Изобретение относится к машино- строению, в частности к конструкции средств автоматизации процессов обработки металлов давлением.
Целью изобретения является повы- шение производительности, упрощение конструкции и снижение металлоемкости.
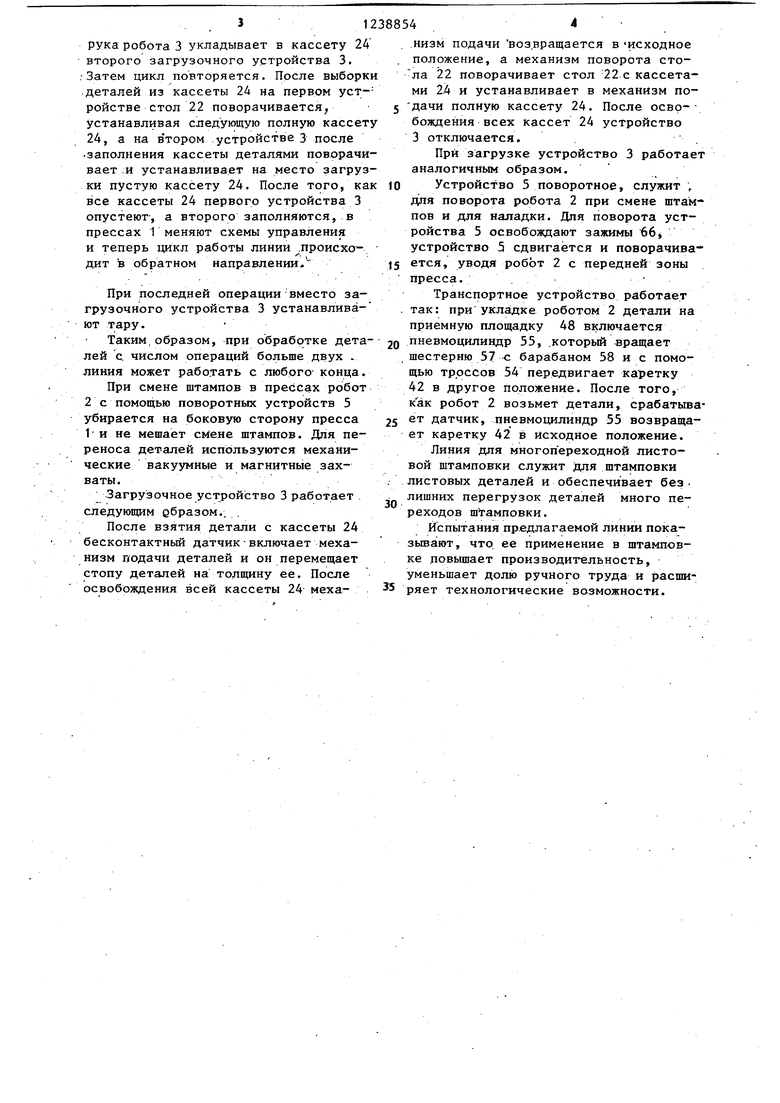
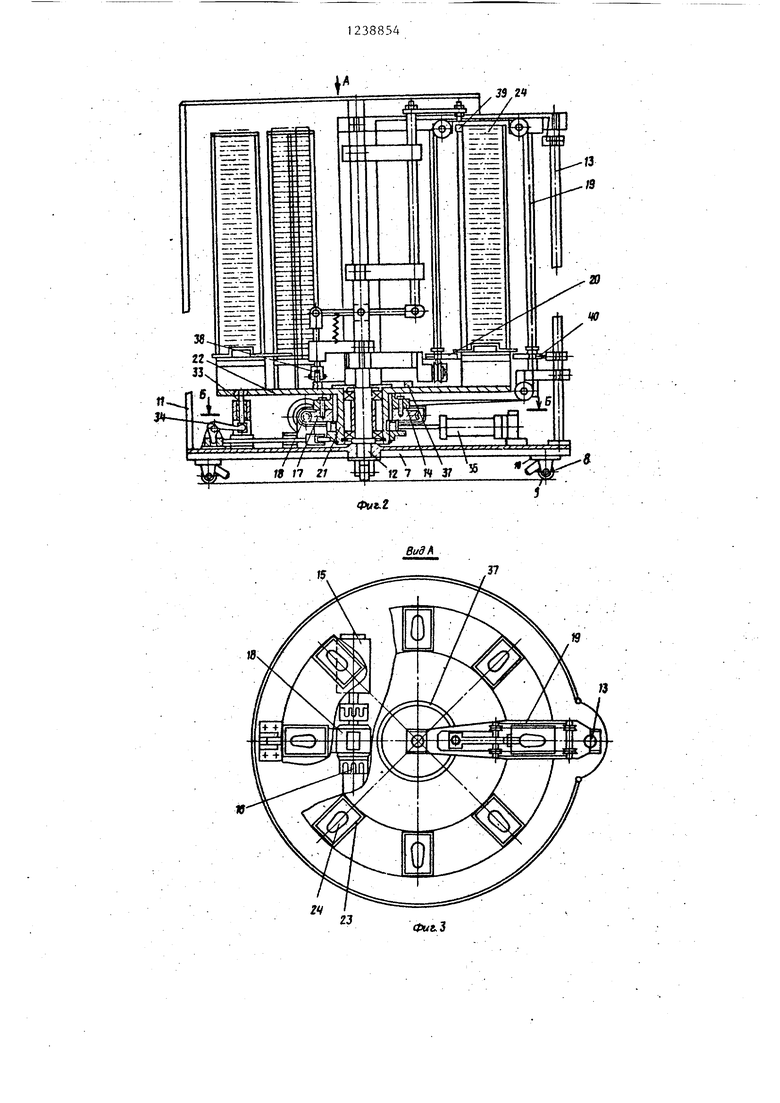
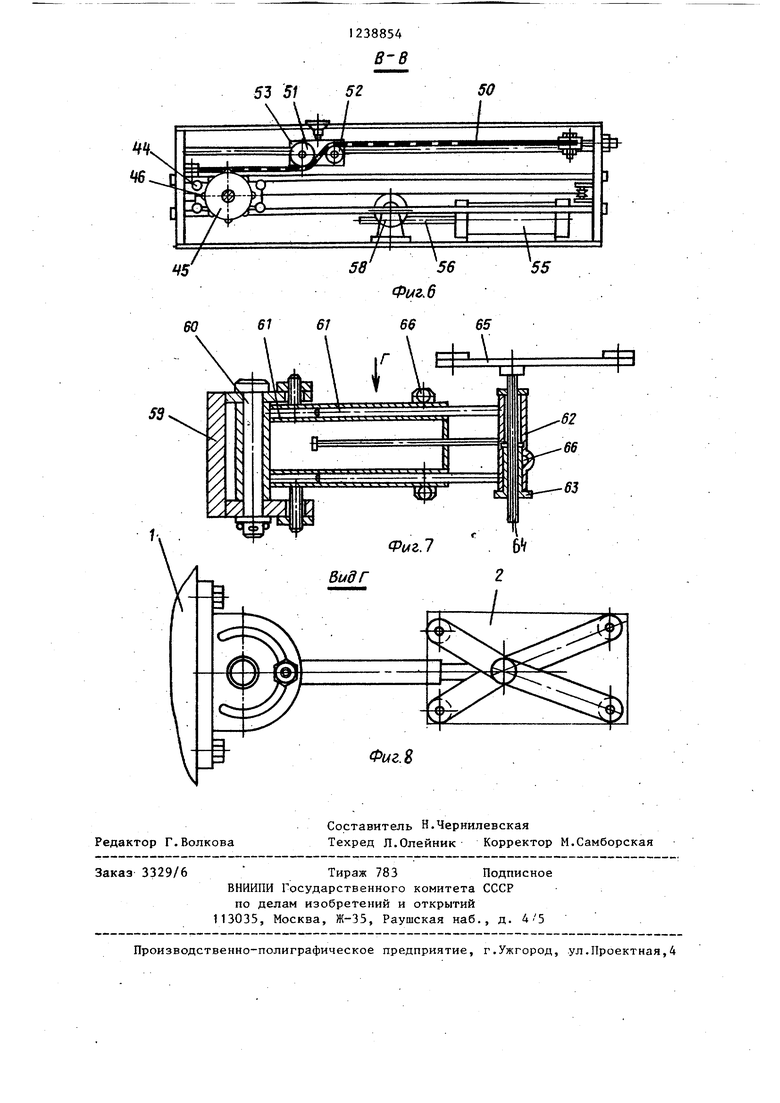
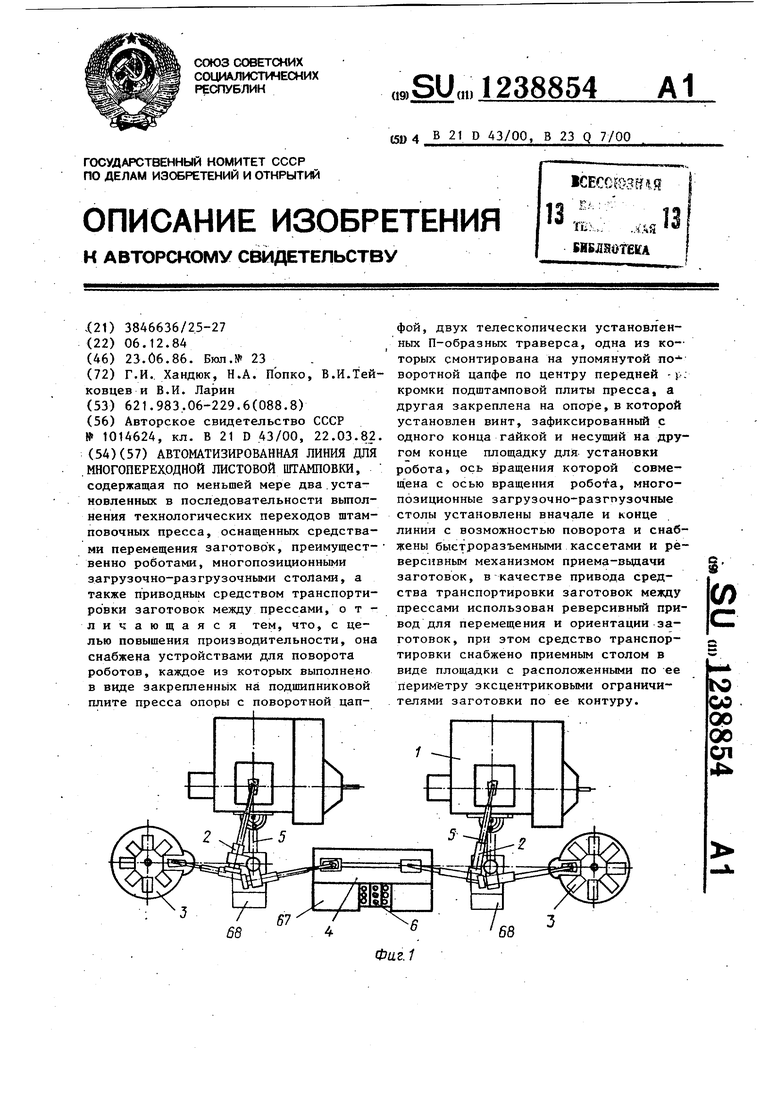
На фиг.1 показана автоматизированная линия, общий вид; на фиг.2 - загрузочное устройству, разрез; на фиг.З - вид А на фиг.2; на фиf. 4 - разрез Б-Б н фиг.2; ра фиг.5 - транспортное устройство; на фиг. 6 - разрез В-В на фиг.З; на фиг. 7 -. пово- ротное.устройство для робота,,на фиг.З - вид Г на фиг.7.
Автоматизированная линия содержит два пресса 1, два робота 2, два за- грузочно-разгрузочных устройств 3, транспортное устройГство 4, поворотные устройства 5, систему 6 управления.
