предлагаемый способ шлифования кольцевых желобков, имеющих профиль эллиптической кривой, заключается в том, что при обработке на обычных жолобошлифовальных станках оси изделия и шлифовального круга смещают друг относительно друга в направлении, перпендикулярном к плоскости относительных качаний.
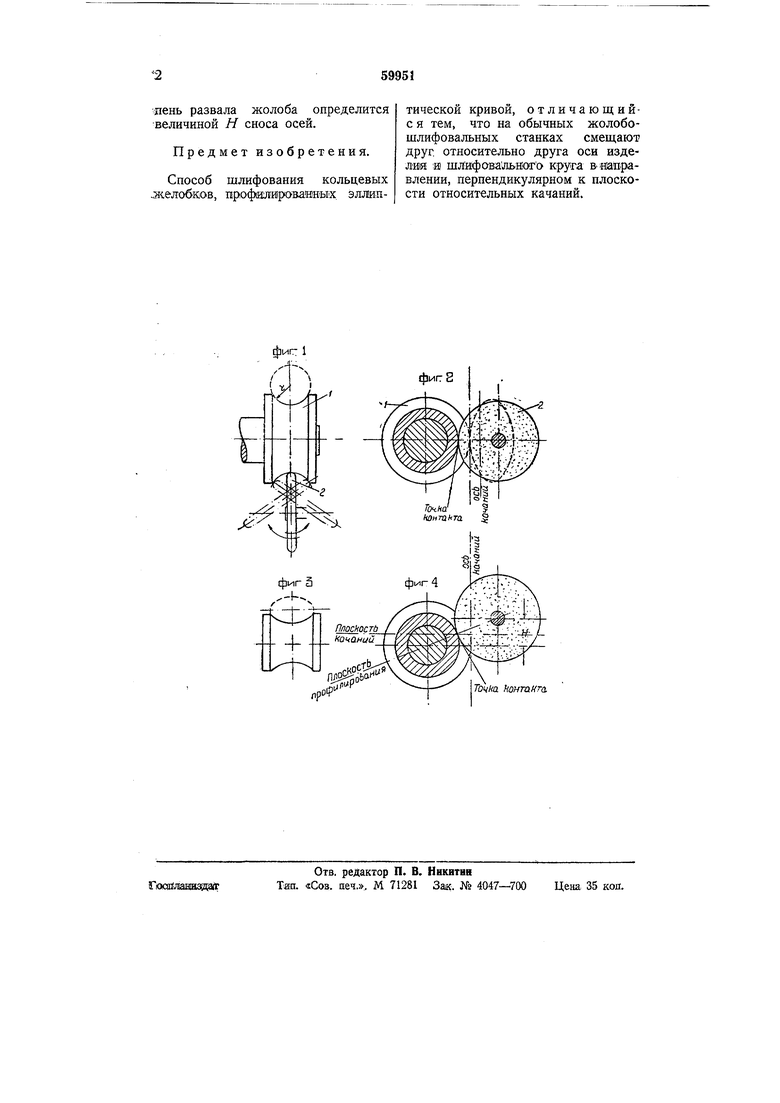
На чертеже фиг. 1 изображает изделие с жолобом по дуге окружности; фиг. 2 - схему шлифования его; фиг. 3 - вид сбоку изделия с жойобом по эллиптической кривой; фиг. 4 - схему шлифования его.
В настоящее время шлифование жолобов осуществляется на жолобошлифовальных станках, работающих по принципу, изображенному на фиг. 1 и 2. Изделие 1, на котором шлифуют жолоб, и шлифовальный круг 2 вращаются вокруг своих осей и совершают качания друг относительно друга, причем так, что их оси и точка их контакта всегда находятся в одной и той же плоскости, совпадающей с плоскостью контакта. Благодаря этому профилирование жолоба происходит по дуге
окружности с радиусом (г), равным расстоянию точки контакта изделия и круга до оси относительных качаний.
При предлагаемом способе, когда требуется отшлифовать жолоб, профилировавный эллиптическЮй кривой (фиг. 3), можно воспользоваться обычными жолобошлифовальными станками, сместив ось круга или изделия вверх или вниз относительно друг друга в направлении, перпендикулярном к плоскости относительных качаний, как это показано на фиг. 4. За счет этого смещения плоскость профилирования, проходящая через ось изделия и точку его контакта с шлифовальным кругом, уже не будет совпадать с плоскостью качаний, а расположится под углом к ней. За счет этого явления т. е. за счет того, что профилирование жолоба в действительности будет пройсхадипгь яе IB той плоскости, в которой точка контакта изделия и круга, качаясь вокруг оси относительных качаний, описывает дугу окружности и будет профилироваться разваленный жолоб, описанный по эллиптической кривой. Степень развала жолоба определится величиной Н сноса осей.
Предмет изобретения.
Способ шлнфования кольцевых
желобков, профилированных эллиптической кривой, отличающийс я тем, что на обычных жолобошлифовальных станках смещают друг, относительно друга оси изделии и шлифовальнюго круга в-направлении, перпендикулярном к плоскости относительных качаний.
| название | год | авторы | номер документа |
|---|---|---|---|
| Бесцентровый станок для шлифования шариков | 1940 |
|
SU59620A1 |
| Станок для шлифования выпуклой поверхности у наружных колец роликовых подшипников | 1939 |
|
SU60630A1 |
| Вертикальный станок для шлифования торцов конических роликов | 1939 |
|
SU64425A1 |
| Станок для бесцентрового шлифования конических роликов | 1939 |
|
SU59248A1 |
| СТАНОК ДЛЯ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ КОНИЧЕСКИХ РОЛИКОВ | 1939 |
|
SU58219A1 |
| Станок для шлифования шариков | 1940 |
|
SU61650A1 |
| Способ правки шлифовального кругапО дугЕ ОКРужНОСТи | 1979 |
|
SU818840A1 |
| Станок для бесцентровой обработки поверхностей вращения | 1944 |
|
SU70798A1 |
| Способ бесцентрового шлифования несимметричных бочкообразных роликов для роликоподшипников | 1944 |
|
SU69857A1 |
| Шлифовальный шпиндель для работы торцом круга | 1947 |
|
SU71719A1 |
Tovto онганга.
