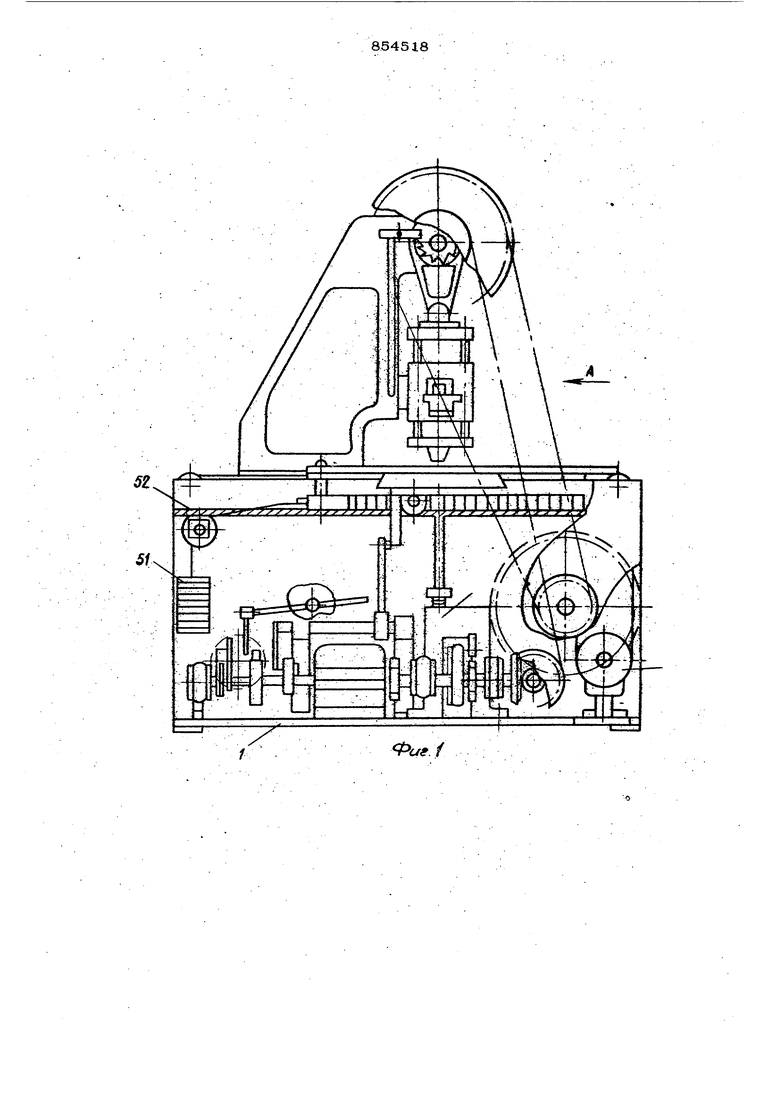
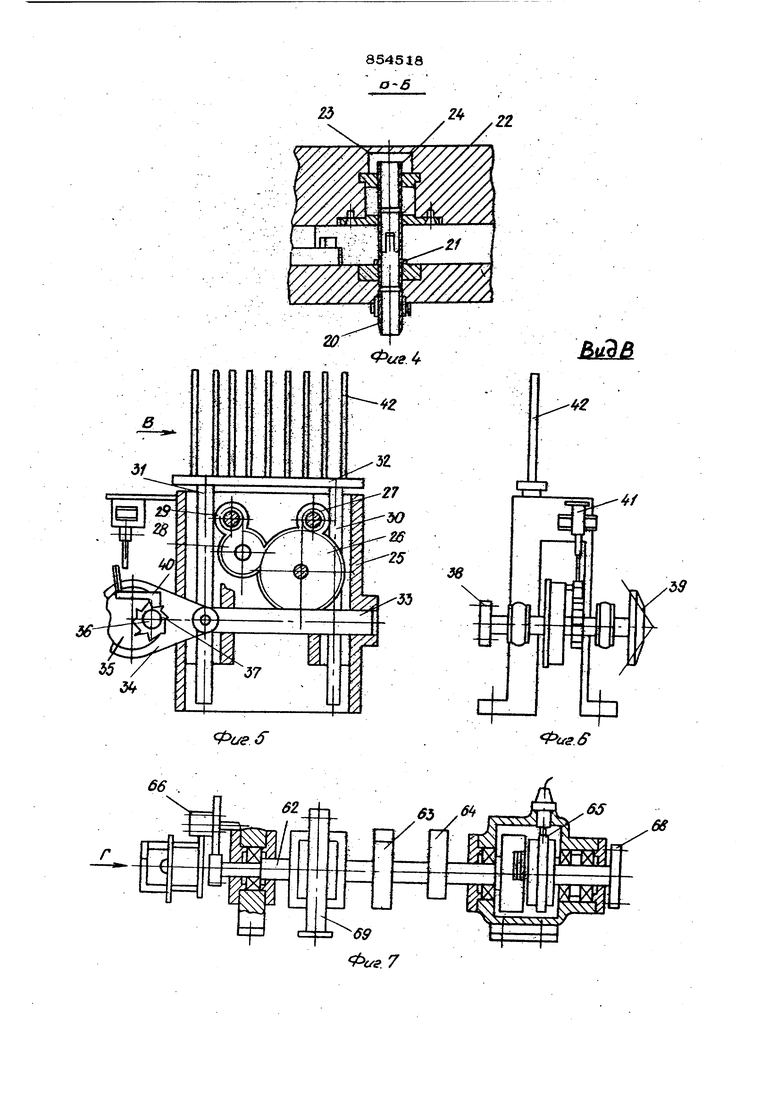
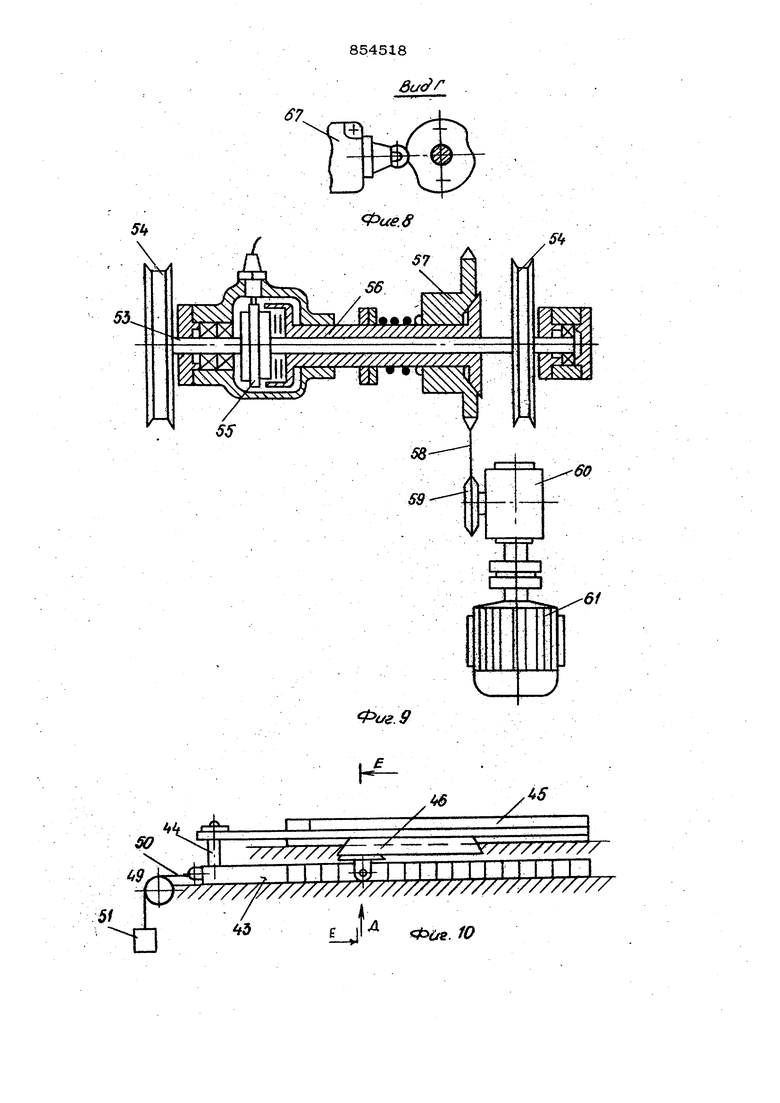
(54) УСТРОЙСТВО ДЛЯ ВЫРУБКИ ДЕТАЛЕЙ ИЗ ПОЛОСОВОГО МАТЕРИАЛА ; Изобретение относится к холодной обработке металлов давлением и может быть использсюано в устройствах для вырубки деталей из полосового материала. Известно устройство для вырубки деталей из полосгаэого материала, содержащее пресх: с приводным валом, связанным с ползуном HecynniM «вырубные пуансоны, а также содержащее раму, на которой установлена с возможностью перемещения параллельно фронту пресса опорная плита, связанная с приводным валом, и смонтиро ванную на опорной плите подающую карет ку, счетчик числа ходов npeccafl. Недостатком данного устройства является низкая производительность гфоиес са вырубки. 1.ль изобретения - повышение произво дительности процесса вырубки. Поставленная дель достигается тем, что устройство для вырубки деталей из полосового материала, содержащее пресс с приводным валом, связанный с ползуном, несущим вырубные пуансоны, а также раму, на устанс лены с возможностью перемещения параллельно фронту фесса опорная плита, связанная с приводным валом, и смонтц}ованную на опорной плите подающую клетку , счет чик числа ходов гфёсса, подакщая каретка устан(юлена с возможностью перемещения перпендикулярно фронту пресса, снабжено приводом, рейкой, уставов- ленной на раме с возможностью перемещения п пендикулярно фронту пресса, связанной с приводом к с подающей кареткой и имеющей ряда зубь, распо ложенных в каждом ряду на расстоянии, равном двойно1«гу шагу подачи, и со смещ вием одного ряда зубьев относительно щзугого на шаг., подачи, двумя подпружиненными собачками, закршленными на опорной nmtte с возможностью взаимодействия каждой вз них с зубьями одного вз рад (Ж. ПриЁод рейки выполнен в вте груза, связанного с через ipoc, перекину1ыЯ через блок, закрепленным на раме. Вырубные пуансоны выполнены попыми а устройство снабжено съемными втулками для сбора вырубленных деталей, закреплен в ползуне над вырубными пуанслна,ми и расположенными соосно с ними. Устройство снабжено механизмом выталкивания деталей из полых пуансонов, выполненным в виде подв ижной в вертикал ном направлении планки, несущей стержни, входящие