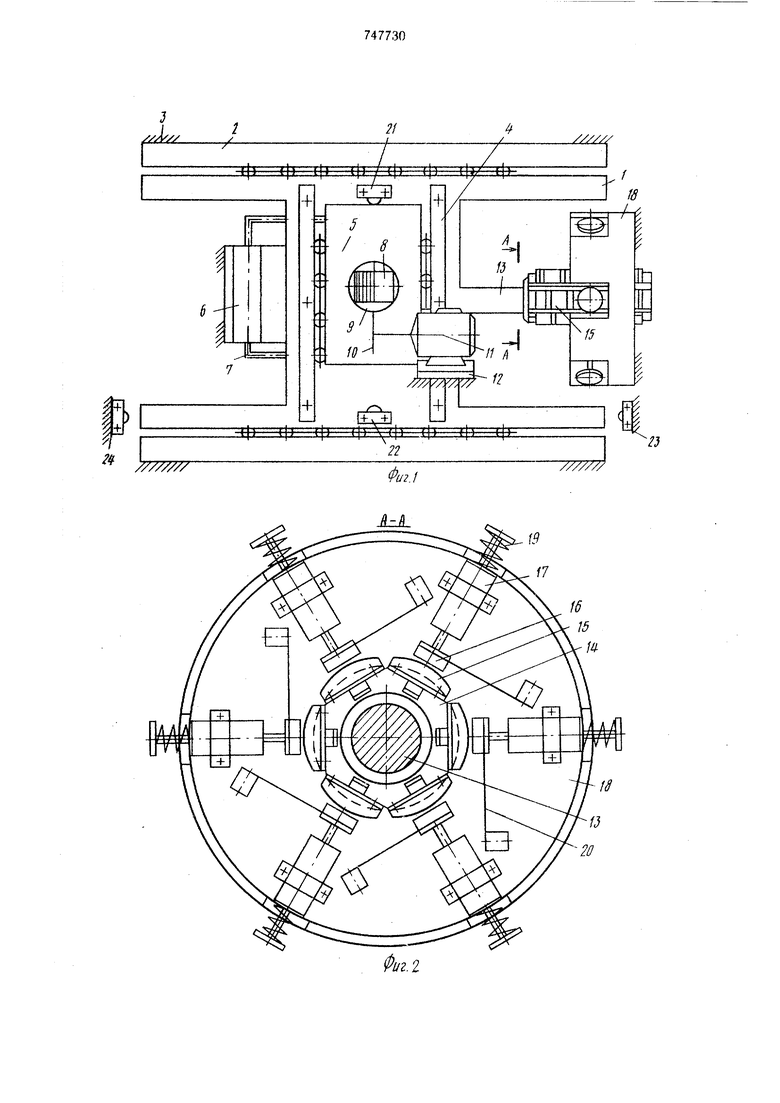
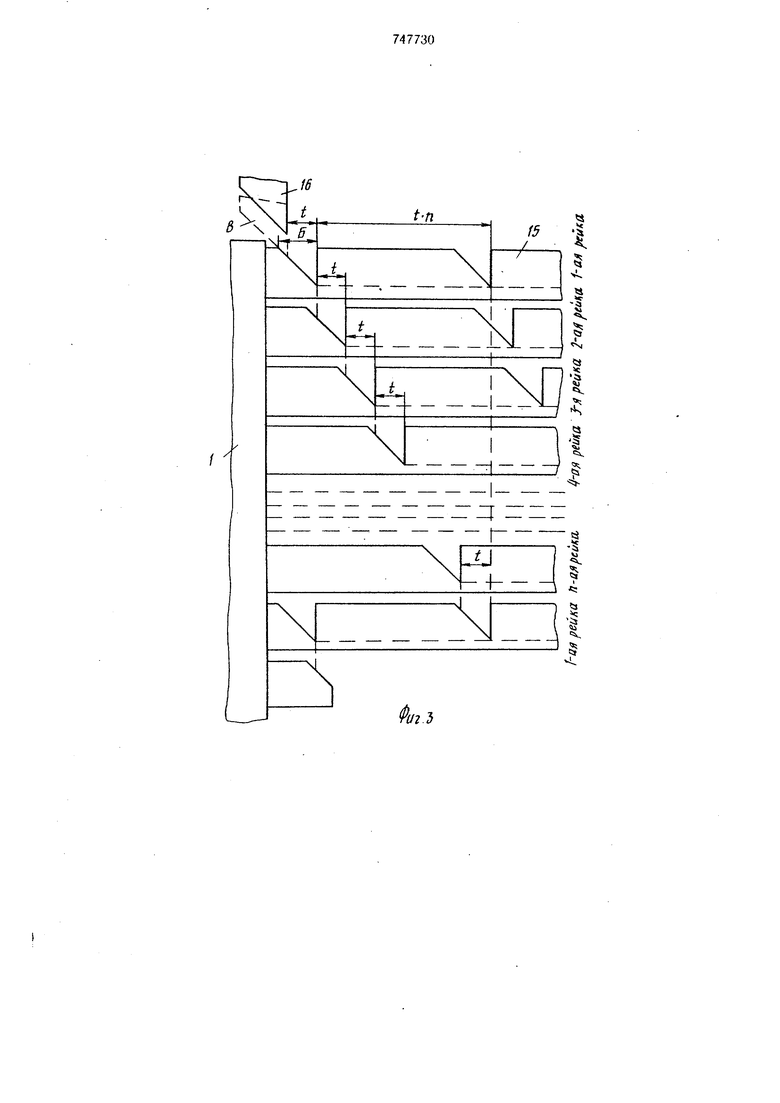
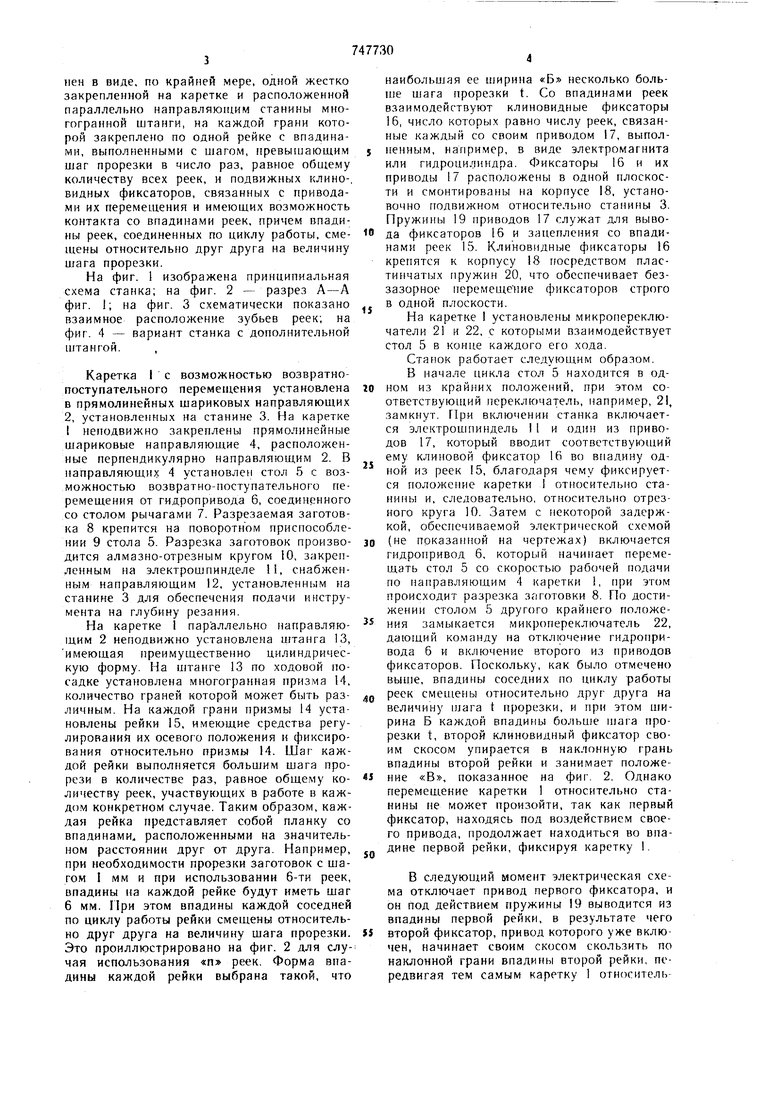
Изобретение относится к области обработки материалов и, в частности, к устройствам для прецизионной резки пластин из хрупких материалов. Известен станок для прецизионной резки заготовок, содержащий установленную в продольных направляющих станины каретку, имеющую поперечные направляющие, в которых установлен стол для закрепления разрезаемых заготовок, привод рабочей пода.чи стола, штангу с клиньями, имеющую возможность перемешаться продольно при взаимодействии клиньев штанги с пятами стола 1. Недостатком известного стока является малая точность в распределении пазов при прорезке их по длине заготовки, т. е. в этом станке появляется накопленная погрешность щага. Наиболее близким техническим решением из известных является станок для прецизионной прорезки заготовок, содержащий установленную в продольных направляющих станины каретку, имеющую поперечные направляющие, в которых установлен/ стол для закрепления разрезаемых заготовок, привод рабочей подачи стола и реечно клиновой механизм продольного перемещения каретки на шаг прорезки (2|. Недостатком известного технического решения является трудность обеспечения высокой надежности работы станка при прорезке заготовок с мелкими шагами. Это связано с тем, что при шагах, например, менее 1 мм клин не может быть практически выполнен с достаточной жесткостью и требуется сложная система обеспечения контакта между упорами и зубьями реек-копиров. Рейки с шагами менее I мм практически не могут использоваться для передвижения каретки с заготовкой на шаг прорезки, и ее надежного фиксирования. Цель изобретения - повышение надежности и точности прорезки пазов с мелкими шагами менее I мм. Для достижения поставленной цели в станке для прецизионной прорезки заготовок, содержащем установленную в продольных направляющих каретку, имеющую поперечные направляющие, в которых установлен стол для закрепления заготовок,привод рабочей подачи стола и реечно-клиновой механизм продольного перемещения каретки на таг прорезки, последний выполпен в виде, по крайней мере, одной жестко закрепленной на каретке и расположенной параллельно направляющим станины многогранной штанги, на каждой грани которой закреплено по одной рейке с впадинами, выполненными с шагом, превы иающим шаг прорезки в число