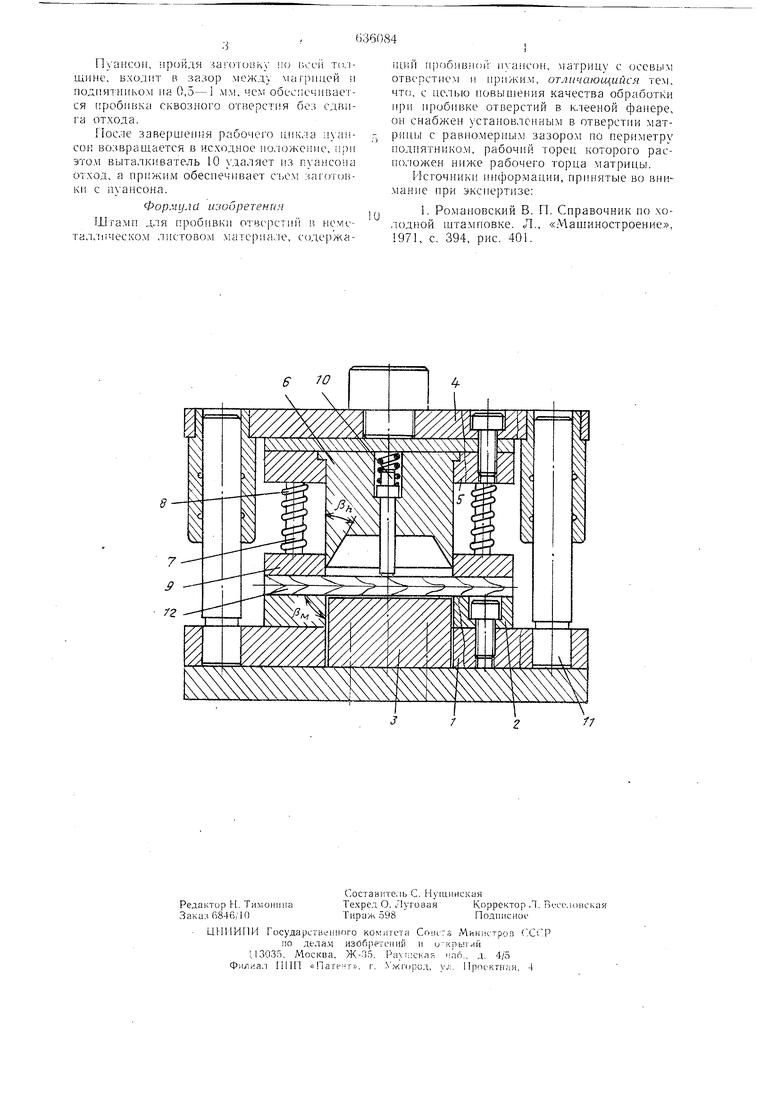
Пуансон, пройдя ()Г( по u:cii TO.Iщине, входит в зазор между магрпией п подпятником на 0,5-1 мм, чем обес11еч |вается нробнвка сквозного отверстия без сдвига отхода.
После заверше1И1я рабочего ник.аа пуансон возвращается в исх1)дное ио.юженис, при этом выталкиватель 10 удаляет из пуансона отход, а нрнжнм обеспечивает заг. с нуансона.
Формула изибретенпя
Шга.мп для нробивки отвс рстни в неметалл11ческо.м ,11 стовом мате|1иа,1е, содержаiiUiH иробпвнон iixaiicoH, матрицу с осевьгм отверстием и прижим, отличающийся тем, что, с целью повышения качества обработки нри нробивке отверстий в клееной фанере, он снабжен установленным в отверстии матрицы с равномерным зазором но периметру подпятником, рабочий торец KOTOpoio расноложен ниже рабочего торца матрицы.
Источники информации, принятые во внимание при экспертизе:
1. Ромаиовский В. П. Справочник по хо.юдной штамповке. Л., «Машиностроение, 1971, с. 394, рис. 401.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ | 1965 |
|
SU175032A1 |
| Устройство для пробивки отверстий в прозрачном листовом материале по базовым меткам | 1977 |
|
SU658795A1 |
| ШТАМП ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2000 |
|
RU2193940C2 |
| ШТАМП ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ НА РАЗНЫХ УРОВНЯХ | 2006 |
|
RU2356676C2 |
| ШТАМП-АВТОМАТ ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2004 |
|
RU2262406C1 |
| Штамп для гибки скоб | 1986 |
|
SU1388152A1 |
| ШТАМП ДЛЯ ФОРМОВКИ ТРОЙНИКОВ из ТРУБНЫХЗАГОТОВОК | 1967 |
|
SU199800A1 |
| Штамп для реверсивной пробивки-вырубки деталей | 1985 |
|
SU1286321A1 |
| УСТРОЙСТВО ДЛЯ ПРОДОЛЬНОГО ФИГУРНОГО РАСКРОЯ листового МАТЕРИАЛА | 1971 |
|
SU315490A1 |
| ШТАМП ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ | 1967 |
|
SU200565A1 |
