Изобретеиие относится к области сварки, а именно к конструкции поточной линии, преимущественно для сборки и сварки дверей автомобилей.
Известна поточная линия, преимущественно для сборки и сварки дверей автомобилей, содержащая смонтированное на фундаменте те.хнологическое оборудование, между которым расположен шаговый транспортер, включающий перемещаемые в направляющих две приводные штанги с собачками.
Недостатком известной поточной линии является низкая производительность, так как транспортер имеет малую пропускную способность.
Повышение производительности предлагаемой линии за счет увеличения пропускной способности транспортера достигается тем, что транспортер оснащен установленной на фундаменте дополнительной штангой с собачками, расположенной параллельно основным штангам транспортера и соединенной с одной из основных штанг посредством промежуточной планки, при этом основная штанга, соединенная с дополннтельной, оснащена дополнительными собачками по числу собачек, расположенных на дополнительной штанге.
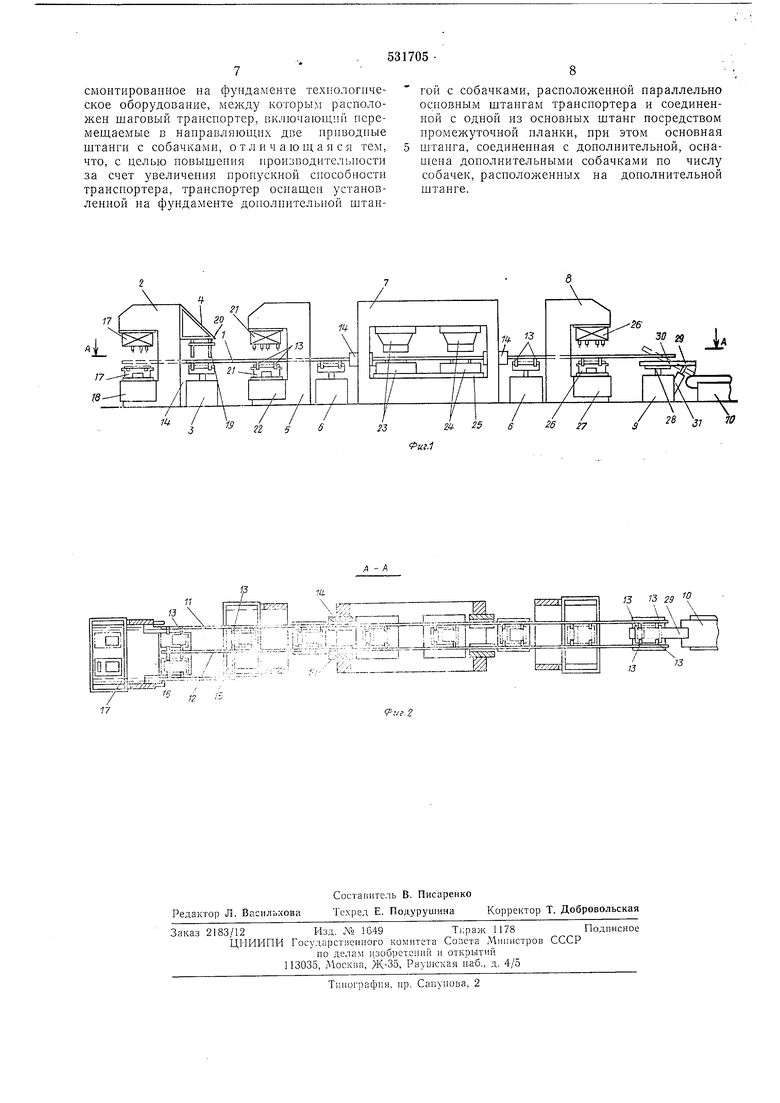
На фиг. 1 показана предлагаемая поточная линия, вид сбоку; на фиг. 2 - разрез по А-А на фиг. 1.
