(54) СТАНОК ДЛЯ ПРЕЦИЗИОННОЙ РЕЗКИ ЗАГОТОВОК
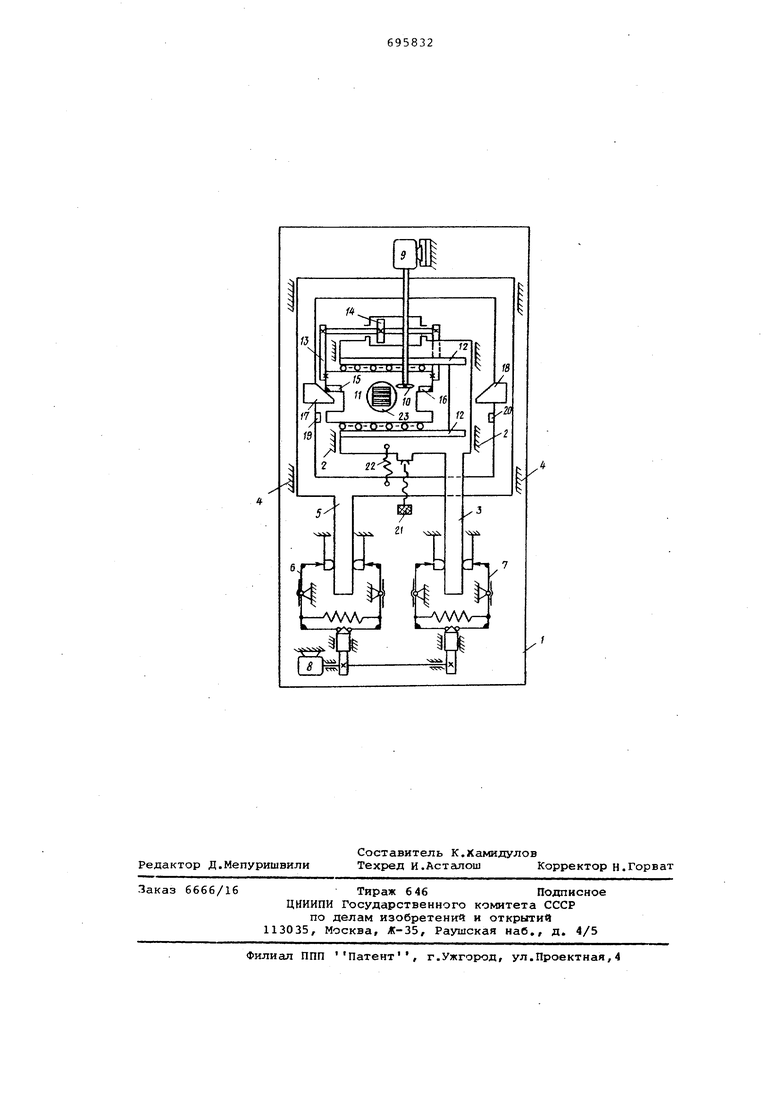
несущую на себе каретку 11 в направляющих 12, неподвижно закрепленных на державке 3 перпендикулярно направляющим 2 и 4. Тяги 13 связывают привод 14 механизма продольной и поперечной подачи с кареткой 11, причем привод 14 неподвижно закреплен на державке 3 и может быть выполнен в виде гидроцилиндра.
Пяты 15 и 16 каретки 11 и клинья 17 и 18 с фиксаторами 19 и 20,закрепленные на штанге 5, определяют перегмёщение державки 3 с кареткой 11 на заданную величину. Величина поперечной подачи стола на щаг задается ре;гулируемым упором 21к геометрией клиньев 17 и 18. Пружина 22 служит для поддержания кинематической связи штанги 5 с державкой 3. Тормоз 6 служит для периодического торможения штанги 5, а тормоз 7 для периодического торможения державки 3„
Регулирование силы резания и о6б спёчение наделсного контакта пят 15 i-i 16 с фиксаторами 19 и 20 осугдествляется с помощью привода 14 каретки 1.1
Механизм подачи на глубину реза-нця 9 режущего инструмента 10 может, бать выполнен в виде суппорта с приводом от руки.
