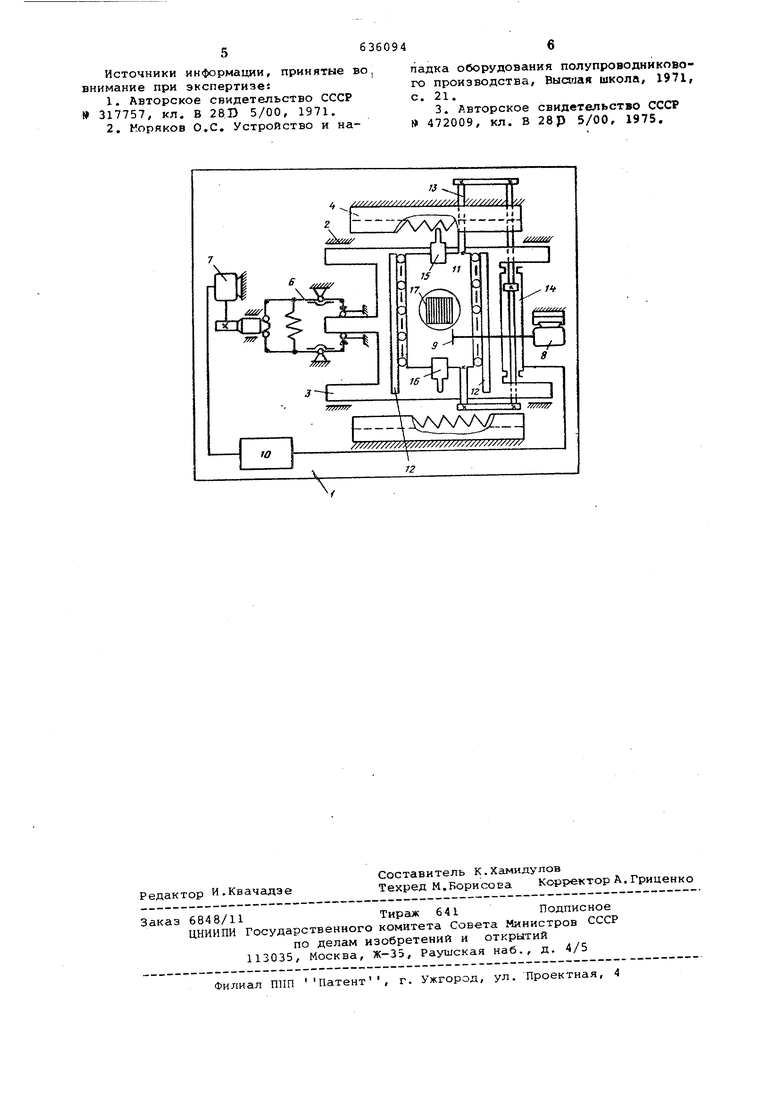
Изобретение относится к станкостроению, а именно к оборудованию для прецизионной резки заготовок дра гоценных камней, и может быть исполь зовано в полупроводниковой промышлен нрсти для разрезки заготовок из полу проводниковых материалов, сапфиров, керамики и т.п. на пластины (кристал лы) различными режущими инструментами. Известен станок для резки изделий из керамических материалов, содержащий отрезной круг, раму с закрепленными на ней направляющими круглого сечения и установленную на них карет ку 1. Этот станок не обеспечивает высокой точности распределения шага и не может работать в автоматическом режиме. Известен станок для резки твердых материалов кольцеобразной пилой, который состоит из станины, шпинделя с головкой, привода, а подача в нем осуществляется посредством ходового винта, вращение на который передается через редуктор 2. Такая система не может обеспечить прецизионной точности распределения шага в виду большой накопленной ошиб ки из-за зазора в редукторе и узле, связанном с ходовым винтом. Известен станок для прецизионной резки заготовок, содержащий установленную в поперечных направляющих станины державку, несущую стол для крепления разрезаемой заготовки, на котором закреплена пята, штангу с клином, установленную на станине и привод продольного перемещения стола 3 . Недостатком указанного станка является его малая производительность и невозможность обеспечения прецизионной точности в распределении пазов по длине заготовки. Последний из указанных станков является более близким к изобретению. Целью изобретения является повышение производительности и точности реза за счет исключения накопленной ошибки шага. Указанная цель достигается тем, что в станке штанга неподвижно со-единена со станиной и снабжена дополнительными клиньями, образующими две расположенные друг против друга рейки с зубьями, грани которых выполнены с чередующимся углом наклона, стол снабжен дополнительной пятой, закрепленной на столе со стороны, противоположной расположению первой пяты, причем упомянутые рейки или пяты сто ла смещены относительно друг друга в направлении, параллельном поперечным направляющим державки, на половину шага расположения зубьев рейк.и. Такая конструкция станка позволяет резку заготовок в автоматическом режиме работы станка с погрешностью в шаге, зависящей только лишь от точ ности изготовления рейки с зубьями (рейки-копира). На чертеже представлена принципиальная схема станка. На станине 1 неподвижно установлены параллельно друг другу направляющие 2 державки 3, рейка 4 с зубья ми и рейка 5 с зубьями установлены параллельно направляющим 2, тормоз б державки 3, привод 7 тормоза б, привод 8 механизма подачи режущего инструмента 9 на глубину резания и блок управления 10. Механизм продольной и поперечной подачи включает державку 3, установленную в направляющих 2 и несущую на себе каретку 11 в направляющих 12, неподвижно закрепленных на державке 3 перпендикулярно направляющим 2. Тяга 13 связывает привод 14 механизма продольной и поперечной подачи с кареткой 11, причем привод 14 закреплен неподвижно на державке 3 и может быть выполнен в виде гидропривода . Пяты 15 и 16 каретки 11 и впадины между зубьями реек 4 и 5 определяют перемещение державки 3 вместе с кареткой 11 на заданную величину шага Рейки либо пяты на каретке смещены относительно друг друга на половину шага в направлении шагового перемеще ния . Величина поперечной подачи карет ки 11 на шаг равна.