раз, равное общему количеству всех реек, и подвижных клино-. видных фиксаторов, связанных с приводами их перемещения и имеющих возможность контакта со впадинами реек, причем впадины реек, соединенных по циклу работы, смещены относительно друг друга на величину шага прорезки. На фиг. 1 изображена принципиальная схема станка; на фиг. 2 - разрез А-А фиг. 1; на фиг. 3 схематически показано взаимное расположение зубьев реек; на фиг. 4 - вариант станка с дополнительной штангой. Каретка I с возможностью возвратнопоступательного перемещения установлена в прямолинейных шариковых направляющих 2, установленных на станине 3. На каретке I неподвижно закреплены прямолинейные шариковые направляющие 4, расположенные перпендикулярно направляющим 2. В направляющих 4 установлен стол 5 с возможностью возвратно-поступательного перемещения от гидропривода б, соединенного со столом рычагами 7. Разрезаемая заготовка 8 крепится на поворотном приспособлении 9 стола 5. Разрезка заготовок производится алмазно-отрезным кругом 10, закрепленным на электрощпинделе 11, снабженным направляющим 12, установленным на станине 3 для обеспечения подачи инструмента на глубину резания. На каретке 1 параллельно направляющим 2 неподвижно установлена штанга 13, имеющая преимущественно цилиндрическую форму. На штанге 13 по ходовой посадке установлена многогранная призма 14, количество граней которой может быть различным. На каждой грани призмы 14 установлены рейки 15, имеющие средства регулирований их осевого положения и фиксирования относительно призмы 14. Шаг каждой рейки выполняется большим шага прорези в количестве раз, равное общему количеству реек, участвующих в работе в каждом конкретном случае. Таким образом, каждая рейка представляет собой планку со впадинами., расположенными на значительном расстоянии друг от друга. Например, при необходимости прорезки заготовок с щагом I мм и при использовании 6-ти реек, впадины на каждой рейке будут иметь шаг 6 мм. При этом впадины каждой соседней по циклу работы рейки смещены относительно друг друга на величину шага прорезки. Это проиллюстрировано на фиг. 2 для случая использования «п реек. Форма впадины каждой рейки выбрана такой, что наибольшая ее ширина «Б несколько больше шага прорезки t. Со впадинами реек взаимодействуют клиновидные фиксаторы 16, число которых равно числу реек, связанные каждый со своим приводом 