Изобретение относится к обработке металлов давлением и может быть использовано в штампах для пробивки отверстий одновременно в двух и более полках детали, расположенных на разных уровнях и имеющих большие допуски на размеры между полками.
Известен штамп для пробивки отверстий, расположенных на разных уровнях детали, содержащий подвижную плиту с установленным на ней прижимом и пуансонами и неподвижную плиту с закрепленными на ней, по меньшей мере, двумя матрицами (Мещерин В.Т. Листовая штамповка. Атлас схем. М., «Машиностроение», 1975, с.71, рис.141). Недостатком данного штампа является то, что на нем невозможно получить качественные отверстия на разных уровнях детали.
Ближайшим техническим решением изобретения является «ШТАМП ДЛЯ ПРОБИВКИ В ДЕТАЛИ ОТВЕРСТИЙ НА РАЗНЫХ УРОВНЯХ» (авторское свидетельство СССР №946729, МПК B21D 28/32, B21D 28/14 приоритет от 13.10.1980), взятый за прототип. Общими с прототипом признаками являются: верхняя подвижная и нижняя неподвижная части, сцентрированные посредством колонок и втулок, верхняя подвижная часть состоит из верхней подвижной плиты, закрепленной на ней плиты с пуансонами разной длины и прижимом, нижняя неподвижная часть, состоящая из трех плит, скрепленных между собой, двух матриц, расположенных на разных уровнях, прижима, механизма перемещения, осуществляющего возвратно-поступательное движение матриц.
Известное устройство имеет сложную конструкцию, требует повышенных затрат на изготовление оснастки, наличие средств автоматики и управления снижает надежность работы устройства и ухудшает ремонтопригодность.
В основу изобретения поставлена задача разработки более простой конструкции штампа для пробивки отверстий на разных уровнях с меньшим количеством затрат на изготовление оснастки, с исключением привода перемещения матриц и средств автоматики для управления этим приводом, что обеспечит надежную стабильную работу штампа, улучшит условия ремонтопригодности, упростит обслуживание штампа.
Поставленные задачи достигаются тем, что в штампе для пробивки отверстий на разных уровнях согласно изобретению в верхней подвижной и нижней неподвижной частях штампа выполнены плавающие узлы, каждый из которых представляет собой конструкцию, состоящую из держателя рабочих деталей штампа, промежуточной плиты, в которой выполнен паз, в пазу установлена опора с возможностью качания. На опоре установлены подпятники с пазами, выполненными по радиусу. В нижнем плавающем узле штампа на подпятниках установлены матрицы в виде цилиндрических вставок с буртиками, которые перемещаются в держателе. В верхнем плавающем узле на подпятниках установлены пуансоны, которые перемещаются в держателе. Данная конструкция обеспечивает самоустановку рабочих частей (матриц и пуансонов) за счет их расположения на плавающих узлах. Требуемое положение заготовки обеспечивается зажимом ее между верхним и нижним прижимами, направление движения которых обеспечивается колонками.
Между совокупностью признаков изобретения и техническим результатом, который достигается, существует следующая причинно-следственная связь: выполнение в верхней и нижней частях штампа конструкций плавающих узлов позволяет производить самоустановку пуансонов и матриц, сохранять геометрические параметры заготовки за счет соответствующих перемещений опор с подпятниками, обеспечение качества пробивки и стойкости рабочих деталей штампа.
Изобретение, которое заявляется, иллюстрируется чертежом.
На чертеже изображен штамп для пробивки отверстий на разных уровнях.
Штамп для пробивки отверстий на разных уровнях состоит из верхней подвижной части, состоящей из верхней плиты 1, верхней промежуточной плиты 2 с пазом для размещения верхней опоры 3, верхних подпятников 4, 5, взаимодействующих с верхней опорой 3, пробивных пуансонов 6, 7, взаимодействующих с подпятниками 4, 5, держателя 8, верхнего прижима 9, специальных винтов 10, направляющих колонок 11, верхней резиновой прокладки 12, установленной между верхней плитой 1 и прижимом 9, и нижней неподвижной части, состоящей из нижней плиты 13, нижней промежуточной плиты 14 с пазом для размещения нижней опоры 15, нижних подпятников 16, 17, закрепленных в нижней опоре 15, матриц 18, 19, выполненных в виде цилиндрических вставок с буртиками и размещенных в держателе 20, нижнего прижима 21, на который укладывается заготовка 22, нижней резиновой прокладки 23, размещенной между нижней плитой 13 и прижимом 21, специальных винтов 24 и направляющих колонок 25. В нижней плите 13, промежуточной плите 14, нижней опоре 15, подпятниках 16, 17, матрицах 18, 19 выполнены соосные отверстия для прохождения выштампованного материала. Верхняя и нижняя части штампа сцентрированы направляющими колонками 26 и втулками 27.
Работа штампа для пробивки отверстий на разных уровнях осуществляется следующим образом.