Загрузочно-разгрузочное устройство состоит из основания 7 установленного Hd опорах 8, состоящих из колес 9 и неподвижных опор 10, крепящихся к регулируемым кареткам 11, на осног вании 7 установлена центральная колонна 12 и боковая колонна 13 с механизмом 14 подачи заготовок, состоя- щим из электродвигателя 15, электромагнитных муфт 16, червячных редукторов 17 и 18, блочной тросовой системы. 19, передвижньк планок 20.
На центральной колонне 12 установлен на втулке 21 поворотный стол 22 с гнездами 23 для сменных кассет 24. На втулке 21 в нижней части закреплены храповой сектор 25 с поводком 26, храповой собачкой 27 и кольцо 28 с выемкой для ролика 29 механизма 30 фиксации стола. Механизм состоит из тяги 31, опоры 32, толкателя 33 и поворотного рычага 34.
Привод .поворота стола состоит из пневмоцилиндра 35, на штоке 36 которого установлена храповая собачка 27 На поворотном столе 22 закреплено кольцо 37 с выступами под ролик 38 для подъема датчика 39.
Транспортное устройство 4 состоит из каркаса 40, на котором установлены Iкруглые направляющие 41 для перед- вижной каретки 42, состоящей из тра- .версы 43 с роликами 44, поворотного ,барабана 45 с цевками 46, фиксирующими шариками 47 и приемной площадки 48 с эксцентричными ограничителями
5
0
5 О
5
5
0
0
49. Для поворота барабана 45 с приемной площадкой 48.установлена перфорированная лента 50, помещенная между роликами 51 и 52, размещенными на передвижном ползуне 53. Для перемеще-. кия каретки 42 имеется тросовая система 54, пневмоцилиндр 55, рейка 56 и шестерня 57 с барабаном 58 для намотки троса.
.Поворотное устройство 5 состоит из опоры 59, крепящейся к подштймпо- вой плите пресса 1, с цапфой 60 и телескопическими траверсами 61, на .конце которых имеется опора- 62 ,цля гайки 63-, винт 64 с площадкой 65 для крепл ения робота 2. Для фиксации тра« версы61 и гайки 63 имеются тангенциальные зажимы 66.
Система управления состоит из об-, щего пульта 67 управления и системы 68 управления роботами 2.