17, выполненным, например, в виде электромагнита или гидроцилиндра. Фиксаторы 16 и их приводы 17 расположены в одной плоскости и смонтированы на корпусе 18, установочно подвижном относительно станины 3. Пружины 19 приводов 17 служат для вывода фиксаторов 16 и зацепления со впадинами реек 15. Клиновидные фиксаторы 16 крепятся к корпусу 18 гюсредством пластинчатых пружин 20, что обеспечивает беззазорное перемещеиие фиксаторов строго в одной плоскости. На каретке 1 установлены микропереключатели 21 и 22, с которыми взаимодействует стол 5 в конце каждого его хода. Станок работает следующим образом. В начале 1икла стол 5 находится в одном из крайних положений, при этом соответствующий переключатель, например, 21, замкнут. При включении станка включается электрошпиндель 1 1 и оди1 из приводов 17, который вводит соответствующий ему клиновой фиксатор 16 во впадину одной из реек 15, благодаря чему фиксируется положение каретки 1 относительно станины и, следовательно, относительно отрезного круга Ш. Затем с некоторой задержкой, обеспечиваемой электрической схемой (не показанной на чертежах) включается гидропривод 6, который начинает перемещать стол 5 со скоростью рабочей подачи по направляющим 4 каретки i, при этом происходит разрезка заготовки 8. По достижении столом 5 другого крайнего положения замыкается микропереключатель 22, дающий команду на отключение гидропривода 6 и включение второго из приводов фиксаторов. Поскольку, как было отмечено выше, впадины соседних по циклу работы реек смещены относительно друг друга на величину шага t прорезки, и при этом ширина Б каждой впадины больше шага прорезки t, второй клиновидный фиксатор своим скосом упирается в наклонную грань впадины второй рейки и занимает положение «В, показанное на фиг. 2. Однако перемещение каретки 1 относительно станины не может произойти, так как первый фиксатор, находясь под воздействием своего привода, продолжает находиться во впадине первой рейки, фиксируя каретку 1. В следующий момент электрическая схема отключает привод первого фиксатора, и он под действием пружины 19 выводится из впадины первой рейки, в результате чего второй фиксатор, привод которого уже включен, начинает своим скосом скользить по наклонной грани впадины второй рейки, передвигая тем самым каретку 1 относительно отрезного круга 10 на шаг t прорезки и фиксируя ее в этом положении. Затем с некоторой задержкой, обеспечиваемой электрической схемой, включается гидропривод 6 и начинается движение стола 5 в обратном направлении и происходит вторая прорезка. Цикл повторяется, причем после каждого хода стола 5 в работу вступает следующий по циклу работы фиксатор, взаимодействующий с соответствующей рейкой.