в полые пуансоны, и кинемати чески связанной с приводным валом. Кинематическая связь планки с приводным валом осуществлена посредством закрепленных Hfl ней двух вертикальных зубчатых реек, и связанной с ними через зубчатую передачу горизонтальной рейки, соединенной с приводным валом через эксцентриково-шатунный механизм и муфту, управляемую счетчиком числа ходов пресса. С целью автоматизации возврата подающей каретки в исходное положение, устройство снабжено дополнительным приводом, выполненным в виде смонтированных на раме электродвигателя , ва.ла со шкивами, соединенного через муф.тросов, святу с электродвигателем. занных с подающей кареткой и перекинутых через шкивы. На фиг. 1 изображено предлагаемое устройство, на фиг. 2 - приводной . вал пресса; на фиг. 3 - вид А на фиг. 1, на фиг. 4 - разрез Б-Б на фиг. 3; на фиг. 5 - механизм выталкивания; на фиг. 6 - вид В на фиг. 5; на фиг. 7 распределительный вал на фиг. 8 - вид по стрелке Г на фиг. 7} на фиг. 9 - привод возврата подающей каретки; на фиг. 1О - подающая каретка на фиг. 11 - ви Д на фиг. Ю, на фиг. 12 - кинематическая схема предлагаемого устройства; на фиг. 13 - разрез Б-Е на фиг. Ю. Устройство для вырубкг деталей из полосового материала содержит раму 1, на которой смонтированы стойки 2 и 3 с приводным валом 4. На 1валу 4 установлены два эксцентрика 5 и 6 с шатунами 7 и 8 соответственно, шкив 9, храповое колесо 10, диск 11 с храповой собачкой Шатуны 7 и 8 шарнирно связаны с кронштейнами 13 и 14 соответственно, закрепленными на верхней плите 15, в к торой закреплены а свою очередь направляющие .,,колонки 16. Последние располоткены во втулках 17 корпуса 18. Свобод Hbie концы направляющих колонок 16 уст нсжлЪаы в плите 19, в которой закрепл ны полые пуансоны 2О и втулки 21. корпусе 18 закреплены втулки 22 и попнены полости.23, в каждой но котоых установлена втулка 24. На раме 1 смонтирс ан механизм ыталкивания, содержащий корпус 25, в отором смонтирсжаны шестерни 26, 27, 28 и 29. В корпусе 25 установлеы зубчатые рейки ЗО и 31, закрепленые в планке 32. Зубчатая рейка 30 Эходит в зацепление с шестерней 27, а зубчатая рейка 31 - с шестерней 29. В корпусе 25 смонтщэована также зубчатая рейка 33, входящая в зацепление с шестерней 26 и шарнирно связанная одним концом с шатуном 34. Шатун 34 ус-, тан ев лен на эксцентрике 35, закрепленном на. валу 26. Вал 36 смонтирован на раме 1 и на нем закреплены храповое колесо 37, шестерни 38 и 39. На шатуне 34 щарнирно закреплена .