Изобретение относится к холодной обработке металлов давлением и может быть использовано для изготовления деталей из полосового материала.
Цель изобретения - повышение производительности процесса изготовления и удобства обслуживания.
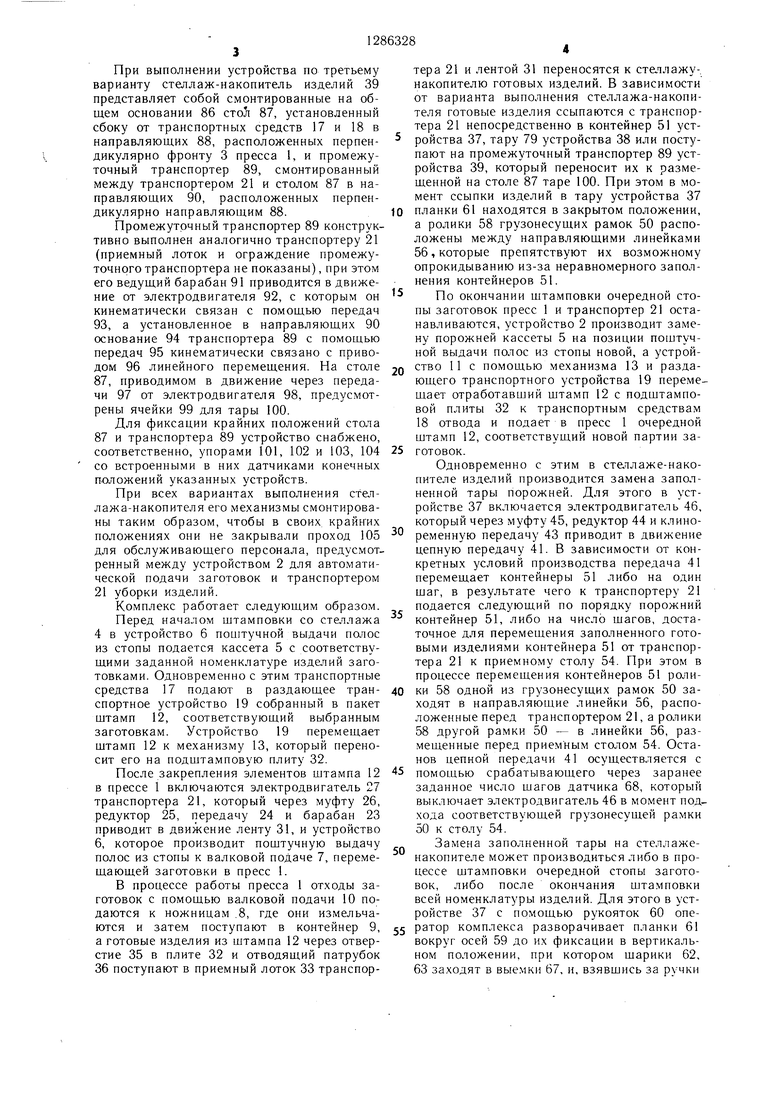
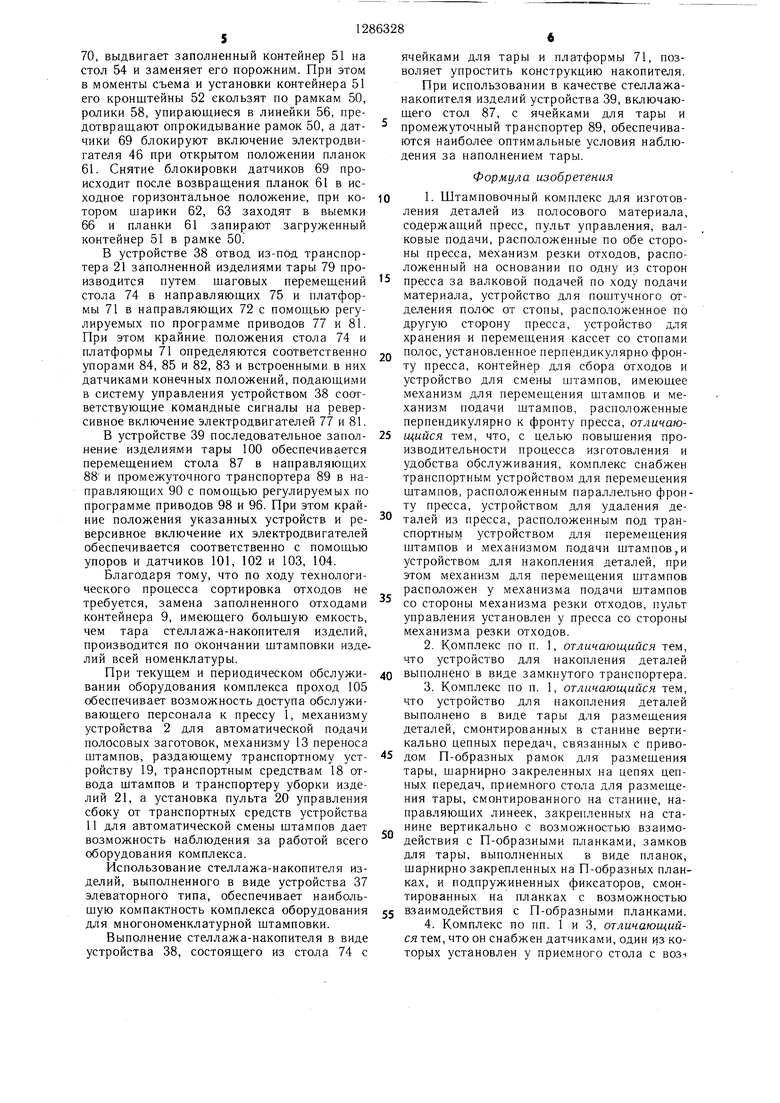
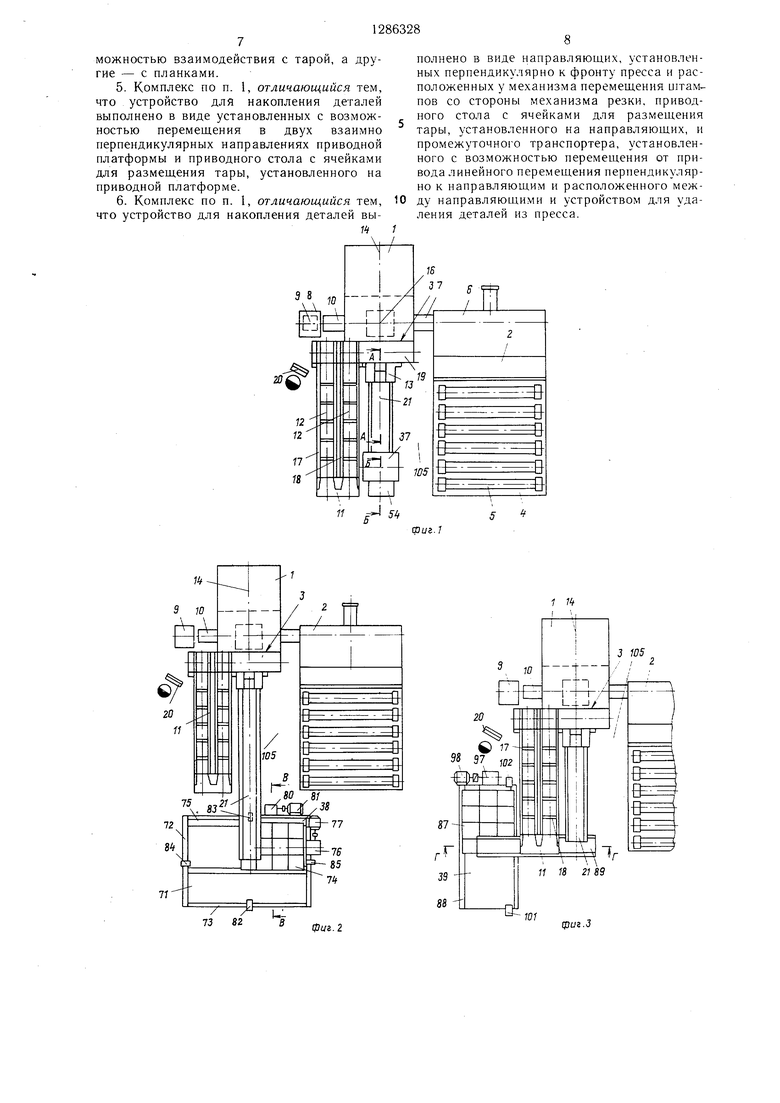
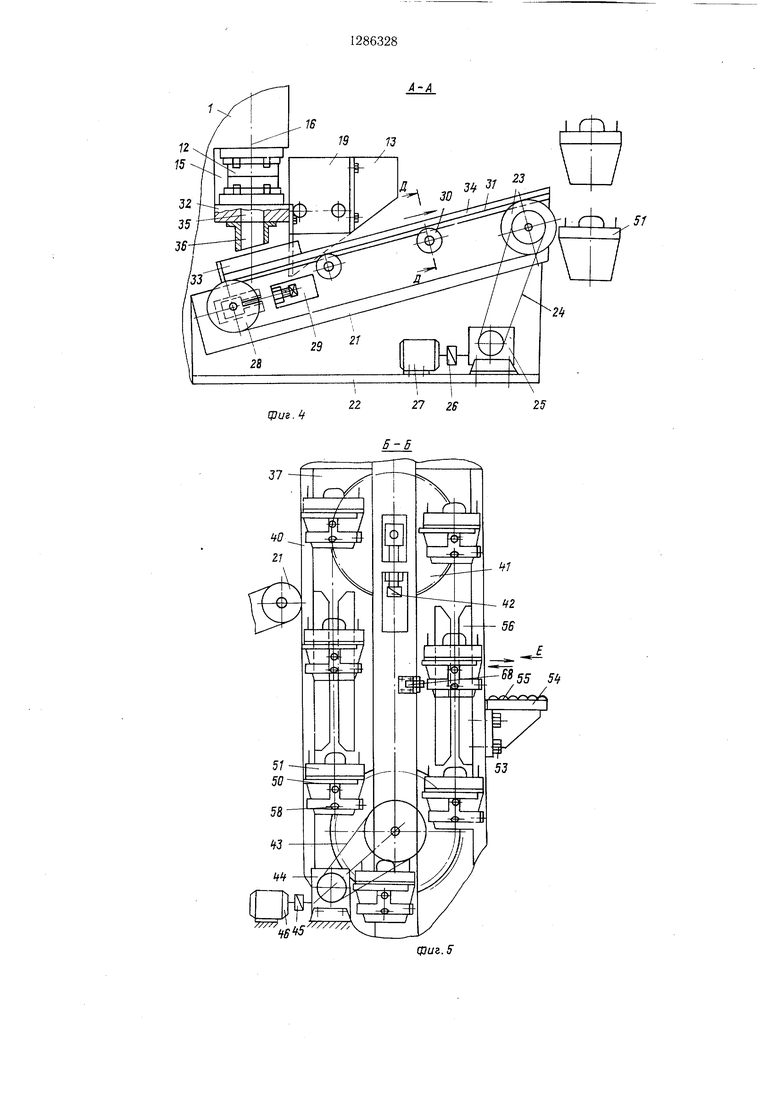
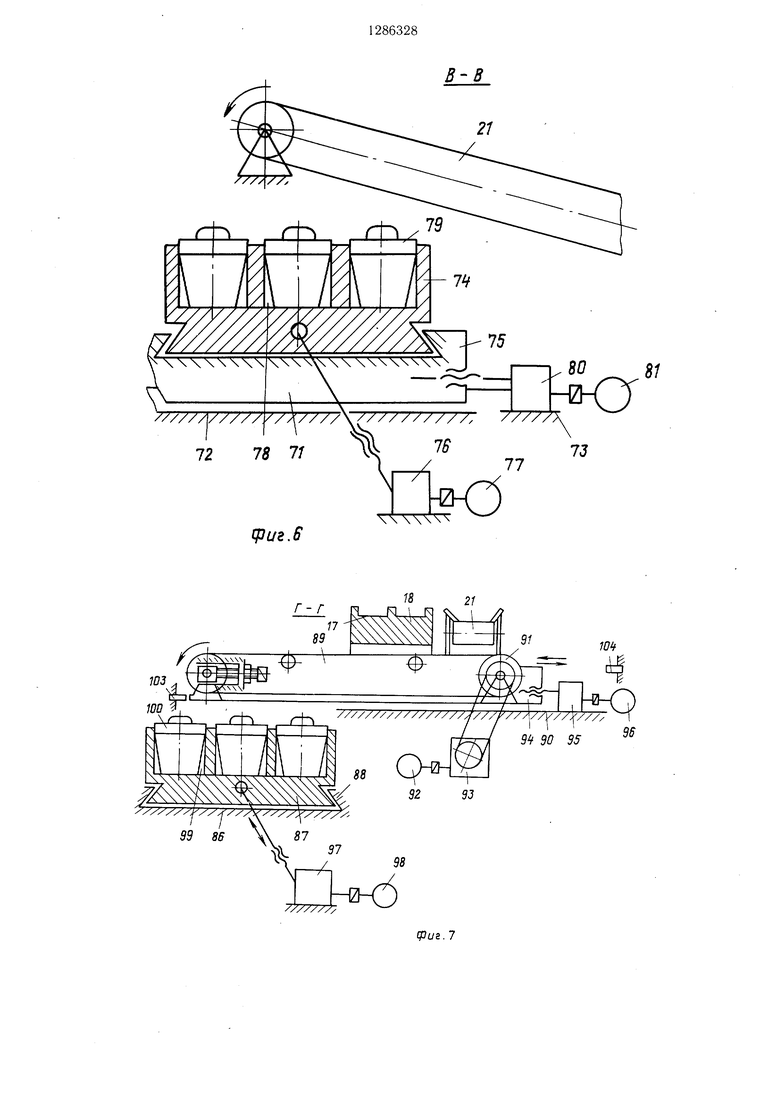
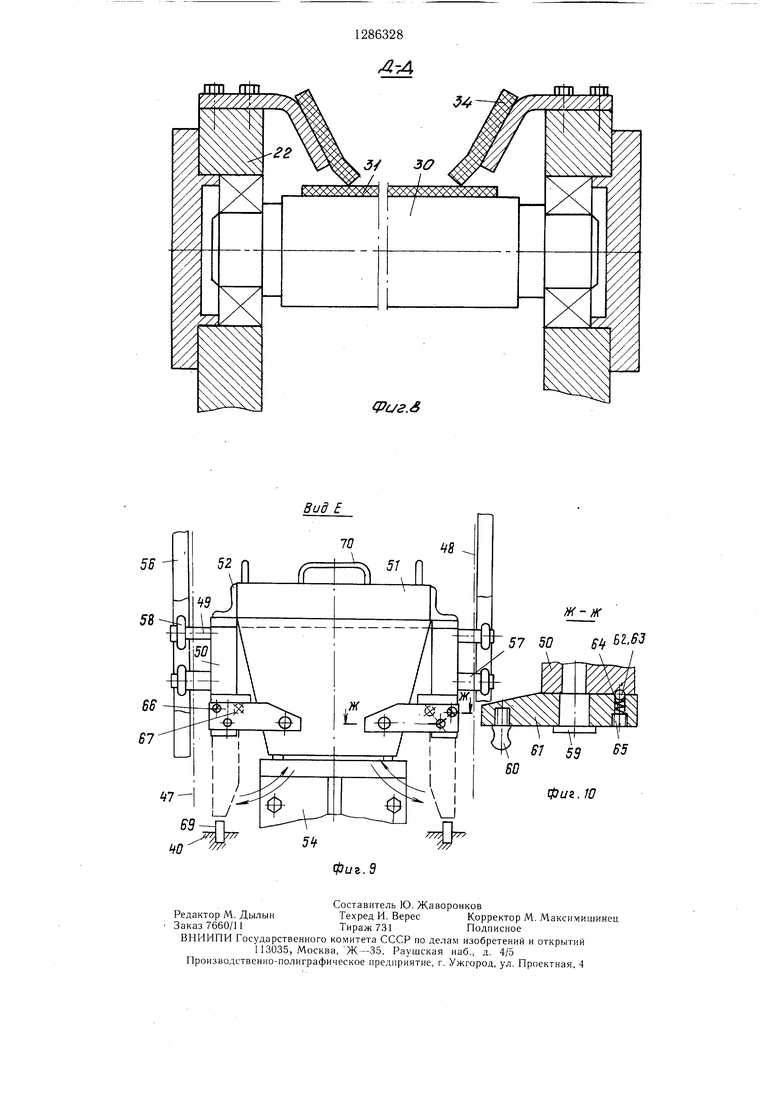
На фиг. 1 изображен штамповочный комплекс для изготовления деталей из полосового материала, первый вариант исполнения устройства для удаления деталей из пресса; на фиг. 2 - устройство для удаления деталей из пресса, .второй вариант исполнения; на фиг. 3 - то же, третий вариант исполнения; на фиг. 4 - сечение А-А на фиг. 1; на фиг. 5 - сечение Б-Б на фиг. 1; на фиг. 6 - сечение В-В на фиг. 2; на фиг. 7 - сечение Г-Г на фиг. 3; на фиг. 8 - сечение. Д-Д на фиг. 4; на фиг. 9 - вид по стрелке Е на фиг. 5; на фиг. 10 - сечение Ж-Ж на фиг. 9.