Линия работает следующим образом.
В кассеты 24 загрузочного устройства 3 укладываются детали, потом кассеты 24 вставляются в приемные гнезда поворотного стола 22 и схема управления- переключается на вьвдачу деталей. На руки робота 2 устанавливают захваты, предназначенные для данной детали, в пресс 1 устанавливаются штампы для данных операций.
На Tpat nopTHOM устр.ойстве 4 устанавливают площадку 48 для данной дет- тали и устанавливают перфорированную ленту 50, если надо ориентировать деталь на нужный угол поворота.
Возле второго пресса 1 устанавливают, второе загрузочно-разгрузочное устройство 3 с пустьши кассетами 24 и включают схему управления на приемную деталь.
Включают линию. Робот 2 берет детали с кассет, подает ее в штамп пресса 1, второй рукой забирает деталь со штампа .и укладывает ее на приемную площадку 48 транспортного устройства 4. После того, как робот 2 возьмет деталь с кассеты 24, включается механизм подачи и поднимает стопу де- талей.
Транспортное устройство 4 перемещает Деталь во второе положение, откуда ее забирает рука второго робо- та 2, а передающая каретка 42 с приемной площадкой 48 возвращается в исходное положение. Второй, робот одной рукой забирает деталь из штампа.второго пресса 2, а другой укладывает в штамп новую деталь. Снятую деталь
. . 31238854
рука робота 3 укладывает в кассету 24 второго загрузочного устройства 3. Затем цикл повторяется. После выборки еталей из кассеты 24 на первом уст-- ройстве стол 22 поворачивается, устанавливая следующую полную кассету 24, а на в тором устройстве 3 после заполнения кассеты деталями поворачивает .и устанавливает на место загрузки пустую кассету 24. После того, как все кассеты 24 первого устройства 3 опустеют, а второго заполняются, в прессах 1 меняют схемы управления и теперь цикл работы линии .происхо-. дит в обратном направлении
10
15
.н л д
При последней операции вместо загрузочного устройства 3 устанавливают тару.
Таким образом, при обработке деталей с. числом операций больше двух . линия может работать с любого конца
При смене штампов в прессах робот 2с помощью поворотных устройств 5 убирается на боковую сторону пресса 1 и не мешает смене штампов. Для переноса деталей используются механические вакуумные и магнитные захваты.
Загрузочное устройство 3 работает . следующим образом.. .
После взятия детали с кассеты 24 бесконтактный датчиквключает механизм подачи деталей и он перемещает стопу деталей на толщину ее. После освобождения всей кассеты 24- меха0
5
0
5
0
.низм подачи возвращается в «исходное положение, а механизм поворота сто- ла 22 поворачивает стол 22 с кассетами 2.4 и устанавливает в механизм по- дачи полную кассету 24. После освр- бождения всех кассет 24 устройство 3 отключается.
При загрузке устройство 3 работает аналогичным образом.
Устройство 5 поворотное, служит , для поворота робота 2 при смене штампов и для наладки. Для поворота устройства 5 освобождают зажимы 6j устройство 5 сдвигается и поворачива- ется, уводя робот 2 с передней зоны пресса.
Транспортное устройство работает так: при укладке роботом 2 детали на приемную площадку 48 включается пневмоцилиндр 55, .который вращает шестерню 57 с барабаном 58 и с помощью троссов 54 передвигает каретку 42 в другое положение. После того, к ак робот 2 возьмет детали, срабатывает датчик, пневмоцилиндр 55 возвращает каретку 42 в исходное положение.
Линия для многоп ереходной листовой штамповки служит Для штамповки листовых деталей и обеспечивает без. лишних перегрузок деталей много переходов штамповки.
Испытания предлагаемой линии пока- зьюают, что ее применение в штамповке .повышает производительность, уменьшает долю ручного труда и расширяет технологические возможности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для многопереходной штамповки деталей из листового материала | 1987 |
|
SU1433587A1 |
| Автоматическая линия для многопереходной штамповки | 1987 |
|
SU1565563A1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1986 |
|
SU1637909A1 |
| Робототехнический комплекс | 1987 |
|
SU1416244A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1986 |
|
SU1532149A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1984 |
|
SU1214290A1 |
| Автоматизированная линия для штамповки деталей из листового материала | 1987 |
|
SU1505639A1 |
| Устройство для загрузки плоских изделий, преимущественно выводных рамок интегральных схем | 1987 |
|
SU1499540A1 |
18
9
Фиг.З
6-6
гв
25 12 27
34 Зй 32 31 30
LJ I
1238854
в-в
Редактор Г.Волкова
Составитель Н.Чернилевская
Техред Л.Олейник Корректор М.Самборская
3329/6
Тираж 783 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
| Автоматизированная линия для многопереходной листовой штамповки | 1982 |
|
SU1014624A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