храповая собачка 40, приводимая в движение от электромапнита 41, закрепленном на раме 1. -На планке 32закреплены стержни (выталкиватели ) 42 . На раме 1 смонтирована рейка 43 на боковых сторонах которых выполнены зубья. Рейка 43 при помощи стержней 44 связана с подающей кареткой 45, несущей зажимы для листового материала. Подающая каретка 45 установлена на опорной пггите 46, на которой Закреплены две .собачки 47 и 48, Ё1заимодействующие с зубьями рейки 43. На раме 1 закреплен блок 49, через который перекинут канат 50, один конец которого закреплен с рейкой 43, а другой - связан с грузом 51. Подающая кв ретка 45 установлена на направляющих 52 рамы 1 . . .. k. -На раме 1 закреплен вал 53, на котором смонтированы два шкива 54, электромагнитная муфта 55, фрикционная муфта 56. с подпружиненной звездочкой 5 7. Последняя при псплощи цепной передачи 58 связана со -звездочкой 59 редуктора 60, связанного с электродвигателем 61. На раме 1 закреплен вал 62 с эксдентр аками 63 и 64, электрст агНитной муфтой 65, счетным механизмом 66, включающем конечнь1й выключатель 67 и шестерню 68. На валу 62 установлен также электротормоз 69. Эксцентрик 63 взаимодействует с опорной плитой 46, а эксцентрик 64 связан с собачкой 10. Вал 4 приводится в движение от электродвигателя 7О через ременную передачу 71, а через ра«)енную передачу 72 и коняческие шестерни 73 я 39 сва зан с валом 36. Расстояние между зубьями рейки 43 с каждой стороны равно двойному шагу подачи подающей каретки 45, причем зубья, рвспопох.енные по одну из сторон рей ки 43, смещены иа шаг подачи относительно зубьев , расположенных по другую сторону рейки 43. Устройство для вырубки деталей из листового материала работает.