Поточная линия, пренмуи;ествеино для сборки и сварки дперей автомобиле, состящих . из внутрс 1)П;х П иаружпых ианелей с усилителями и кроппп-сйнами, содержит шаговый транспортер 1 и устаиовлеиные иа ходу технологического ироцесса проходиую многоточечную маиишу 2. днухмсстньи подъемный стол 3, перегружатель 4. проходную многоточечную маи1ииу 5, одноместные подъемные столы 6, проходной пресс 7, проходиую MFioroточечпую машину 8. съемный стол 9 и ленточный конвейер 0. Шаговый транспортер 1 содержит приводные штаиги. и 12, с закреилеииыми иа nix собачклмп 13, опорные новерхности которых пыполиеиы но форме поверхиости иаружпо панели двери. Собачки 13 смонтированы группами , папример по две, расположеппыми одиа от другой иа одпиаковом расстоянии, соотпстстпующем шагу Tnaiicиортера 1. Штангн II и 12 размещеиы иад двухместным Н10Д; смны:-л столом 3, одиоместиыми 1Юдъсмньп:н столами 6 и съемным столом 9 и заключены в паправляюиитх 14. закрепленных внутри проходных многоточечных машин 2. 5 и 8 н нрсс.са 7. Прпводиая штанга 12 шагового транспортера 1 со стороиы проходной MHoroTOMe-Miofi машины 2 сн1абжеиа дополп 1тсл;.::о:: шта1:гой 15 с группой собачек 16, опорные поверхности которых выполнены но гопгрхностп внутренней панели двери.
Проходная многоточечная машина 2 снабжена двухместной сварочной оснасткой 17, нижняя часть которой закренлена на подъемном столе 18 многоточечной машины 2, а верхняя часть - на противоположной подъемному столу 18 верхней части многоточечной машины 2, и предназначена для сборки и сварки наружной панели двери с кронштейнами и внутренней панели двери с кронштейнами и усилителями. Двухместный подъемный стол 3 размеш,еи соосно с шаговым транспортером 1 на расстоянии от сварочной оснастки 17, равном шагу транспортера 1, и предназначен для съема иарул.ной и внутренней панели двери с собачек 13 и 16 и последуюш,ей загрузки наружной панели двери в сборе с внутренней панелью на собачки 13 шагового транспортера 1. Перегружатель 4, размещенный на противоположной оснастке 17 стороне многоточечной машины 2, снабжен захватами 19 с опорными поверхностями, выполненными по форме поверхности внутренней панели двери, смонтированными на подвижпой тележке 20, установленной с возможностью перемещения в направлении, перпендикулярном оси шагового транспортера 1, и предназначен для съема внутренней панели двери с двухместного подъемного стола 3 и укладки ее в наружную панель двери на двухместном подъемном столе 3. Проходная многоточечная машина 5 снабжена сварочной оснасткой 21, нижняя часть которой закреплена на подъемном столе 22 многоточечной машины 5, а верхняя часть - на противоноложной подъемному столу 22 верхней части многоточечной машины 5.
Проходная многоточечная машина 5 размещена соосно с шаговым транспортером 1 на расстоянии от двухместного подъемного стола 3 до сварочной оснастки 21, равном шагу транспортера 1, и предназначена для прихватки собранных наружной и внутренней панелей двери между собой. Одноместные подъемные столы 6 размешены соосно с шаговым транспортером 1 на расстоянии от сварочной оснастки 21 до первого подъемного стола 6, равном шагу транспортера 1, и до второго подъемного стола 6, равном четырем шагам транспортера 1, и предназначены для съема и последующей загрузки дверей на собачки 13 шагового транспортера 1. Проходной пресс 7 снабжен двумя штампами 23 и 24, нижние части которых закреплены на подъемном столе 25 пресса 7, а верхняя часть - на противоположной подъемному столу 25 верхней части пресса 7, расположенных один от другого на расстоянии, равном шагу транспортера 1. Проходной пресс 7 расположен между одноместными подъемиыми столами 6 на расстоянии от первого подъемного стола 6 до штампа 23, равном шагу транспортера 1 и предназначен для подгибки в штампе 23 и обжатия в штампе 24 кромок фланца наружной панели вокруг фланца внутренней панели двери. Проходная многоточечная машина 8 снабжена сварочной оснасткой 26, нижняя часть которой
закреплена на подъемном столе 27 мпоготочечной машины 8, а верхняя часть закреплена
на противоположно ПОДЪСМПО.Му СТОоЧу 27
верхней части мап1ины 8. Проходная машика 8 размещена соосно с шаговым транспортером 1 па расстоянии от второго одноместного подъемного стола 6 до сварочной оснастки 26, равном одному тагу транспортера 1, и предназначена для окончательной сварки двери.
Съемный стол 9 снабжен подъемником 28 и склизом 29, установленным с возможностью наклона в сторону ленточного конвейера 10 относительно горизонтальной оси 30 подъемника 28, шарнирио соединенного со склизом
29 пневмоцилиндром 31. Съемный стол 9 предназпачеп для съема двер с собачек 13 шагового транспортера 1 и передачи ее на ленточный конвейер 10, предназпачепный для удаления изделий с линии.
Работа поточной линии, преимущественно для сборки и сварки дверей автомобилей, осуИ1,ествляется следуюпиш образом.