Комплекс содержит объединенные системой управления пресс 1, устройство 2 для хранения и перемеш,ения, включающее раз- меш,енный перед фронтом 3 пресса 1 стеллаж 4 для хранения и перемеш,ения кассет 5 с уложенными в стопы полосами, устройство 6 поштучного отделения и выдачи полос из стопы и размещенную между прессом 1 и устройством 6 валковую подачу 7, механизм резки отходов, выполненный в виде ножниц 8, установленных с другой стороны пресса 1, контейнер 9 для накопления отходов, смонтированный в станине ножниц 8, валковую подачу 10, размещенную между прессом 1 и ножницами 8, а также устройство 11 для автоматической смены штампов 12, включающее механизм 13 переноса штампов, размещенный в плоскости 14 симметрии зева 15 пресса 1 напротив его оси 16 давления, транспортные средства подвода ,17 и отвода 18 штампов, смонтированные сбоку от механизма 13 параллельно стеллажу 4, и раздающее транспортное устройство 19, размещенное между транспортными средствами 17 и 18, механизмом 13 и прессом 1. Сбоку от транспортных средств 17 и 18 установлен пульт 20 управления.
В плоскости 14 под механизмом 13 и устройством 19 размещен транспортер 21 уборки изделий, содержащий смонтированные на основании 22 ведущий барабан 23, кинематически связанный с помощью клиноремен- ной передачи 24, редуктора 25 и муфты 26 с электродвигателем 27, ведомый барабан 28, снабженный натяжным устройством 29, поддерживающие валки 30 и ленту 31. На основании 22 под подштамповой плитой 32 смонтирован приемный лоток 33, вдоль ленты 31 установлено ограждение 34. В плите 32 по оси 16 давления выполнено отверстие 35, сообщающееся с прикрепленным к плите 32 отводящим патрубком 36.
С транспортером 21 функционально связан стеллаж-накопитель изделий, который в
0
зависимости от конкретных условии производства может быть выполнен в виде устройства 37, 38 или 39.
Согласно первому варианту выполнения устройства стеллаж-накопитель 37 представляет собой смонтированную на размещенной перед транспортером 21 станине 40 двухрядную цепную передачу 41, оснащенную натяжным устройством 42 и кинематически связанную с помощью клиноременной пе- редачи 43, редуктора 44 и муфты 45 с электродвигателем 46. К звеньям цепей 47 и 48 передачи 41 с помощью осей 49 прикреплены грузонесущие П-образные рамки 50, на которых установлена тара для изделий, выполненная в виде контейнеров 51, опирающихся на рамки 50 своими кронштейнами 52. К передней части станины 40 с помощью болтов 53 прикреплен приемный стол 54, снабженный опорными роликами 55. Перед столом 54 и транспортером 21 на станине 40 закреплены направляющие линейки 56, а на рамках 50 смонтированы кронштейны 57. На кронштейнах 57 и на осях 49 установлены взаимодействующие с линейками 56 опорные ролики 58.
