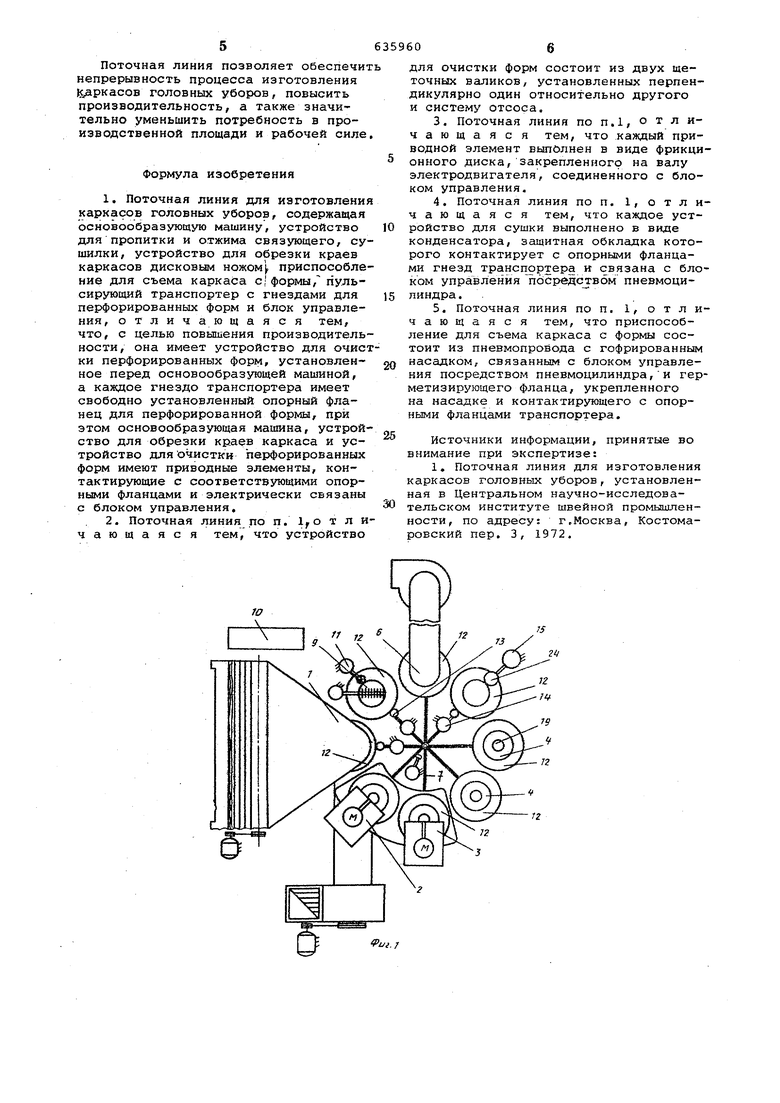
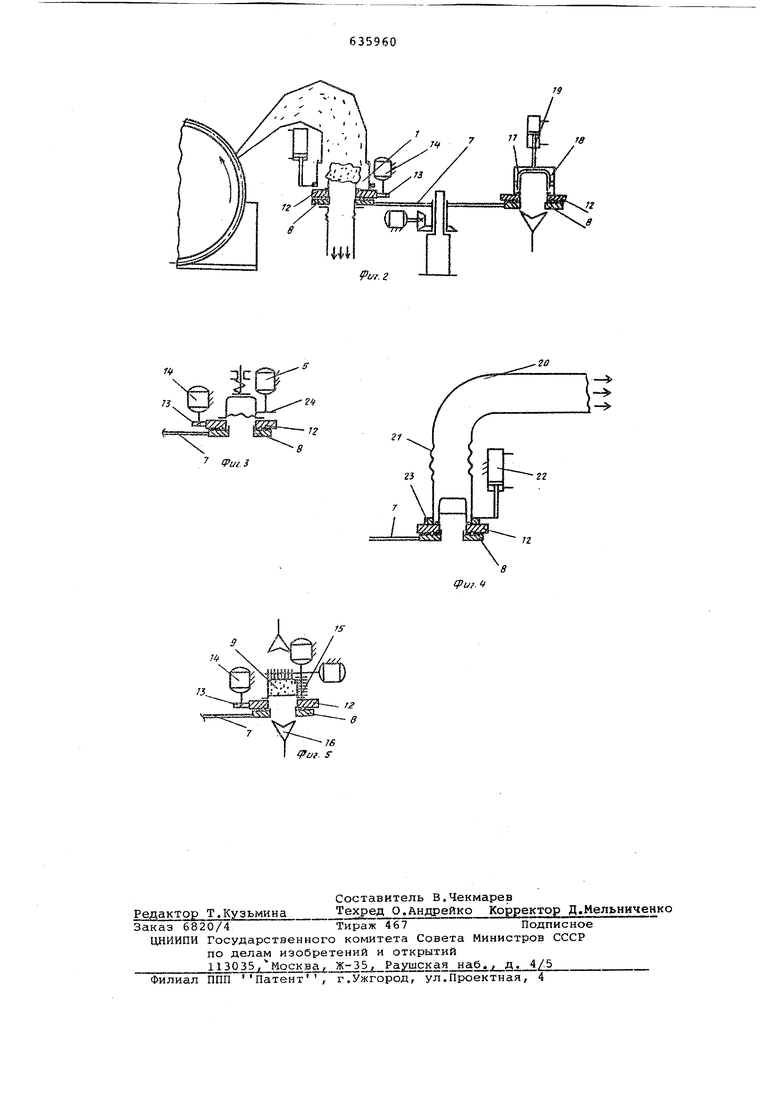
Изобретение относится к оборудованию для легкой промышленности, а имен :но к поточньм линиям для изготовления каркасов головных уборов. Известна поточная линия для изготовления каркасов головных уборов, содержащая основообраэуюадую машину, устройство для пропитки и отжима связующего, сушилки, устройство для обрезки краев каркасов дисковьам ножом, приспособление для съема каркаса с формы, пульсирующий транспортер с гнездами для перфорированных форм и блок управления 1 .. Известная проточная линия не обеспечивает непрерывности процесса изготовления каркасов головных уборов и, следовательно, недостаточно производительна. Целью изобретения является повыше ние производительности поточной линии Эта цель достигается тем, что поточная линия имеет устройство для очистки перфорированных форм, уста-г новленное перед основообразуюи1ей машиной, а каждое гнездо транспортера .имеет свободно установленный опорный фланец для перфорированной формы, при этом основообразующая машина, устрой;ство для обрезки краев каркаса и устройство для очистки перфорированных форм имеют приводные элементы, контактирующие с соответствующими опорными фланцами и электрически связаны с блоком управления. Кроме того, устройство для очистки форм состоит из двух щеточных валиков, установленных перпендикулярно один относительно другого и систему отсоса. Каждый приводной элемент выполнен в виде фрикционного диска, закрепленного на валу электродвигателя, электрически соединенного с блоком управления. Каждое устройство для сушки выполнено в виде конденсатора, защитная обкладка которого контактирует с опорньми фланцами гнезд транспортера и связана с блоком управления посредством пневмоцилиндра. Приспособление для съема каркаса с формы состоит из пневмопровода с гофрированным насадком, связанным с блоком управления посредством пневмоцилиндра, и герметизирующего фланца, укрепленного на насадке и контактирующего с опорными фланцами транспортера. На фиг, 1 - поточная линия, вид в плане; на фиг. 2 - то же, поперечг ный разрез по основообразующей машине и сушилке; на фиг.З - поперечный разрез по устройству для обрезки каркасов дксковьш ножом; на фиг. 4 - приспособление для съема каркаса с формы, разрез ; на фи.. 5 устройство для очистки перфорированных форм, поперечный разрез Паточная линия содержит основообразующую машину 1, устройство для пр питки 2 к 3, связугощего, су11ил ки 4, устройство 5 для обрезки краев каркасов дисгсовым ножом,- приспособле ние б для съема каркаса с формы, пул сирующий транспортер 7 с гнездами 8 для перфорирозакных форм 9 и блок управлеакя 10, устройство 11 для очистки г1ер4:орироБй.