I
Изобретение может быть испольэова-ч rio для снятия остаточных напряжений в металлоконструкциях с протяженными сварными швами.
Известен способ снятия остаточных напряжений с помощью вибрации с деталей lj. По этому способу деталь жестко закрепляют по концам, и на сварном шве устанавливают вибратор.
Известный способ позволяет получить знач1ггельный эффект при снятии остаточных напряжений с определенного вида деталей, например труб, сваренных встык кольцевым швом.
Однако эффективно снять остатошые напряжения с деталей рамной конструкции не представляется возможным.
Цель изобретения - эффективное снятие остаточных напряжений путем увеличения жесткости изделий и частоты собственных колебаний,
Зто достигается тем, что по предлагаемому способу детали устанавливаются симметрично друг другу через прокладки переменной вьюоты, выбранной из условия
плавного упругого изгиба конструкции с максимальной величиной прогиба в месте приложения вибрационной нагрузки, а концы деталей соединяют между собой.
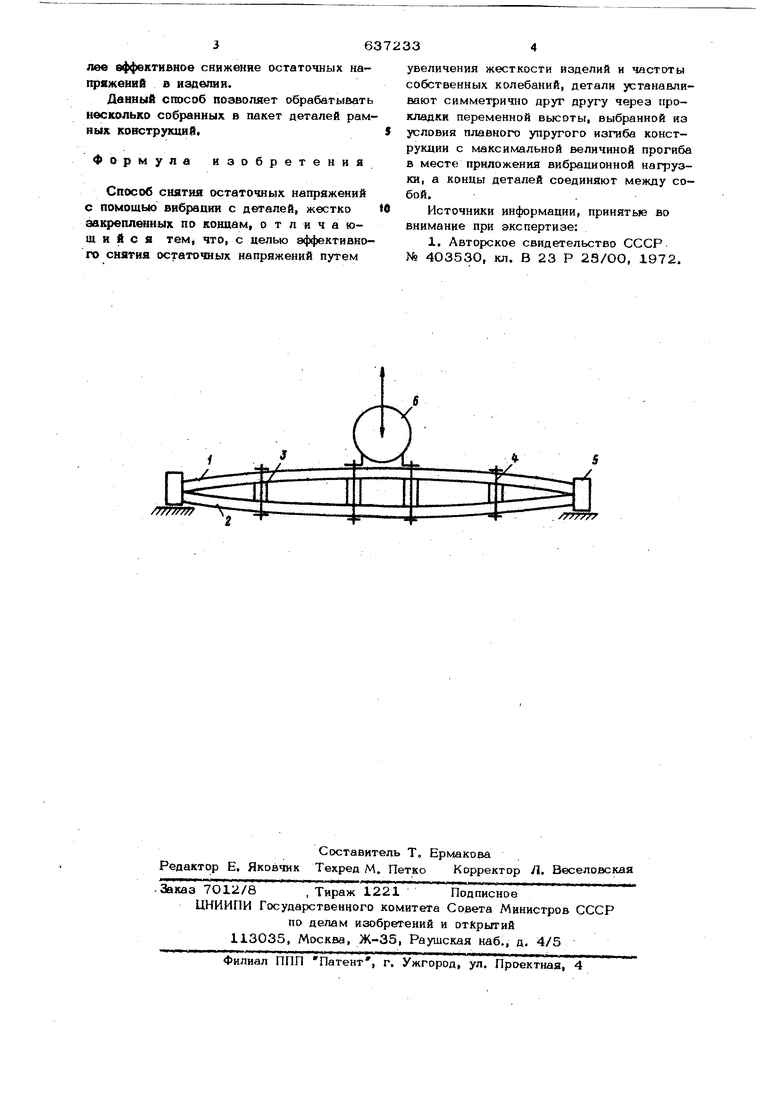
На чертеже показана схема установкн деталей по описываемому способу.
Детали i к 2 устанавливают симметрично друг другу через прокладки 3 переменной высоты и стягивают зажимами 4, а концы изделий соединены, натфнмер сварены, с применением удаляемых накладок 5.
Высота прокладок при этом выб1фается такой, чтобы получить плавный упругий изгиб конструкции с максимальной велячяной прогиба в месте крепления вибратора 6, а количество прокладок выбирается ив условия обеспечения устойчивости при во действии сжнмаюишх напряжений, возникающих при наложении вибрационных нагр
30 к.
При установке деталей по предлагаемому способу значительно увеличивается жесткость конструкции и собственная частота колебаний системы и происходит более аффективное снижение остаточных напряжевий в изделии.
Данный способ позволяет обрабатывать несколько собранных в пакет деталей рамвых конструкций.
Формула изобретения
Способ снятия остаточных напряжений с помощью вибрации с деталей, жестко закрепленных по концам, отличающийся тем, что, с целью эффективного снятия остаточных напряжений путем
увеличения жесткости изделий и частоты собственных колебаний, детали устанавливают симметрично друг другу через прокладки переменной высоты, выбранной из условия плавного упругого изгиба конструкции с максимальной величиной прогиба в месте приложения вибрационной нагрузки, а концы деталей соединяют между собой.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство СССР № 4О3530, кл. В 23 Р 28/ОО, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ снятия остаточных напряжений | 1981 |
|
SU1062282A1 |
| СПОСОБ ВИБРАЦИОННОЙ ПРАВКИ ДЕФОРМИРОВАННЫХ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ | 2015 |
|
RU2612463C2 |
| Устройство для обработки изделий вибрацией | 1988 |
|
SU1668415A1 |
| Устройство для обработки изделий вибрацией | 1988 |
|
SU1527285A2 |
| СПОСОБ ВИБРАЦИОННОЙ ПРАВКИ НЕЖЕСТКИХ ДЕТАЛЕЙ | 2010 |
|
RU2484910C2 |
| Способ снятия внутренних напряжений в металлических деталях | 1985 |
|
SU1254031A2 |
| Устройство для вибрационного старения металлических изделий | 1988 |
|
SU1629327A1 |
| СПОСОБ СТАБИЛИЗАЦИИ ФОРМЫ И РАЗМЕРОВ КОРПУСОВ СУДОВ, ПОСТРОЕННЫХ КАРКАСНЫМ МЕТОДОМ | 2015 |
|
RU2610195C1 |
| СПОСОБ СТАБИЛИЗАЦИИ ФОРМЫ И РАЗМЕРОВ КОРПУСОВ СУДОВ, ПОСТРОЕННЫХ В ЛЕКАЛЬНЫХ СТЕНДАХ | 2015 |
|
RU2610194C1 |
| Способ обработки металлических изделий | 1988 |
|
SU1502629A1 |