5 На рамках 50 на осях 59 смонтированы оснащенные рукоятками 60 поворотные планки 61, на которых имеются фиксаторы, выполненные в виде шариков 62 и 63, поджатых к поверхностям рамок 50 с помощью пружин 64 и регулировочных винтов 65, а на поверхности рамок 50 предусмотрены лунки 66 и 67, соответствующие положению шариков 63 при горизонтальном (закрытом) и при вертикальном (открытом) положении планок 61.
На станине 40 напротив приемного стола 54 смонтированы датчик 68 наличия грузонесущей рамки 50 и датчики 69 открытого положения планок 61.
Для удобства снятия со стеллажа 37 на контейнерах 51 предусмотрены ручки 70. 0 Согласно второму варианту выполнения устройства стеллаж-накопитель изделий 38 состоит из платформы 71, установленной перед транспортером 21 в направляющих 72, смонтированных на основании 73 перпендикулярно фронту 3 пресса 1, и стола 74, смонтированного на платформе 71 в направляющих 75, расположенных перпендикулярно направляющим 72, при этом стол 74 с помощью передач 76 кинематически связан с электродвигателем 77 и на нем предусмотрены ячейки 78 для тары 79, а платформа 71 с помощью передач 80 кинематически связана с электродвигателем 81.
Для фиксации крайних положений платформы 71 и стола 74 на основании 73 смонтированы упоры 82 и 83 со встроенными в них 5 датчиками конечных положений платформы 71, а на самой платформе 71 - аналогичные упоры 84 и 85 с датчиками конечных положений стола 74.
0
5
5
0
При выполнении устройства по третьему варианту стеллаж-накопитель изделий 39 представляет собой смонтированные на общем основании 86 стол 87, установленный сбоку от транспортных средств 17 и 18 в направляющих 88, расположенных перпендикулярно фронту 3 пресса 1, и промежуточный транспортер 89, смонтированный между транспортером 21 и столом 87 в направляющих 90, расположенных перпендикулярно направляющим 88.
Промежуточный транспортер 89 конструктивно выполнен аналогично транспортеру 21 (приемный лоток и ограждение промежуточного транспортера не показаны), при этом его ведущий барабан 91 приводится в движение от электродвигателя 92, с которым он кинематически связан с помощью передач 93, а установленное в направляющих 90 основание 94 транспортера 89 с помощью передач 95 кинематически связано с привотера 21 и лентой 31 переносятся к стеллажу-, накопителю готовых изделий. В зависимости от варианта выполнения стеллажа-накопителя готовые изделия ссыпаются с транспортера 21 непосредственно в контейнер 51 уст5 ройства 37, тару 79 устройства 38 или поступают на промежуточный транспортер 89 устройства 39, который переносит их к размещенной на столе 87 таре 100. При этом в момент ссыпки изделий в тару устройства 37
10 планки 61 находятся в закрытом положении, а ролики 58 грузонесущих рамок 50 расположены между направляющими линейками 56, которые препятствуют их возможному опрокидыванию из-за неравномерного заполнения контейнеров 51.
По окончании штамповки очередной стопы заготовок пресс 1 и транспортер 21 останавливаются, устройство 2 производит замену порожней кассеты 5 на позиции поштучной выдачи полос из стопы новой, а устройдом 96 линейного перемещения. На столе 2о помощью механизма 13 и разда- 87, приводимом в движение через переда-ющего транспортного устройства 19 перемещает отработавший щтамп 12 с подштампо- вой плиты 32 к транспортным средствам 18
чи 97 от электродвигателя 98, предусмотрены ячейки 99 для тары 100.
Для фиксации крайних положений стола 87 и транспортера 89 устройство снабжено, соответственно, упорами 101, 102 и 103, 104 25 со встроенными в них датчиками конечных п-оложений указанных устройств.
При всех вариантах выполнения стеллажа-накопителя его механизмы смонтированы таким образом, чтобы в своих крайн их
отвода и подает в пресс 1 очередной штамп 12, соответствущий новой партии заготовок.
Одновременно с этим в сте.плаже-нако- пителе изделий производится замена заполненной тары порожней. Для этого в устройстве 37 включается электродвигатель 46, который через муфту 45, редуктор 44 и клиноположениях они не закрывали проход 105 ременную передачу 43 приводит в движение
для обслуживающего персонала, предусмотренный между устройством 2 для автоматической подачи заготовок и транспортером 21 уборки изделий.
Комплекс работает следующим образом.
Перед началом штамповки со стеллажа 4 в устройство 6 поштучной выдачи полос из стопы подается кассета 5 с соответству- щими заданной номенклатуре изделий заготовками. Одновременное этим транспортные средства 17 подают в раздающее транспортное устройство 19 собранный в пакет штамп 12, соответствующий выбранным заготовкам. Устройство 19 перемещает штамп 12 к механизму 13, который переносит его на подштамповую плиту 32.