следующим образом. На подающую каретку 45 укладывают и фиксируют на Hrf попоссвой материал, на котором, нанесены контуры деталей, Включают электродвигатель 7О, установленный на раме 1, в результате чего приводится во вращение связанный с ним шкив 9 вала 4. Через промежуточнь1е передачи Движение от него передается на вал 36. Установленные на нем храповое колесо 37 и шестерни 38 и 39 приводя-р ея во вращение. После срабатывания репе вргалени включается электромагнитная муфта 65 и электротормоз 69. При этом движение от шестерни 68, взаимодейству щей с шестерне 38, передается на вал 62. При вращении вала 62 от эксцентрика 63 через систему рычагов происходит перемещение опорной плиты 46 в попереч ной направляющей рамы 7, от эксцентрика 64 плита 19 с установленными на ней полыми вырубными штампами 2О соверша ет возвратно-поступательное движение во втулках 17. плита 19 перемещае ся возвратно-поступательно (пронскодйт вырубка этикеток) в период выстой пли1Ы 46 и связанной с ней подающей карет . При перемещении опорной плиты 46, закрепленные на ней собачки 47 и 48 по переменно входят в зацепление с рейкой 48, причем в любой момент времени одна из собачек обязательно находится в зо не 11ыпкения |эейки. 43. Расстояние между е бьямя рейки 43 с каждой стороны равн двойному шагу подачи каретки 45, а зубьв рейкя 43 с противоположных сторон GMeiaieHbf на один шаг относительно друг друга. За счет смещения зубьев рейки 43 каретка 45, устансжленная в продольнов направляющей плиты 46, ссжместно с рейкой 43 под действием груза 51 пере. мапается на один шаг в продольном направлении, и, в то же время совместно с плятой 46 на один Шаг в поперечном нвпр лении. После вырубки определенного количеств ва рядов этикеток конечный выключатель 67 счетным механизмом 66 отключает электромагнитную Муфту 65 и.электромагнитный тормоз 69, в результате чего вал 62 останавливается. Одновременно прекращается перемещение плиты 19 я опорной плиты 46. Таким образом останавливается и каретка 45. Для удаления вырубленных этикеток или заготовок яз штампш 20 стенал от механизма счета подается на электромагнит 41. При срабатывании электромагнита 41 собачка 40 входит в зедепление с храповым колесом 37, взаимодействующим с акс Цбнтриком 35. Эксцентрик 35 ссяершает один оборот , а шатун 34, рейка 38 и ппанка 32, связанная в свою очередь с эксцентриком 35, совершает возвратнопоступательное движение, и вь4талкив&, тель 42 планки 32 подают этикетки во втулки 24. При возвра те в исходное положение этикетки планка 32 включает электромагнитную муфту 65 и никл повторяется. После