Предварительно в нижнюю часть двухместной сварочной оснастки 17 горизоитальпо устанавливают наружную панель двери с соответствующими ей кропиггейпами и внутреннюю папель с кронштейнами и усилителями, а затем включают сварочную машину 2, после чего ее подъемный стол 18 поднимается в
верхнее рабочее положспие, производится сварка панелей двери с кронштейнами и усилителями.
После этого включается иривод (на чертеже не показан) шагового транспортера 1, перемещающий в направляющих 14 приводные штанги 11, 12 и 15 в сторону, противоположную ленточному конвейеру 10, на один шаг, при этом собачки 13 и 16 занимают исходное для загрузки положение под свариваемыми
наружной и внутренней панелями двери.
После окончания сварки подъемный стол 18 с нижней частью сварочной осиастки 17 опускается в нижнее положение, где наружная и внутренняя панели двери захватываются группой собачек 13 и 16 в шаговом транспортере 1, который после включения перемещает панели в сторону ленточного конвейера 10 на один шаг. После этого срабатывает привод (на чертеже не показан) двухместного подъемного
стола 3, при этом он поднимает иаружную и внутреннюю панели двери над опорными новерхностями соответствующих собачек 13 и 16 шагового транспортера 1, который после этого включается и перемспдается в сторону, противоположную ленточному конвейеру 10, на один шаг. Затем срабатывают захваты 19 перегружателя 4, прижимающие внутреннюю панель двери к своим опорным поверхностям, а подвижная тележка 20, на которой смоитированы захваты 19, включает свой привод (на чертеже не показан) и перемеи ается в направлении, перпендикулярном оси шагового транснортера 1 в сторону наружной панели двери. При этом внутренняя панель двери снимается с двухместного подъемного стола 3 и
перемещается к наружной панетл дпсрп. находящейся на двухмес;- ом ::о,.; столе 3. После того, как внутренняя панель двс:рп переместится в положеипе, нротнвоположное наружной панели, прпвод (на чертеже не показан) тележкн 20 отключается, а захваты 19 укладывают внутреннюю нанель двери в наружную панель. После этого срабатывает прпвод (на чертеже не показан) двухместного подъемного стола 3, при этом он опускает наружную панель двери, собранную с ее внутренней панелью, на следующую группу собачек 13 шагового транспортера 1, который после включепня пере.мещает еобранные панели дверп в сторону ленточного конвейера 10 на однн нгаг. После того, как собранные панели 3aiiMyT исходное положение над нижней частью свароч;;ой оснасткн 21 многоточечной машины 5, ее подъемный стол 22 подпнмается. Прн этом нижняя часть сварочной оснастки 21 захватывает собранные панели дверн и снимает lix с опорных поверхностей собачек 13 шагового транспортера , который после этого включается н перемещается в сторону, противоположную ленточному конвейеру 10, на один шаг. После подъема стола 22 нрогЕ.зводится прихватка панелей дверп между еобой. По окончанни прихватки дверн подъе.мный етол 22 мпоготочечпо: машины 5 опускается. При этом дверь захватывается следующей группой собачек 13 в шаговом транспортере 1, который после включения перемещает сваренную дверь в сторону ленточного конвейера 10 на один шаг. После этого ерабатывает привод (на чертеже не показан) первого подъемного стола 6, при этом он нодннмаст дверь над опорными поверхностями собачек 13 шагового транспортера 1, который включается и после этого перемещается в еторону, противоположную ленточному конвейеру 10 на однн шаг. Затем первый подъемный стол 6 опускается, а дверь захватывается следующей группой собачек 13 шагового транспортера 1, который после включения перемещает дверь в сторону ленточного конвейера 10 на один шаг. После того, как дверь займет иеходное положение над нижней частью штампа 23 пресса 7, его подъемный стол 25 поднимается. При этом нижняя часть штампа 23 захватывает дверь и енимает ее с опорных поверхностей собачек 13 шагового транспортера 1, который после этого включается и перемещается в сторону, противоположную ленточному ;онБейеру 10, на один шаг. В конце хода подъемного стола 25 нижняя часть штампа 23 с дверью входит в верхнюю часть штампа 23 и производится подгибка кромок фланца наружной панелн вокруг фланца внутренней панели дверп. По окончании подгибки фланца двери подъе.мный етол 25 пресса 7 опускается. При этом дверь захватывается следующей группой еобачек 13 в щаговом транспортере 1, который после включения перемещает дверь в сторону ленточного конвейера 10 на однн шаг. После того, как двеэь займет исходное ноложеиие над
н:::хгг:;; частью птаьша 24 пресса ;. его под ьc . ,, 2о поднимается. При этом пиж1; я часть штампа 24 захватывает дверь и снимает ее с опорных поверхносте собачек 13 шагового транспортера 1, который после этого включается и перемещается в сторону, противоположную ленточному KonBciicpy 10, на одни шаг. В коппе хода подъемного столп 25 нижпяя часть П1там;:а 24 с дверыэ Хчдиг
в верхнюю часть niTaMiui 24. и произнодпгс;: обжатне кромок фланца наружно панслп вокруг фланца внутренней панелп дверп. По окончании обжатия фланца дверн подъсмиьк стол 25 пресса 7 с:пускается. При этом двер:захватывается следующей группой собачек ;
шагового транспортера 1, которыГ Г1осле ir;, oчения перемещает дверь в сторон . лентс люго конвейера 10 па однн шаг.