половине расЪтоя ния между двумя соседними впадинами зубьев рейки. Профиль впадины между зубьями рейки выполнен таким образом что левая грань впадины имеет угол подъема меньше угла правой грани для того, чтобы избежать контакта пяты 15 (или 16) каретки 11с кромкой вершины зуба рейки 4 (или 5 и обеспечить надежное вхождение в контакт пяты каретки 11 с одной из граней очередной впадины. Тормоз б служит для периодического торможения державки 3 по команде от блока управления 10. Регулирование силы резания и обес печение надежного контакта пят 15 и 16 со впадинами реек 4 и 5 осуществляется с помощью привода 14 каре ки 11 от блока управления 10. Механизм 8 подачи на глубину резания режущего инструмента 9 может быть выполнен в виде суппорта с приводом от руки. Станок для прецизионной резки заготовок работает следующим образом. Привод 14 механизма продольной и поперечной подачи через тягу 13 сообщает каретке 11 поступательное перемещение, например вверх, в направляющих 12, установленных на державке 3 до контакта пяты 15 каретки 11 с левой гранью впадины рейки 4, при этом тормоз б расторможен и дает возможность державке 3 перемещаться в направляющих 2 на шаг при скольжении пяты 15 по грани впадины. После того, как пята 15 кагатки 11 расклинит впадину рейки 4, подается команда с помощью блока управления 10 на привод 7 тормоза 6 и происходит торможение державки 3, а затем реверсирование привода 14. Каретка 11 перемещается вниз и происходит резка заготовки, закрепленной на предметном столе 17 каретки 11, после чего блок управления 10 подает команду на растормаживание державки 3 и цикл повторяется. Изобретение позволяет получить большой технико-экономический эффект. При высокой точности распределения пазов по длине заготовки производительность станка повышается почти в два раза, что является существенным в условиях массового производства. Формула изобретения Станок для прецизионной резки заготовок, содержащий установленную в поперечных направляющих станины державку, несущую стол для крепления разрезаемой заготовки, на котором закреплена пятар штангу с клином, установленную на станине, привод продольного перемещения стола, отличающийся тем, что, с целью повышения производительности и точности реза за счет искпючения накопленной ошибки шага, штанга неподвижно соединена со станиной и снабжена дополнительными клиньями, образующими две расположенные друг напротив друга рейки с зубьями, грани которых выполнены с чередующимся углом наклона, стол снабжен дополнительной пятой, закрепленной на столе со стороны, противоположной располо жению первой пяты, причем упомянутые рейки или пяты стола смещены друг относительно друга в направлении, параллельном поперечным направляющим державки, на половину шага расположения зубьев рейки.
Источники информации, принятые во, внимание при экспертизе:
1.Авторское свидетельство СССР 317757, кл. В 28.D 5/00, 1971.
2,Моряков О.С, Устройство и нападка оборудования полупроводникового производства. Высшая школа, 1971, с. 21.
3. Авторское свидетельство СССР 472009, кл. В 28Р 5/00, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для прецизионной прорезки заготовок | 1978 |
|
SU747730A1 |
| Станок для прецизионной резки заготовок | 1975 |
|
SU695832A1 |
| Станок для прецизионной резки пластин | 1973 |
|
SU472009A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| СТАНОК ДЛЯ СБОРКИ И РЕЗКИ ВИКЕЛЕЙ НА ЗАГОТОВКИ, НАПРИМЕР КЛИНОВЫХ РЕМНЕЙ | 1965 |
|
SU176384A1 |
| Станок для гибки змеевиков | 1986 |
|
SU1400714A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1997 |
|
RU2123915C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ОЦИЛИНДРОВАННЫХ БРЕВЕН И ПРОФИЛЬНОГО БРУСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2366570C1 |
| СТАНОК ДЛЯ ГИБКИ ИЗДЕЛИЙПРОКАТА | 1971 |
|
SU320326A1 |
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ И МЕТАЛЛА | 1992 |
|
RU2050227C1 |
1Лх/ ЛЛАДП
////////////у//////////////////////////
12