наполнения втулок 22 втулки 24 должны быть выведены вручную или при помощи дополнительного привода. После удаления этикеток из втулок 22 втулка 24 возвращается в исходное положение. Включение эпектрс)магнита 41 для удаления вырубле1шых этикеток возможно лишь после возврата втулки 24 в исходное положение. Когда происходит последний цикл вырубки, каретка 45 воздействует на датчик 63, установленный на раме 1 и связанный с конечным выключателем 67. После вырубки последнего ряда этикеток конечный выключатель 67, счетчик механизма 66, связанный с электродвигателем 7О, выключается , происходит выталкивание этикеток вз втулок 20 и электродвигатель 70 откл1бЧается. После удалении отходов вз карет ки 45 в1У1ючают электродвигате« 61, срабатывает муфтё 55, И св1ганная с ней каретка 45 перемещается в исходное положение. Предлагаемое устройство позволяет повысить производительность труда, улучшить качестйо. заготовок, облегчить обслуживание устройства. Формула изобретения 1. Устройство для вырубки деталей З полосового материала, содержащее пресс с приводным валом, связанным с ползуном, несушим вырубные пуансоны а также раму, на которой установлена с возможностью перемещенвя параллельно фронту пресса опорная плита, связашая с приводным валом, и смонтированную на опорной плнте подающую каретку, счетчик числа ходов пресса, отличающееся тем, что, с целью повышения производительности процесса вы рубки, подающая каретка установлена с возможностью перемещения перпендикулярно фрон17 пресса, устройство снабжено приводом, , устаиовпенвой нараме, с возможностью перемещения перпе дякулярно фронту пресса связанны} с приводом н с подающей кецзеткой и имек шей два ряда зубьев, расположенных в каждом ряду на расстоянии, равном ному шагу подачи, н со смещением одно го p5vxa зубьв относительно другого на шаг подачи, двумя подпружиненными србачкш и, закрепленными на опорной nnitте с воаможростью взаимодействия дои та них с зубьями одного из рядов. 