1
Изобретение относится в станкам прецизионной резки и может быть использовано при распиловке заготовок драгоценных камней и в полупроводниковой промышленности для разрезки и прорезки заготовок из кремния, гермапия, сапфира, керамики и т. п. на пластины («кристаллы) различным режущими инструментами.
Известны станки для прецизионной .резкрг. содержащие станину, шпиндель, несущий режу1дий инструмент, предметный стол, привод, механизмы продольной и поперечной подачи стола. Однако такие станки имеют малую точность поперечной подачи на шаг, не обеспечивают профильной обработки заготовок г: работы в автоматическом цикле.
Целью изобретения является повышение точности поперечного перемещения стола :-;а заданный шаг и автоматизация станка.
Это достигается тем, что механизм поперечной подачи выполнен в виде щтанги с клином и упором, и державки, причем штанга и державка снабжена тормозами, выполненными в виде листовых пружин с фрикиконными накладками.
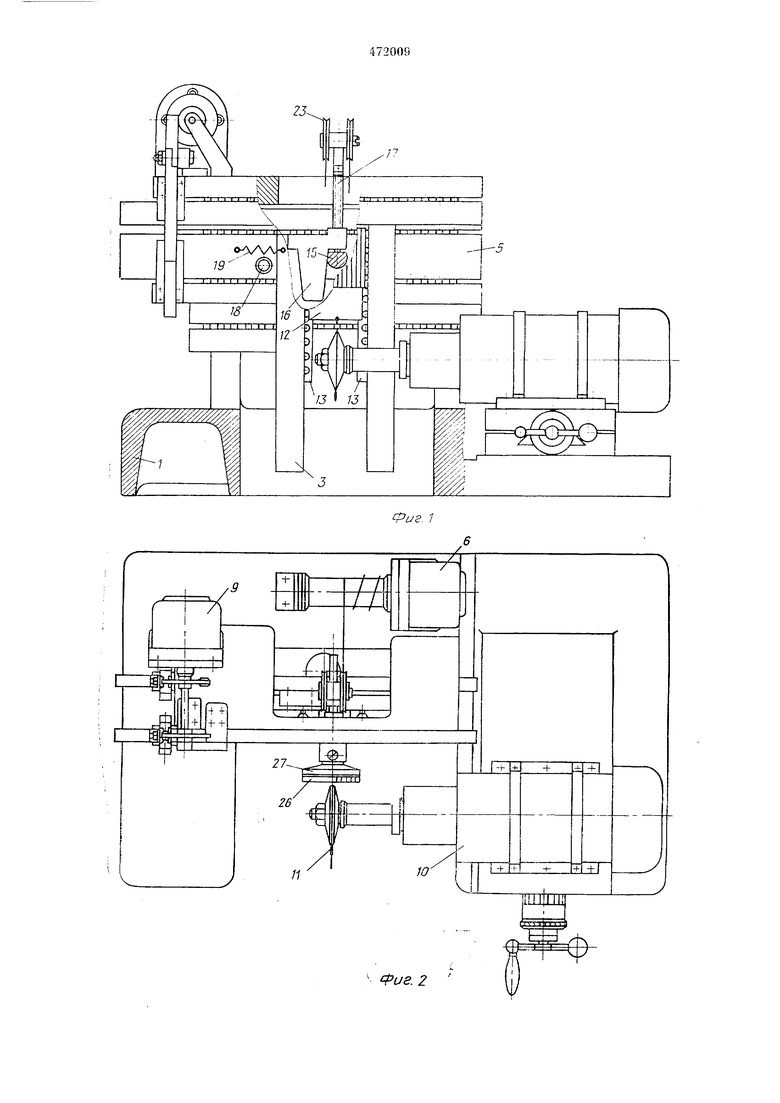
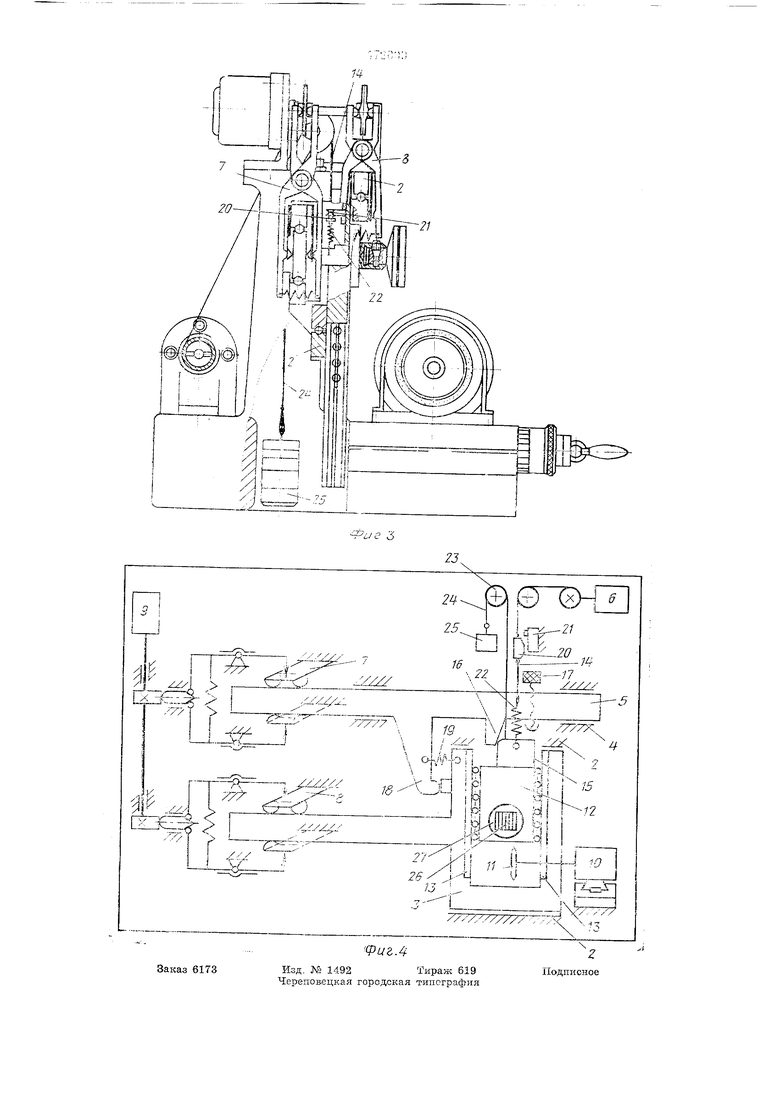
На фиг. 1 изображен описываемый станок, вид спереди; на фиг. 2 - то же, вид сверху; на фиг. 3 - то же. вид слева; на фиг. 4 - принципиальная схема станка.
На станине 1 неподвнл но установлены параллельно одна другой направляющие 2 державки 3 н направляющие 4 штанги 5, призод 6 механизма продольной и поперечной подачи, тормоз 7 штанги 5, тормоз 8 державки 3, привод 9 тормозов, привод 10 механизма подачи режущего инструмента 11 на глубину резания, блок управления (на чертежах не показан).
Механизм продольной и поперечной подачи включает в себя державку 3, установленную в направляющих 2 и несущую на себе каретку 12 в направляющих 13. неподвижно закрепленных на державке 3 перпендикулярно направляющим 2 п 4. Тяга 14 связывает призод 6 механизма продольной и поперечной подачи с кареткой 12. Пята 15 каретки 12 и клин 16 с упором 17, закрепленные на штанге 5, определяют перемещение державки 3 с кареткой 12 на заданную величину шага.
Упор 17 может быть регулируемым п служить для тонкой настройки подачи на щаг. Фиксатор 18 определяет исходное положение штанги 5 относительно державки 3 с помощью пружипь 19.
Тор.моз 7 служит для периодического торможения штанги 5, а тормоз 8 - державки 3.