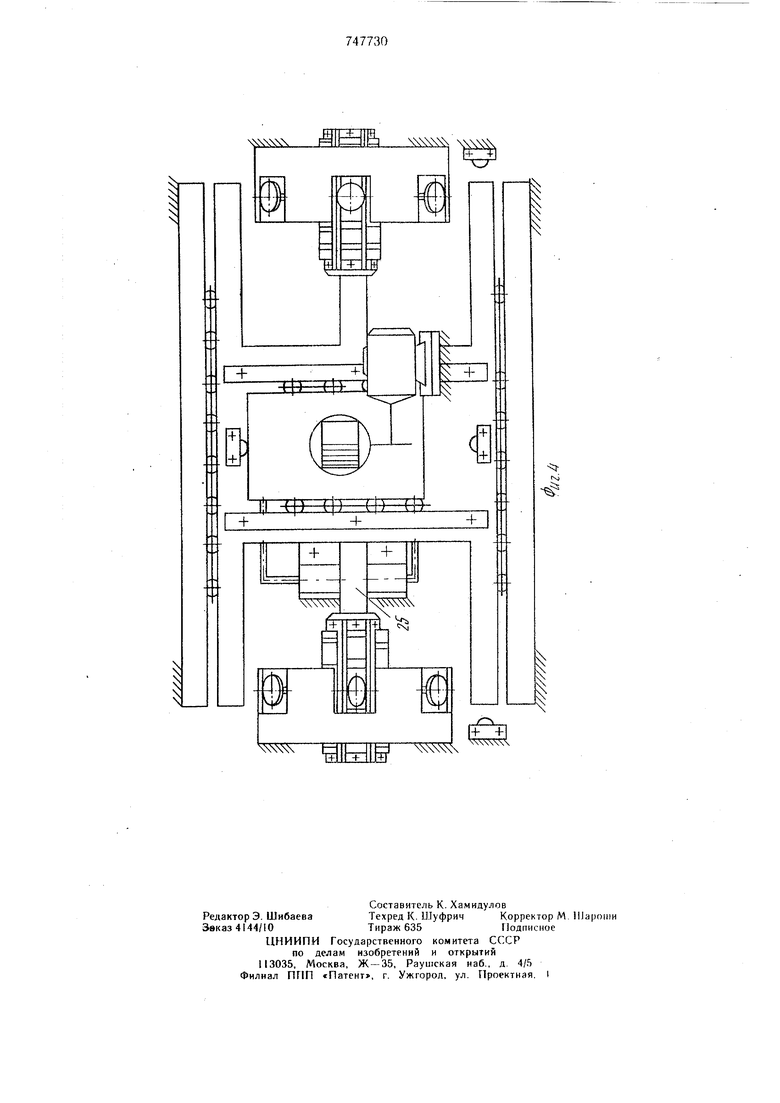
В процессе прорезки заготовки 8 каретка 1 периодически перемещается на щаг прорезки по направляющим 2 и в конце процесса замыкает один из микропереключателей 23. 24, в результате чего отключается гидропривод 6 и приводы 17. Каретка 1 вручную возвращается в исходное положение и на приспособление 9 стола 5 устанавливается новая деталь. В работе станка может участвовать различное количество реек в зависимости от решаемой задачи. В некоторых случаях для прорезки заготовок с особо мелкими шагами для надежного фиксирования кареткн может потребоваться одновременно 20- 30 реек. Для того, чтобы разместить на станке такое количество реек необходимо увеличить количество граней призмы 14 или установить на каретке 1 дополнительные П1танги с рейками и комплектами фиксаторов. В показанном на фиг. 2 конструктивном положении рейки 15 выполнены как часть цилиндрической поверхности, а призма 14 установлена на штанге 13 по ходовой посадке и несет средство фиксирования ее углового положения. При износе граней впадин реек призма 14 расфиксируется и поворачивается относительно штанги 13 на небольшой угол и, таким образом, с фиксаторами 16 будут взаимодействовать новые участки граней впадин реек 15. В варианте конструкции станка, показанном на фиг. 4, на каретке 1 установлена дополнительная штанга 25. Эта штанга может использоваться как для простого увеличения числа участвующих в работе реек, так и для сообщения каретке I периодического движения на шаг в обратном направлении. В последнем случае, рейки, установленные на штанге 25, должны иметь впадины, расположенные зеркально симметрично впадинам реек на штанге 13. Фиксаторы могут вступать в контакт с рейками в различном порядке: могут сначала работать рейки одной штанги, потом втором,а могут
работать поочередно то одной, то другой щтанг. При этом главным условием остается то, что впадины соседних по циклу работы реек должны быть смещены относительно друг друга на величину тага прорезки.
