В известных штамнах для нробивки отверстий, имеющих матрицы с коническими рабочими частями, при нерешлифовке матрицы увеличивается зазор между пуансоном и матрицей, в результате чего ухудшается качество штампуемых деталей и происходит быстрый износ рабочих частей штампа.
В предложенном штампе конструктивное выполнение матрицы и пуансона обеспечивает повышение стойкости штампа при пробгЕвке отверстий в тонколистовой стали с большим содержанием кремния, в связи с тем, что при восстановлении изношенных пуансона и матрицы сохраняют постоянный зазор между ними. Для этого конус матрицы выполнен с размерами, находящимися в поле допуска штампуемой детали, а рабочая часть пуансона выполнена с такой же конусностью, как матрица. Причем матрица и пуансон обращены друг к другу меньшими основаниями.
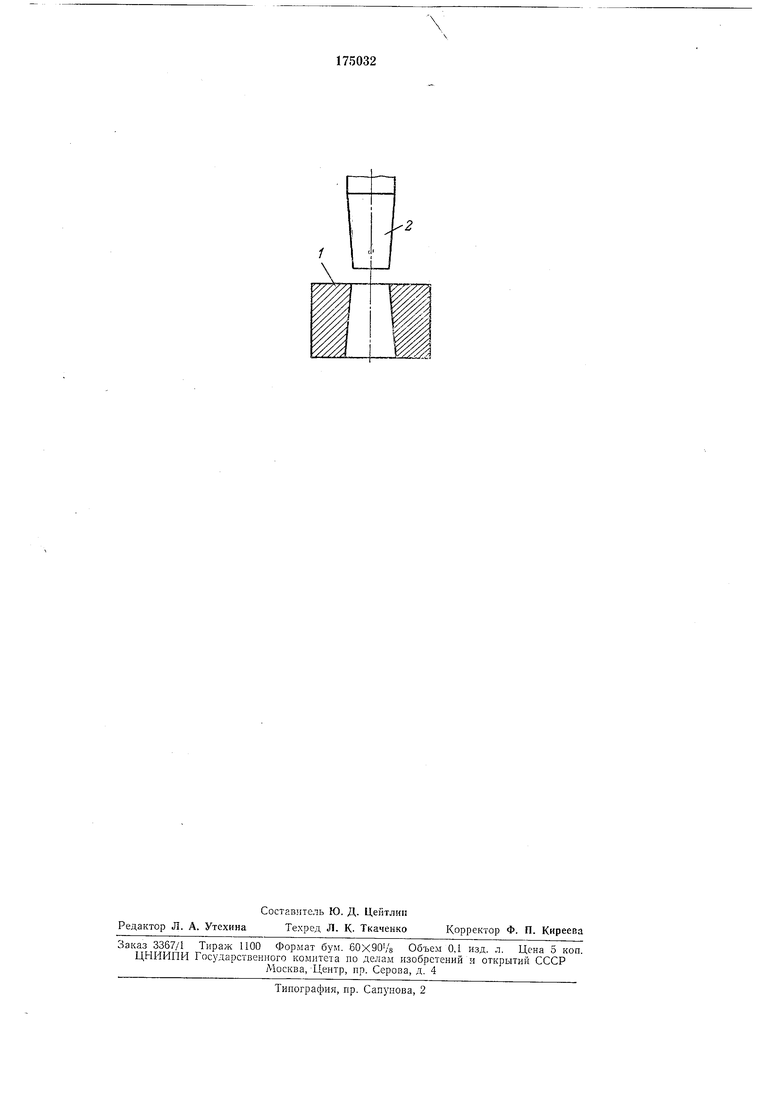
На чертеже изображены матрица / и пуансон 2.
Матрица имеет рабочую поверхность, выиолненную в виде конуса, расширяющегося киизу, и имеющего размеры, но всей длине конуса находящиеся в пределах поля допуска штампуемой детали. Пуансон имеет рабочую поверхность с той же конусностью, причем он выполнен расширяющимся кверху.
Предмет изобретения
10
Штамп для пробивки отверстий в тонколистовой стали толщиной, например 1 мм, с большим содержанием кремния, имеющий матрицу с конической рабочей частью, отличающийся тем, что, с целью повышения стойкости штамиов, конус матрицы выполнен с размерами, находящимися в иоле допуска штампуемой детали, а рабочая часть пуансона также выполнена в виде конуса, имеющего такой
же угол наклона, как угол матрицы, причем матрица и пуансон обращены друг к другу меньшими основаниями.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ЛАРИНА ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ | 1995 |
|
RU2129930C1 |
| СПОСОБ ОБРАБОТКИ КОНЦОВ ТРУБ ДЛЯ СОЕДИНЕНИЙ ТРУБОПРОВОДОВ И ШТАМП, ИСПОЛЬЗУЕМЫЙ В ЭТОМ СПОСОБЕ | 2002 |
|
RU2222404C2 |
| Устройство для разделительных операций эластичной средой | 1991 |
|
SU1811943A1 |
| "Узел закрепления или направленияРАбОчиХ иНСТРуМЕНТОВ шТАМпА | 1977 |
|
SU837490A1 |
| СПОСОБ ШТАМПОВКИ ШАРОВОГО ПАЛЬЦА | 1999 |
|
RU2138360C1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ФИГУРНЫХ КОНИЧЕСКИХ ДЕТАЛЕЙ | 1993 |
|
RU2065793C1 |
| СПОСОБ ШТАМПОВКИ ТОНКОСТЕННЫХ КОЛЬЦЕВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2428271C2 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК С БОКОВЫМИ ПАТРУБКАМИ | 1991 |
|
RU2021067C1 |
| Универсальный штамп для вырезки прямоугольных пазов | 1978 |
|
SU774702A1 |
| Способ вырезки деталей из листовых заготовок и штамп для его осуществления | 1986 |
|
SU1470394A1 |