После этого срабатывает прпвод (ж; чсртеже не показан) второго подъемного стола 5, прп этом он поднимает дверь над о;;орнь, поверхност5п.и собачек 13 гпагового транспортера 1, которы;: включается и после этого перемещается D сторону. npOTHBonj.io i :;Yio леиточному конвейеру 10. па один шаг. Затем вто)ой подъемный сто.. 6 опускается, а дверь захватывается слсд юн1сй гp мulo:i соба гс;-; -о шагового транспортера 1, которьг ; noc.ic вк.Ючсппя, перемещает дзерь п сторону ,:с::то-;:101о
ко1;вейера 10 иг однн lanr. После 1ч}го, ка;-; дверь псходц-С положение плд ::1;жней частью сварочной оспасткп 23 л1:о:()то;смной машины 8, ее подъемны сто; 27 однимается. При этом нг1жняя часть сварочной оснастк 26 захватывает дверь ее с опорных поверхностей собачек 3 1 аго1Ч)о транспортера 1, который после этого ы лючается п перемещается в сторону, противоположную ленточному конвейеру 10. на niar.
Г1осле подъема стола 27 нро 13вод Г ся око П ательная сварка дссрп. По око ;ч;1Н 1 сварки
дверн НОДЪеМНЫЙ стол 27 много ОЧСЧ1 0 лЛ шины 8 0 :ускается. Пр этом дверь захзать вается следующей собачс ;3 iHaroroго т эапспортсра 1, которь ;;осле вх:; оче1: г-1 ере:.еп,ает сварешпло дсерь к стопопу лс ;10ЧНОГО конвейера 10 а i.uar.
После этого срабатывает ;па чср1сже не ноказаи) одъсмн ка 28 съемного стола 9. этом 2S он ;10Д 1л;асг Д:-;С 1Ь над опорным noBCpxiiociHMH собачс1 ,; шагового транснор сра , в:с, к 1остоо и юсле перемещается Б cTopo iy. i por; воположн о ле точномл конвейс- V 10. а
30 в сторону лс ПОчного конвейера К). П-н этом под дсйств1;С собствоопого воо; д:ср; пepe eщaeтcя io наклонномх 20 ленточ Ь Й чО 1вейср 10. удаляют:; ; 1.;дс.л;}1 с линии.
смонтированное на фундаменте технологнческое оборудование, 1между которым расположен шаговый транспортер, включающий перемещаемые в направляющих две прнводпые штанги с собачками, от л и ч а юп1,а я ся тем, что, с целью повышения производительности за счет увеличения пропускной способности транспортера, транспортер оснащен установленной на фундаменте дополнительной штангой с собачками, расположенной параллельно основным штангам транспортера и соединенной с одной из основных штанг посредством промежуточной нланки, при этом основная штанга, соединенная с дополнительной, оснаш.ена дополнительными собачками по числу собачек, расположенных на дополнительной штанге.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сварки левых и правых дверей легковых автомобилей | 1981 |
|
SU984817A1 |
| Механизированная поточная линия | 1978 |
|
SU766807A1 |
| Устройство для электроконтактной сварки двух листовых изделий | 1986 |
|
SU1572403A3 |
| Поточная линия | 1976 |
|
SU554987A1 |
| Стан для изготовления сварныхЕМКОСТЕй | 1979 |
|
SU829367A2 |
| Транспортер | 1977 |
|
SU685466A1 |
| Автоматизированная линия для сборки и сварки объемных изделий | 1985 |
|
SU1291328A1 |
| Поточная линия для сборки и сварки дисковых колес легковых автомобилей | 1985 |
|
SU1311896A1 |
| Машина для контактной точечной сварки | 1982 |
|
SU1021540A1 |
| Автоматизированная поточная линия для сборки и сварки колес из двух заготовок | 1981 |
|
SU1229000A1 |
IA Л V
28 10