кнЕ:х форм, уста-коЕланное перед основообразующей машиной; а каждое гнездо транспортера имеет СЕОбодио установленвыП опорньгй фланец .2 для перфорироЕанной формы при этo ,основообразую1.иая маи1ина 1, устройство 5 н устройство 11 имеют приводные fiJ;e 4eнтЫf выполненные в виде фрикцион:-того диска ХЗ закрепленно го на в;.1Лу электродккгателя 14, элек трически соединенного с блоком управ ления 10, причем фриктт.конные диски 1 контактируют с соответствующими опор HEJMH ф; анцами 12 „ Кроме того, устрой }iiT ИЗ двух щеточных ваСТВО L.L лирсов .15 саловленных перпендикуносигельно другого н си лярно од .6, а каждое устройство тему отсоса для сушки 4 I )ыполнено в виде конденидитная обкладка 18 кото сатора 17 зл ;рует с опорными фланцарого к он так Ti:ранспортера 7 и связгша ми 12 1неад ; iBJiaHHH 10 посредством с бЛОКОлМ УПр.Е д.ра 19i приспособление б пневмоиил;-и;д} аркаса о 9 сосГоит для сьема кат ополга 20 с гСфрированным из пненмоиро насадком 21, , сузязапиым с блоком упраылення 1( 11 о с р е,;;. с j; в о м п н е в м.о 11 и л и н дра 22, а т е. Гермет и з ирующе го укрепленного на насадке 2 фланца 23f и KOviTaicxvrpyMTLiero с опорньми фЛсатца-МИ 12 транспортера 7, Устройство 5 для обреЕПчИ краев каркасов имеет дис ковый нок 24, линия работает следующим Пульсирующий транспортер 7, поворачива.кс1:.;. сстана.Блитзается таким обр зом, что огюрные фланцы 12 с установ ленными на них перфорированными формамР 9, подходят к устройствам 1 и И на которьж осуществляются определенные технологчггеские операции: нанеCeline BOJiOKiia i.ia перфорированную фор ироггитка воло)-;нистого слоя связующим отжим волокнистого слоя, сушка, обрезка краелЗ KapKrica, съем каркаса с форм и оч, перфорирово1ННЬ1Х форм, В момент установки пульсирующего транспортера 7 действуют одновременно все эти технологические устройства. Работу всех), устройств задают прог раммой, осуществляемой блоком управления 10, Нанесение волокна на перфорированные формы осуществляют на основообразующей машине 1, при этом прийодной элемент своим фрикционным диском 13, закрепленным на валу электродвигатепя 14, вращает перфорированную форму 9 для создания равномерной толщины волокнистого слоя на форме. После нанесения волокна на перфорированную