цепную передачу 41. В зависимости от конкретных условий производства передача 41 перемещает контейнеры 51 либо на один шаг, в результате чего к транспортеру 21 подается следующий по порядку порожний контейнер 51, либо на число шагов, достаточное для перемещения заполненного готовыми изделиями контейнера 51 от транспортера 21 к приемному столу 54. При этом в процессе перемещения контейнеров 51 роли- 40 ки 58 одной из грузонесущих рамок 50 заходят в направляющие линейки 56, расположенные перед транспортером 21, а ролики 58 другой рамки 50 - в линейки 56, размещенные перед приемным столом 54. Останов цепной передачи 41 осуществляется с
После закрепления элементов штампа 12 45 помощью срабатывающего через заранее
в прессе 1 включаются электродвигатель 27 транспортера 21, который через муфту 26, редуктор 25, передачу 24 и барабан 23 приводит в движение ленту 31, и устройство 6, которое производит поштучную выдачу полос из стопы к валковой подаче 7, перемещающей заготовки в пресс 1.
В процессе работы пресса 1 отходы заготовок с помощью валковой подачи 10 подаются к ножницам .8, где они измельча50
заданное число шагов датчика 68, который выключает электродвигатель 46 в момент подхода соответствующей грузонесущей рамки 50 к столу 54.
Замена заполненной тары на стеллаже- накопителе может производиться либо в процессе штамповки очередной стопы заготовок, либо после окончания штамповки всей номенклатуры изделий. Для этого в устройстве 37 с помощью рукояток 60 опеются и затем поступают в контейнер 9, §5 рэтор комплекса разворачивает планки 61
а готовые изделия из штампа 12 через отверстие 35 в плите 32 и отводящий патрубок 36 поступают в приемный лоток 33 транспорвокруг осей 59 до их фиксации в вертикальном положении, при котором шарики 62, 63 заходят в выемки 67, и, взявшись за ручки
тера 21 и лентой 31 переносятся к стеллажу-, накопителю готовых изделий. В зависимости от варианта выполнения стеллажа-накопителя готовые изделия ссыпаются с транспортера 21 непосредственно в контейнер 51 устройства 37, тару 79 устройства 38 или поступают на промежуточный транспортер 89 устройства 39, который переносит их к размещенной на столе 87 таре 100. При этом в момент ссыпки изделий в тару устройства 37
планки 61 находятся в закрытом положении, а ролики 58 грузонесущих рамок 50 расположены между направляющими линейками 56, которые препятствуют их возможному опрокидыванию из-за неравномерного заполнения контейнеров 51.
По окончании штамповки очередной стопы заготовок пресс 1 и транспортер 21 останавливаются, устройство 2 производит замену порожней кассеты 5 на позиции поштучной выдачи полос из стопы новой, а устройщает отработавший щтамп 12 с подштампо- вой плиты 32 к транспортным средствам 18
отвода и подает в пресс 1 очередной штамп 12, соответствущий новой партии заготовок.
Одновременно с этим в сте.плаже-нако- пителе изделий производится замена заполненной тары порожней. Для этого в устройстве 37 включается электродвигатель 46, который через муфту 45, редуктор 44 и клино ременную передачу 43 приводит в движение
ременную передачу 43 приводит в движение
цепную передачу 41. В зависимости от конкретных условий производства передача 41 перемещает контейнеры 51 либо на один шаг, в результате чего к транспортеру 21 подается следующий по порядку порожний контейнер 51, либо на число шагов, достаточное для перемещения заполненного готовыми изделиями контейнера 51 от транспортера 21 к приемному столу 54. При этом в процессе перемещения контейнеров 51 роли- ки 58 одной из грузонесущих рамок 50 заходят в направляющие линейки 56, расположенные перед транспортером 21, а ролики 58 другой рамки 50 - в линейки 56, размещенные перед приемным столом 54. Останов цепной передачи 41 осуществляется с
помощью срабатывающего через заранее
заданное число шагов датчика 68, который выключает электродвигатель 46 в момент подхода соответствующей грузонесущей рамки 50 к столу 54.
Замена заполненной тары на стеллаже- накопителе может производиться либо в процессе штамповки очередной стопы заготовок, либо после окончания штамповки всей номенклатуры изделий. Для этого в устройстве 37 с помощью рукояток 60 опе рэтор комплекса разворачивает планки 61
вокруг осей 59 до их фиксации в вертикальном положении, при котором шарики 62, 63 заходят в выемки 67, и, взявшись за ручки
70, выдвигает заполненный контейнер 51 на стол 54 и заменяет его порожним. При этом в моменты съема и установки контейнера 51 его кронштейны 52 скользят по рамкам 50, ролики 58, упирающиеся в линейки 56, предотвращают опрокидывание рамок 50, а дат- чики 69 блокируют включение электродвигателя 46 при открытом положении планок 61. Снятие блокировки датчиков 69 происходит после возвращения планок 61 в исходное горизонтальное положение, при ко- тором шарики 62, 63 заходят в выемки 66 и планки 61 запирают загруженный контейнер 51 в рамке 50.