2. Устройство по п. 1, о т п и ч а ю щ е е с я тем, что привод рейки выполнен в виде груза, связанного с рейкой через трос, перекинутый через блок, закрепленный на раме. 3. Устройство по п. I, о т л и ч а ю щ е ее я тем, что вырубные пуансоны выполнены полым а устройство снабже съ«4ными втулками для сбора, вырубле ных деталей, закрепленными в ползуне над вырубными пуансонами н расположенными соосно с ними. 4. Устройство по п. 1, о т л и ч а е е с я тем, что оно снабжено механизмом выталкивания деталей из полых пуансонсж, выполненным в виде под&ижной в вертикальном направлении планки, несущей стержни, входящие в полые пуансоны, И кинематически связанной с приводным валом. 5.Устройство по пп. 1 и 4, о т личающееся тем, что кин ати к:кад связь планки с приводным валом осуществлена посредством за1феппенных на вей двух в тикальных зубчатых реек, и связанной с ними через зубчатую передачу горизонтальной зубчатой рейки, соединенной с приводным валом через эксПентриково-шатунный механизм и муфту, управляемую счетчиком числа ходов пресса. 6.Устройство по пп. 1И2,0УЛИчаюшееся тем, что , с делью автоматязаиин возврата подакяцей каретка в исходное положение, устройство снабжено дополнительным приводом, выполненным в виде смонтярсжанньгх на раме электродвигателя вала со шкивами, соеднненного через муфту с электродвигателем, зросов, связанных с подающей кареткой и nepeKJRHyTUx через шкивы. Источники информации, принятие во внимание при экспертизе 1. Авторское свидетельство СССР NJ 25575, кл. В 211Э43/О6, В ЗО В 15/ЗО, О6.О8.29.
10 ii
5.
| название | год | авторы | номер документа |
|---|---|---|---|
| Листоштамповочный многопозиционный пресс-автомат | 1974 |
|
SU548439A1 |
| Устройство Кривовязюка для вырубки заготовок из плоского материала | 1980 |
|
SU946733A1 |
| Штамповочный полуавтомат | 1956 |
|
SU112041A1 |
| Устройство кривовязюков для вырубкизАгОТОВОК из пОлОСОВОгО илЕНТОчНОгО МАТЕРиАлА | 1979 |
|
SU804501A1 |
| Устройство для вырубки заготовок из плоского материала | 1983 |
|
SU1107933A1 |
| Устройство для вырубки заготовок из плоского материала | 1980 |
|
SU897346A1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| Установка для вырубки деталей из полосовых эластичных заготовок | 1984 |
|
SU1333589A1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Устройство для вырубки заготовок из полосового и ленточного материала | 1980 |
|
SU889227A1 |


/
8
/
11
$-- 7
Г||.1.. .11 I
ВиЪА
Фае 6
Фиеб
854518 о-б
Физ.б
//////// ПТШиЛ.Л.иЛ ,. W///////////////////////////// / i Л1л «3е iH . /