форму осуществляют пропитку и отжим волокнистого слоя на устройствах 2 и Зо Затем проводят сушку в с шилках 4, при этом пневмоцилиндры ,9 опускают защитные обкла,дки 18 конденсаторов 17 до соприкосновения с опорнЕлми фланцами 12 так, что перфорированная форма с влажным волокнистым слоем оказывается внутри конденсатора 17, в этот момент на него подают ток высокой частоты от генератора посредством блока управления 10. Обрезку краев каркасов осуществляют дисковым ножом 24, при этом опорный фланец 12 контактирует с фрикционHbiivi ДИСКО14 13, закрепленным на валу электродвигателя 14, который поворачивает форму 9 с волокнистым слоем вокруг своей оси. Готовый каркас снимают посредством приспособления б для съема каркаса с формы 9, при этом пневмоцилиндр 22 опускает гофрированный насадок 21 так, что его герметизирующий фланец23 контактирует с опорным фланцем 12 пульсирующего транспортера 7 и тем саг-аым создают разность давлений между иерфорироваиной формой 9 и пневмопроводом 20, разность давлений обеспечивает съем готового каркаса с перфорированной формы 9 и подачу на складированиеОчистку перфорированной формы 9 от остатков сухого связующего и волокна осуществляют вращающимися щеточными валиками 15, установленными таким образом, что они взаимодействуют по всему периметру с перфорированной формой, а для обеспечения очистки всей поверхности формы 9 фрикционный диск 13, 1. посредством электродвигателя 14, поворачивает опорный фланец 12 с закрепленной на ней перфорированной формой 9 вокруг гнезда 8 пульсирующего-транспортера 7, при этом остатки сухого связующего и волокна улавливаются системой отсоса 16. По окончании технологических операций блок управления 10 подает команду пульсирующему транспортеру 7, который перемещает перфорированные формы 9, каждую на последующую операцию, и цикл работы повторяется. Поточная линия позволяет обеспечит непрерывность процесса изготовления дркасов головных уборов, повысить производительность, а также значительно уменьшить потребность в производственной площади и рабочей силе Формула изобретения 1.Поточная линия для изготовления каркасов головных уборов, содержащая основообразующую машину, устройство для пропитки и отжима связующего, су шилки, устройство для обрезки краев каркасов дисковым ножом приспособле ние для съема каркаса с; формы, пульсирующий транспортер с гнездами для перфорированных форм и блок управления, отличающаяся тем, что, с целью повышения производитель ности, она имеет