соединенную с электромагнитом 5. Приемный узеп имеет датчик 6 положения токоотвода решетки.
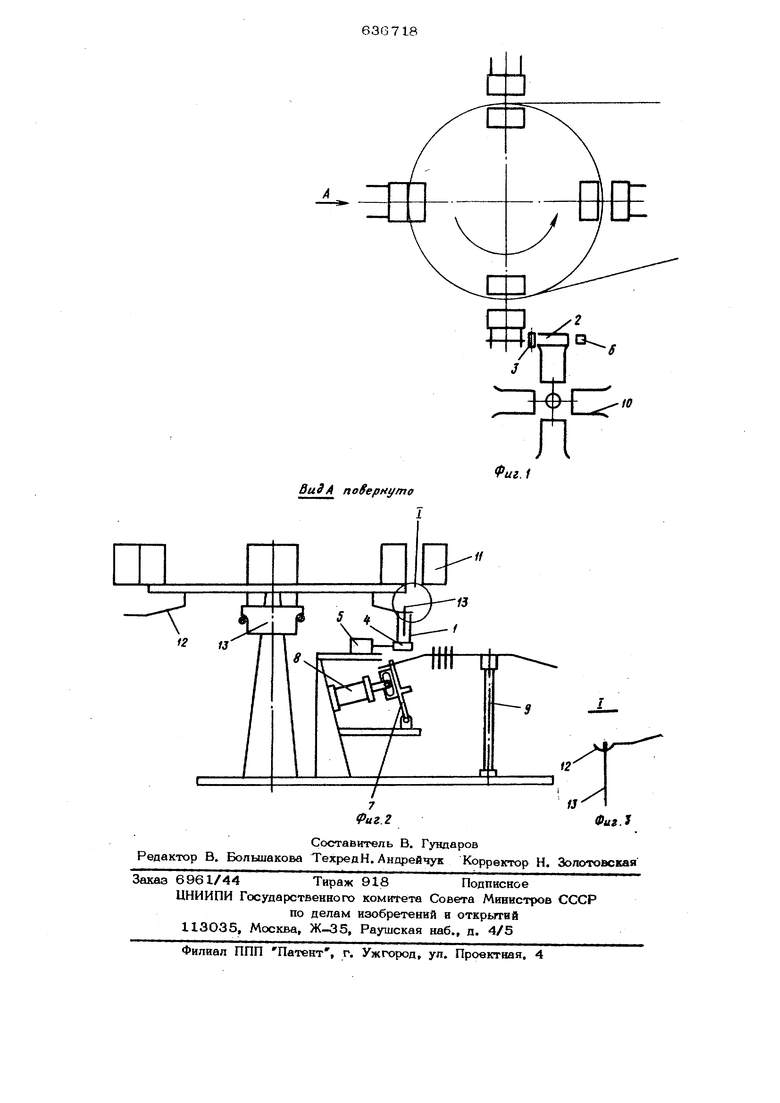
Снизу приемного узла установлена подающая пластина 7, соединенная с пневмоцилиндром 8. Механизм имеет поворотносъемный каркас 9 с трубчатыми направляющими 10.