Заготовка 22 устанавливается базовой поверхностью на прижим 21. В исходном состоянии прижимы 9 и 21 за счет специальных винтов 10, 24 находятся на расстоянии, исключающем контакт рабочих частей с заготовкой. При опускании верхней части устройства: плиты 1, промежуточной плиты 2, опоры 3, подпятников 4, 5, пробивных пуансонов 6, 7, держателя 8, прижима 9, резиновой прокладки 12 усилие верхнего прижима 9 и нижнего прижима 21 передается от верхней резиновой прокладки 12 и нижней резиновой прокладки 23 соответственно, прижим 9 поджимает заготовку 22 к прижиму 21. При дальнейшем опускании верхней части штампа происходит самоустановка пробивных пуансонов 6, 7 и матриц 18, 19 за счет соответствующих перемещений опор 3, 15 с подпятниками 4, 5 и 16, 17. После того как выбирается зазор между заготовкой 22 и рабочими деталями штампа при дальнейшем смыкании происходит пробивка отверстий. При штамповке не происходит перекоса заготовки, так как прижимы 9, 21 перемещаются вместе с резиновыми прокладками 12, 23 и направляются колонками 11, 25. Выштампованный материал проходит через соосно выполненные отверстия в матрицах 18, 19, подпятниках 16, 17, опоре 15, промежуточной плите 14 и нижней плите 13.
Использование предложенного технического решения позволяет упростить конструкцию, повысить надежность и стабильность работы штампа, улучшить его ремонтопригодность.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для холодной объемной штамповки | 1988 |
|
SU1579624A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамп для пробивки в детали отверстий на разных уровнях | 1980 |
|
SU946729A1 |
| Штамп для обработки листового материала | 1978 |
|
SU727275A1 |
| РАЗДЕЛИТЕЛЬНЫЙ ШТАМП | 1991 |
|
RU2018392C1 |
| ШТАМП ДЛЯ ОБРЕЗКИ ТОРЦЕВ ТРУБНЫХ ЗАГОТОВОК | 1997 |
|
RU2119412C1 |
| Универсальный штамп для пробивки отверстий,расположенных в линию (его варианты) | 1983 |
|
SU1260068A1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ | 1992 |
|
RU2016687C1 |
Изобретение относится к обработке металлов давлением и может быть использовано в штампах для пробивки отверстий одновременно в двух и более полках детали, расположенных на разных уровнях и имеющих большие допуски на размеры между полками. Верхняя подвижная и нижняя неподвижная части сцентрированы посредством колонок и втулок. Верхняя часть состоит из верхней плиты и держателя с размещенными в нем двумя пуансонами разной длины и прижима. Нижняя часть состоит из нижней плиты, держателя с двумя матрицами, расположенными на разных уровнях, и прижима. Плавающие узлы, служащие для самоустановки пуансонов и/или матриц, размещены в верхней и нижней частях штампа соответственно. Каждый из них выполнен в виде промежуточной плиты с пазом, опоры, размещенной в пазу упомянутой промежуточной плиты с возможностью качания, и подпятников, размещенных на опоре и взаимодействующих с матрицами и пуансонами соответственно. Упрощается конструкция и обслуживание штампа. 1 з.п. ф-лы, 1 ил.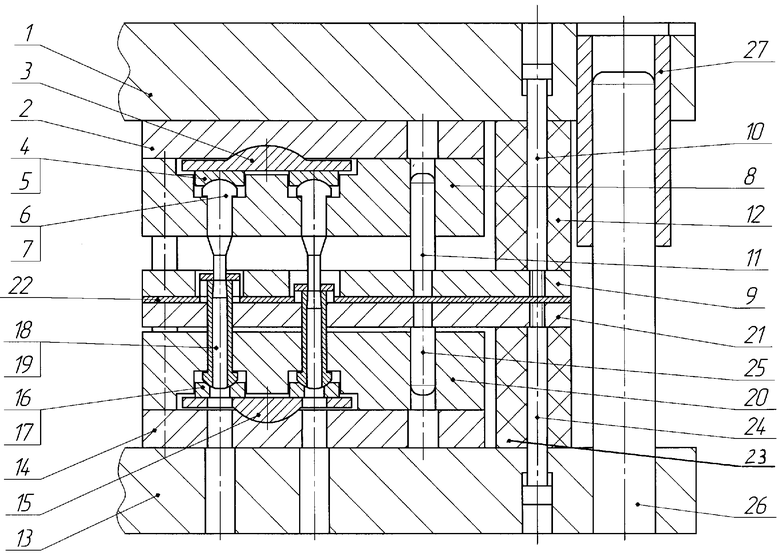
1. Штамп для пробивки отверстий на разных уровнях, содержащий верхнюю подвижную и нижнюю неподвижную части, сцентрированные посредством колонок и втулок, причем верхняя часть состоит из верхней плиты, держателя с размещенными в нем пуансонами разной длины и прижима, нижняя часть состоит из нижней плиты, держателя с двумя матрицами, расположенными на разных уровнях, и прижима, отличающийся тем, что он снабжен плавающими узлами, служащими для самоустановки пуансонов и/или матриц, размещенными в верхней и нижней частях соответственно, каждый из которых выполнен в виде промежуточной плиты с пазом, опоры, размещенной в пазу упомянутой промежуточной плиты с возможностью качания, и подпятников, размещенных на опоре и взаимодействующих с матрицами и пуансонами соответственно.
2. Штамп по п.1, отличающийся тем, что использован плавающий узел только для самоустановки матриц.
| Штамп для пробивки в детали отверстий на разных уровнях | 1980 |
|
SU946729A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1973 |
|
SU505469A1 |
| DE 19941218 А1, 07.12.2000 | |||
| JP 2001025829 А1, 30.01.2001. | |||