устройство для очист ки перфорированных форм установленное перед основообразующей машиной, а каждое гнездо транспортера имеет свободно установленный опорный фланец для перфорированной формы, при этом основообразующая машина, устройство для обрезки краев каркаса и устройство дляочистки перфорированных форм имеют приводные элементы, контактирующие с соответств5тощими опорными фланцами и электрически связаны с блоком управления, 2.Поточная линия по п, 1,о т л и чающаяся тем, что устройство
/5
гг
иг.Г для очистки форм состоит из двух щеточных валиков, установленных перпендикулярно один относительно другого и систему отсоса. 3,Поточная линия по п,1, о т л ичающаяся тем, что каждый приводной элемент вьшОлнен в виде Фрикционного диска, закрепленного на валу электродвигателя, соединенного с блоком управления. 4,Поточная линия по п. 1, отличающаяся тем, что каждое устройство для сушки вьтолнено в виде конденсатора, защитная обкладка которого контактирует с опорными фланцами гнезд транспортера и связана с блоком управления ndcpeflcjBOM пневмоцилиндра. . 5,Поточная линия по п. 1, отличающаяся тем, что приспособление для съема каркаса с формы состоит из пневмопровода с гофрированным насадком, связанным с блоком управления посредством пневмоцилиндра,и герметизирующего фланца, укрепленного на насадке и контактирующего с опорньами фланцами транспортера. Источники информации, принятые во внимание при экспертизе: 1, Поточная линия для изготовления каркасов головных уборов, установленная в Центральном научно-исследовательском институте швейной промышленности, по адресу: г.Москва, Костомаровский пер, 3, 1972.
19
ta
Pl/f.2

| название | год | авторы | номер документа |
|---|---|---|---|
| КАРКАС ДЛЯ ШЛЯП | 1971 |
|
SU305872A1 |
| УСТРОЙСТВО ДЛЯ ОБРЕЗКИ КРАЕВ ДЕТАЛЕЙ ГОЛОВНОГО УБОРА | 1972 |
|
SU428741A1 |
| Устройство для формования волокнистого слоя каркасов шляп | 1975 |
|
SU552957A1 |
| Полуавтоматическая линия для сборки обуви | 1975 |
|
SU526347A1 |
| МАШИНА ДЛЯ ФОРМОВАНИЯ КОЛПАКОВ ДЛЯ ШЛЯП | 1972 |
|
SU344841A1 |
| СПОСОБ ОБРАБОТКИ ОСНОВЫ ФЕТРОВЫХ ПУХОВЫХ ГОЛОВНЫХ УБОРОВ | 1970 |
|
SU258616A1 |
| Линия для производства многослойных древесностружечных плит | 1976 |
|
SU648439A1 |
| Основообразующая машина для изго-товления шляпных колпаков | 1973 |
|
SU509274A1 |
| Поточная линия | 1974 |
|
SU531705A1 |
| Установка для формования изделий из теплоизоляционного волокнистого материала | 1983 |
|
SU1093689A1 |
8
Vui. 3
/«
16 I иг. f