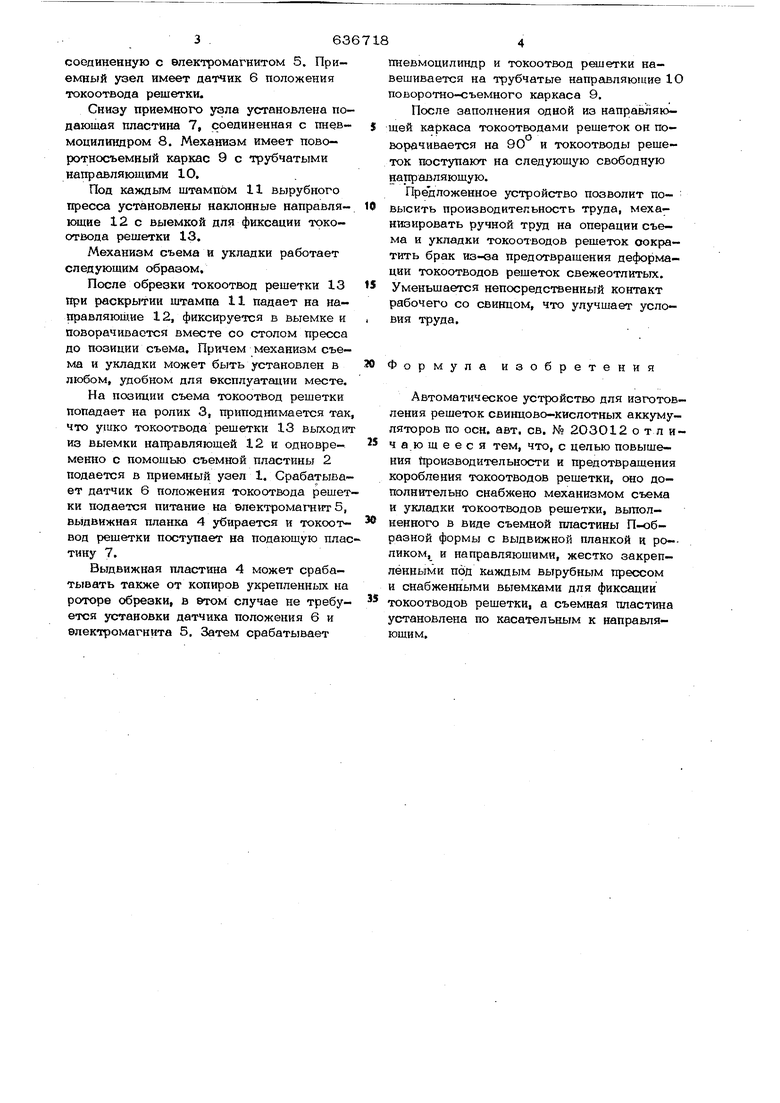
Под каждым штампом 11 вырубного пресса установлены наклонные направляющие 12 с выемкой для фиксации токоотвода решетки 13.
Механизм съема и укладки работает следующим образом.
После обрезки токоотвод решетки 13 при раскрытии штампа 11 падает на направляющие 12, фиксируется в выемке и поворачивается вместе со столом пресса до позиции съема. Причем механизм съема и укладки может быть установлен в любом, удобном для експлуатации месте.
На позиции съема токоотвод решетки попадает на ропик 3, приподнимается так что ушко токоотвода решетки 13 выходит из выемки направляющей 12 и одновременно с помощью съемной пластины 2 подается в приемный узел 1. Срабатывает датчик 6 положения токоотвода решетки подается питание на электромагнит 5, выдвижная планка 4 убирается и токоотвод решетки поступает на подающую пластину 7.
Выдвижная пластина 4 может срабатывать также от копиров укрепленных на роторе обрезки, в втом случае не требуется установки датчика положения 6 и электромагнита 5, Затем срабатывает
пневмоцилиндр и токоотвод релетки навешивается на трубчатые направляющие 1О поворотно-съемного каркаса 9.
После заполнения одной из направляющей каркаса токоотводами решеток он поворачивается на 90 и токоотводы решеток поступают на следующую свободную направляющую.
Предложенное устройство позволит повысить производительность труда, механизировать ручной труд на операции съема и укладки токоотводов решеток сократить брак предотвращения деформации токоотводов решеток свежеотлитых. Уменьшается непосредственный контакт рабочего со свинцом, что улучшает условия труда.