В устройстве 38 отвод из-под транспортера 21 заполненной изделиями тары 79 производится путем шаговых перемещений стола 74 в направляющих 75 и платформы 71 в направляющих 72 с помощью регулируемых по программе приводов 77 и 81. При этом крайние положения стола 74 и платформы 71 определяются соответственно упорами 84, 85 и 82, 83 и встроенными в них датчиками конечных положений, подающими в систему управления устройством 38 соответствующие командные сигналы на реверсивное включение электродвигателей 77 и 81.
В устройстве 39 последовательное запол- нение изделиями тары 100 обеспечивается перемещением стола 87 в направляющих 88 и промежуточного транспортера 89 в направляющих 90 с помощью регулируемых по программе приводов 98 и 96. При этом крайние положения указанных устройств и реверсивное включение их электродвигателей обеспечивается соответственно с помощью упоров и датчиков 101, 102 и 103, 104.
Благодаря тому, что по ходу технологического процесса сортировка отходов не требуется, замена заполненного отходами контейнера 9, имеющего больщую емкость, чем тара стеллажа-накопителя изделий, производится по окончании щтамповки изделий всей номенклатуры.
При текущем и периодическом обслужи- вании оборудования комплекса проход 105 обеспечивает возможность доступа обслуживающего персонала к прессу 1, механизму устройства 2 для автоматической подачи полосовых заготовок, механизму 13 переноса штампов, раздающему транспортному устройству 19, транспортным средствам 18 отвода штампов и транспортеру уборки изделий 21, а установка пульта 20 управления сбоку от транспортных средств устройства 11 для автоматической смены штампов дает возможность наблюдения за работой всего оборудования комплекса.
Использование стеллажа-накопителя изделий, выполненного в виде устройства 37 элеваторного типа, обеспечивает наибольшую компактность комплекса оборудования для многономенклатурной штамповки.
Выполнение стеллажа-накопителя в виде устройства 38, состоящего из стола 74 с
5
0
5
0
g
0
5
5
0
ячейками для тары и платформы 71, позволяет упростить конструкцию накопителя. При использовании в качестве стеллажа- накопителя изделий устройства 39, включающего стол 87, с ячейками для тары и промежуточный транспортер 89, обеспечиваются наиболее оптимальные условия наблюдения за наполнением тары.
Формула изобретения
1.Штамповочный комплекс для изготовления деталей из полосового материала, содержащий пресс, пульт управления, валковые подачи, расположенные по обе стороны пресса, механизм резки отходов, расположенный на основании по одну из сторон пресса за валковой подачей по ходу подачи материала, устройство для поштучного от- де тения полос от стопы, расположенное по другую сторону пресса, устройство для хранения и перемещения кассет со стопами полос, установленное перпендикулярно фронту пресса, контейнер для сбора отходов и устройство для смены штампов, имеющее механизм для перемещения штампов и механизм подачи штампов, расположенные перпендикулярно к фронту пресса, отличающийся тем, что, с целью повыщения производительности процесса изготовления и удобства обслуживания, комплекс снабжен транспортным устройством для перемещения щтампов, расположенным параллельно фронту пресса, устройством для удаления деталей из пресса, расположенным под транспортным устройством для перемещения щтампов и механизмом подачи щтампов,и устройством для накопления деталей, при этом механизм для перемещения штампов расположен у механизма подачи штампов со стороны механизма резки отходов, пульт управления установлен у пресса со стороны механизма резки отходов.
2.Комплекс по п. 1, отличающийся тем, что устройство для накопления деталей выполнено в виде замкнутого транспортера.
3.Комплекс по п. 1, отличающийся тем, что устройство для накопления деталей выполнено в виде тары для размещения деталей, смонтированных в станине вертикально цепных передач, связанных с приводом П-образных рамок для размещения тары, шарнирно закреленных на цепях цепных передач, приемного стола для размещения тары, смонтированного на станипе, направляющих линеек, закрепленных на станине вертикально с возможностью взаимодействия с П-образными планками, замков для тары, выполненных в виде планок, шарнирно закрепленных на П-образных планках, и подпружиненных фиксаторов, смонтированных на планках с возможностью взаимодействия с П-образными планками.
4.Комплекс по пп. 1 и 3, отличающийся тем, что он снабжен датчиками, один из которых установлен у приемного стола с воз1
можностью взаимодействия с тарой, а другие - с планками.
5.Комплекс по п. 1, отличающийся тем, что устройство для накопления деталей выполнено в виде установленных с возможностью перемещения в двух взаимно перпендикулярных направлениях приводной платформы и приводного стола с ячейками для размещения тары, установленного на приводной платформе.
6.Комплекс по п. I, отличающийся тем, что устройство для накопления деталей вы
,
П -J «
полнено в виде направляющих, установленных перпендикулярно к фронту пресса и расположенных у механизма перемещения пов со стороны механизма резки, приводного стола с ячейками для размещения тары, установленного на направляющих, и промежуточного транспортера, установленного с возможностью перемещения от привода линейного перемещения перпендикулярно к направляющим и расположенного между направляющими и устройством для удаления деталей из пресса.
ipuz.J
71
1 Tt
цзиг.З
12 15
фиг.