Станок для прецизионной резки заготовок работает следующим образом,,
Привод 14 механизма продольной и поперечной подачи через тяги 13 сообщает каретке 11 поступательное перемещение, например вправо, в направляющих 12, установленных на державке 3, до контакта пяты 16 каретки 11 с клином 8 штанги 5, при этом тормоз 6 фиксирует положение штанги 5, а тормоз 7 дает возможность державке 3 перемещаться в направляющих
2на шаг при скольжении пяты 16 по клину 18. После вхождения каретки II в контакт с фиксатором 20 штанги 5,,
с помощью блока управления (на рисунке не показан) подается команда на привод 8 тормозов 6 и 7. Происходи последовательное торможение державки
3с кареткой 11, растормаживание штанги 5 и реверс каретки 11.
Каретка перемещается влево, а штанга 5 плавно возвращается в исходное положение относительно державки 3 за счет контакта клина 18 штанги 5 с пятой 16 каретки 11 под воздействием пружины 22. Происходит обработка (разрезка или прорезка) заготовки закрепленной на предметном столе 23 каретки 11, после чего блок управления дает команду на затормаживание
штанги 5 и растормаживание державки 3 Цикл повторяется.
Реверсирование перемещения на величину шага предметного стола 23 осуществляется изменением последовательности включения тормозов 6 и 7 на обратную.
Привод, описанный в источнике (2 и включающий гибкие тяги,.противовесы, ролики и размещенный на станине, не может обеспечить подачу каретки с одинаковым усилием резания в обоих направлениях, т.е. в этом случае не будет обеспечена прецизионная обработка заготовок.
Предъявленным требованиям прецизионности будет соответствовать привод с минимальным количеством передаточных элементов, т.е. привод, размещенный непосредственно на державке Наиболее целесообразно использовать гидропривод.
Изобретение позволяет получить большой технико-экономический эффект При высокой точности шага резания, производительность станка повышается почти в двараза, что особенно важно в условиях массового производства и в условиях постоянной загрузки станк
Формула изобретения
1.Станок для прецизионной резки заготовок, содержащий установленную в поперечных направляющих станины державку, несущую стол для крепления разрезаемой заготовки, на которо закреплена пята, штангу с клином, установленную в поперечных направляюшкк станины, привод продольного перемещения стола и управляемые тормоз штанги и державки, о т л и ч а ющ и и с я тем, что, с целью повышения производительности, стол снабжен дополнительной пятой, закрепленной н столе со стороны, противоположной расположению первой пяты, а штанга снабжена дополнительным клином, распложенным напротив первого по другую сторону от стола.
2.Станок по п. 1, отличающийся тем, что привод продольного перемещения стола размещен на державке и выполнен гидравлическим.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 3J.7757, кл. В 28 D 5/00, 1971.
2.Авторское свидетельство СССР № 472009, кл. В 28 D 5/00, 1975(прототип) ,
W
T-U-O-LIJ
5 11
4
f7 ir .Л p-Q-o-o-o-P
-ллллл-т
-1
-J i /21
I i /
18
Л
M «
f2
I
I,
/
-АЛЛЛ-
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для прецизионной резки заготовок | 1975 |
|
SU636094A1 |
| Станок для прецизионной резки пластин | 1973 |
|
SU472009A1 |
| Станок для прецизионной прорезки заготовок | 1978 |
|
SU747730A1 |
| Установка для нанесения растрового рельефа на матрицу | 1972 |
|
SU568929A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| Многошпиндельный сверлильный станок | 1982 |
|
SU1041231A1 |
| Металлорежущий станок | 1984 |
|
SU1227367A1 |
| Станок для очистки листового проката | 1976 |
|
SU620294A1 |
| Станок для обработки внутренней поверхности остова бочки | 1986 |
|
SU1437228A1 |
| Хонинговальный станок для обработки цилиндрических поверхностей | 1986 |
|
SU1563951A2 |