30 Формула изобретени
Автоматическое устройство для изготовления решеток свиндово-кислотных аккумуляторов по осн. авт. св. № 2О3012 отличающееся тем, что, с целью повышения Производительности и предотвращения коробления токоотводов решетки, оно дополнительно снабжено механизмом съема и укладки токоотводов решетки, вьшолненного в виде съемной пластины П-образной формы с выдвижной планкой н ро-пиком, и направляюшими, жестко закреплёнными под Каждым вырубным прессом и снабженными выемками для фиксации токоотводов решетки, а съемная пластина установлена по касательным к направляющим.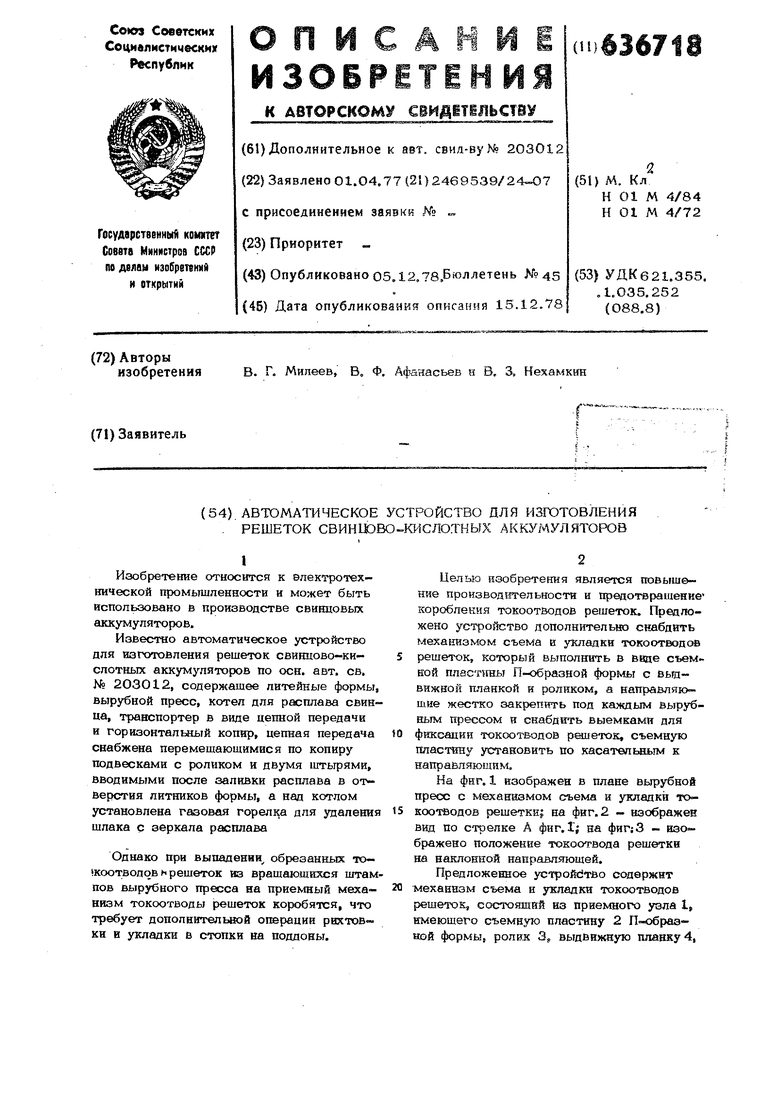
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическое устройство для изготовления решеток свинцово- кислотных аккумуляторов | 1978 |
|
SU750616A2 |
| Устройство для изготовления электродов химического источника тока | 1974 |
|
SU520649A1 |
| Устройство для вырубки интегральной схемы из выводной рамки | 1982 |
|
SU1061890A1 |
| Автоматизированный комплекс для штамповки деталей из полосового материала | 1985 |
|
SU1296269A1 |
| Штамповочный комплекс для изготовления деталей из полосового материала | 1985 |
|
SU1286328A1 |
| Автоматизированная линия для многопереходной листовой штамповки | 1984 |
|
SU1238854A1 |
| Устройство для вырубки интегральных схем | 1984 |
|
SU1169767A1 |
| Устройство для вырубки деталей из полосового материала | 1979 |
|
SU854518A1 |
| Устройство для многостолбиковой укладки кирпича-сырца | 1978 |
|
SU770801A1 |
| СТАНОК ДЛЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1992 |
|
RU2065350C1 |