Описанный станок позволяет избежать накопленной ощибки шага прорезки за счет использования реечного механизма деления на шаг и обеспечить надежное деление и фиксацию каретки при прорезке заготовок с мелкими тагами. Погрешность шага прорезки будет зависеть только от точности изготовления peek.
Станок позволяет выполнять высокопроизводительную прорезку пазов с мелкими шагами при высокой точности распределения пазов по длине заготовки, что позволяет расширить технологические возможности станков такого типа. Формула изобретения Станок для прецизионной прорезки заготовок, содержащий установленную в продольных направляющих станины каретку, имеющую поперечные направляющие, в которых установлен стол для закрепления заготовок, привод рабочей подачи стола и реечно-клиновой механизм продольного перемещения каретки на шаг прорезки, отличающийся тем, что, с целью повышения точности при прорезке заготовок с мелкими шагами менее 1 мм, реечно-клиновой механизм выполнен в виде, по крайней мере, одной жестко закрепленной на каретке и расположенной параллельно направляющим станины многогранной штанги, на каждои грани которой закреплено по одной рейке со впадинами, выполненными с тагом, превышающим шаг прорезки в число раз, равное общему количеству всех реек, и подвижных клиновидных фиксаторов, связанных с приводами их перемещения, и имеющих возможность контакта со впадинами реек, причем впадины реек, соседних по циклу работы, смещены относительно друг друга на величину шага прорезки. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР по заявке № 2110295/29-33, кл. В 28 D 5/02, 05.03.75. 2.Авторское свидетельство СССР по заявке № 2110296/29-33, кл. В 28 D 5/02, 05.03.75 (прототип). ////////
////// ///////
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для прецизионной резки заготовок | 1975 |
|
SU636094A1 |
| Донносшивной станок | 1990 |
|
SU1764999A2 |
| Станок для прецизионной резки заготовок | 1975 |
|
SU695832A1 |
| Станок для прецизионной резки пластин | 1973 |
|
SU472009A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1997 |
|
RU2123915C1 |
| Станок для изготовления заготовок спичечных коробков и древесного шпона | 1976 |
|
SU571380A1 |
| Линия для изготовления доньев бочек | 1983 |
|
SU1147566A1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ НАСТОЛЬНЫЙ КОМБИНИРОВАННЫЙ СТАНОК | 1992 |
|
RU2015877C1 |
| Вертикально-протяжной станок для обкаточного протягивания шестерен | 1948 |
|
SU117298A1 |