AlA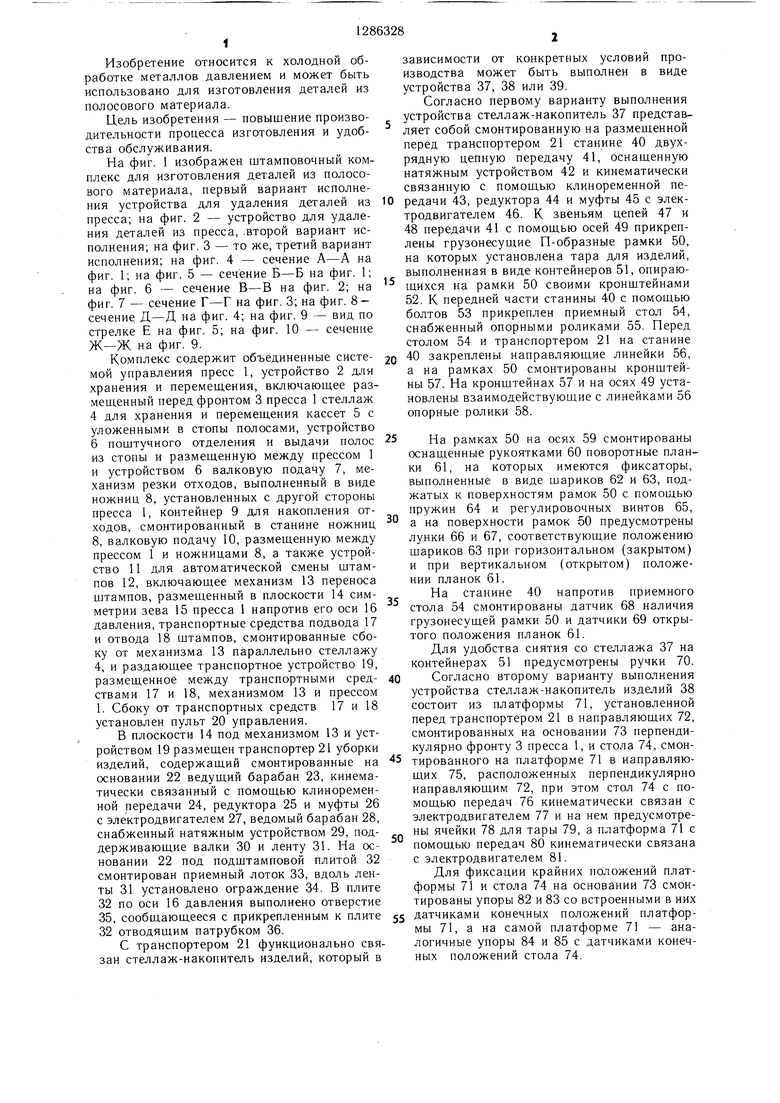
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкая производственная система листовой штамповки | 1991 |
|
SU1796325A1 |
| Способ штамповки деталей из полосового материала и установка для его осуществления | 1987 |
|
SU1586826A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Штамповочный комплекс | 1988 |
|
SU1609537A1 |
| Штамповочный комплекс | 1981 |
|
SU1015991A1 |
| Автоматизированный комплекс для штамповки деталей из полосового материала | 1985 |
|
SU1296269A1 |
| Гибкая производственная система | 1987 |
|
SU1491663A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Сборочный центр | 1985 |
|
SU1311908A1 |
| Установка для многономенклатурной штамповки полосового материала | 1989 |
|
SU1745396A1 |
Изобретение относится к области холодной обработки металлов давлением, в частности к штамповочным комплексам для изготовления деталей из полосового материала. Целью изобретения является повышение производительности прбцесса изготовления и удобства обслуживания. Кассеты и спирали цолос перемещаются устройством для хранения и перемещения кассет к устройству для поштучного отделения полос на стопы. Отделенная полоса перемещается в рабочую зону пресса и из рабочей зоны пресса. На выходе из пресса отходы рубятся механизмом резки. Одновременно штампы устройством для смены штампов подаются в пресс. Детали удаляются из пресса устройством для удаления и подаются в устройство для накопления деталей. Последнее выполнено в виде смонтированных в станине вертикально цепных передач, несущих П-образные планки для перемещения тары для деталей. Приводят в движение в двух взаимно перпендикулярных направлениях платформы, несущие приводной стол с ячейками для размещения деталей. Управление комплексом осуществляется с пульта управления, расположенного у механизма резки отходов. 5 з.п ф-лы, 10 ил. i (Л to 00 О5 со ю 00
37
fS fS
fpus.ff
r- г
Ш
100
f
///V//
99 86 87
ds
9293
98
r
Д-А
4
зо
1
/
7
fpua.S
Вид Е
57 50 6
/
фиг. W
фиъ.д
Составитель Ю. Жаворонков
Редактор М. ДылынТехред И. ВересКорректор М. Максимишинец
Заказ 7660/1 1Тираж 731Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
1 13035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое преднриятие, г. Ужгород, ул. Проектная, 4
| Штамповочный комплекс | 1981 |
|
SU1015991A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