На тяге 14 закреплены кулачок 20 управления путевым переключателем 21. связанный с блоком управления, и пружина 22. служащая для предотвращения деформации упора 17 и поддержания силового контакта между пятой 15 и упором 17.
Мехавиз, регулирования силы резания включает в себя ролик 23, установленный на станине 1, через который перекинута гибкая тяга 24, связывающая каретку 12 с противовесом 25.
Механизм подачи режущего инструмента 11 на глубину резания выполнен в виде суппорта с приводом от руки.
Станок для прецизионной резки заготовок работает следуюии м образом.
Привод 6 механизма продольной и поперечной подачи через гибкую тягу 14 и пружину 22 сообщает находящейся в нижнем положении каретке 12 поступательное перемещение вверх по направляющим 13, уст;п овленн1л па 3, до контакта няты 15 с клином 16, при этом тормоз 7 фиксирует по.южение щтанги 5, а тормоз 8 дает возможность державке 3 перемещаться в направляюнднх 2 на щаг при скольжении пяты 15 каретки 12 по клину 16 щтанги 5.
Величина щага задается гео.метрней к/пша и положением упора 17 щтанги 5 относительно пяты 15 каретки 12.
Кулачок 20 управления путевым переключателем 21, закрепленный на гибкой тяге 14, подает команду на блок управления.
Блок управления дает команду lia останов привода 6 и на привод 9 тормозов 7 и 8, последние затормаживают державку 3 и И- тангу 5, и только после этого блок управления подает команду на реверсирование привода 6.
Гибкая тяга 14, разматываясь с заданной
скоростью, позволяет каретке 12 под действием собственного веса и противовеса 25, определяющего усилие резания и связанного с кареткой через ролик 23 и гибкую тягу 24, плавно опускаться вниз. При этом пята 15 находится в контакте с клином 16 за счет пружины 19, растянутой на величину с.мещения державки 3, до плавного силового замыкания фиксатора 18 штанги 5 с державкой 3, после чего заготовка 26, закрепленная на предметном столе 27, входит в контакт с режущим инструментом 11. При достижении предметным столом 27 необходимой величины перемеидения подается команда на блок уп)авлен11Я, а блок управления - на привод 9 тормозов для затормаживания штанги 5 и растор.маживания державки 3, а затем на реверсирование привода 6. и ЦИК,- повторяется.
Реверсирование перемещения на величину Hiara предметного стола 27 осун1.ествляется изменением последовательности включения тормозов 7 и 8 на обратную с помон1ью блока правления.
Предмет и з о б р е т е н и я
Станок для прецизионной резки заготовок, содержащий станину, шпиндель, режущий инструмент, предметный стол, привод, механизмы продольной и ноперечной подачи стола, ог.тчаюшпйся тем, что, с целью повьпнеиия точности поперечного перемещения стола на заданный Hiar и автоматизации станка, механизм поперечной подачи выполнен в виде штанги с клином и упоро, и державки, причем н державка снабжена тормозами, выполненными в виде листовых пружин с фрикционными накладками.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для прецизионной резки заготовок | 1975 |
|
SU695832A1 |
| Станок для прецизионной резки заготовок | 1975 |
|
SU636094A1 |
| Станок для прецизионной прорезки заготовок | 1978 |
|
SU747730A1 |
| Установка для нанесения растрового рельефа на матрицу | 1972 |
|
SU568929A1 |
| Станок для гибки змеевиков | 1986 |
|
SU1400714A1 |
| КОМБИНИРОВАННЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2044627C1 |
| Станок для обработки концов деревянных вагонных стоек | 1982 |
|
SU1074718A1 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1994 |
|
RU2064860C1 |
| Линия для сборки под сварку и сварки плоских каркасов из продольных и поперечных стержней | 1981 |
|
SU979060A1 |
| Станок для обработки концов деревянных вагонных стоек | 1983 |
|
SU1142280A1 |
tfue. 2
