Изобретение относится к технологи изготовления пружин с правым и левым направлением витка в горячем состояйии и может быть использовано на предприятиях, как с массовым, так и с единичным производством пружин. Известен способ изготовления винтовых цилиндрических пружин путем навивки прутка на навивочную оправку установленную и закреплейную в итинд ле, в котором смонтировано зажимное устройство. Шаг пружины при этом образуют перемещением суплорта или оправки относительно , направляю щего пруток Е 3. Однако по известному способу изго товления пружин в конце навивки необходимо подгибать конец заготовки, вышедшей из под направляющего ролика, с последующим съемом пружины с оправки. Это увеличивает технологический цикл изготовления пружины. Кроме того, второй конец заготовки остается свободным и в процессе навивки произвольно проворачивается, а поэтому его неббходид о постоянно удерживать и ориентировать в нужном положении. Цель изобретения - повьлаение производительности и обеспечение заданной, ориентации свободного конца заготовки в процессе навивки. Цель достигается тем, что по преД лагаемому способу навивку прутка осуществляют в горячем состоянии на вращающуюся оправку путем последовательного прижатия участков прутка к оправке на постоянном угле поворота последней. На чертеже показана схема, поясняющая способ. Заготовку 1 укладывают на оправку 2 под направляющий ролик 3 и один из нескольких (например шести/ радиально расположенных по отношению к оправке прижимов 4. Все прижимы вращаются со скоростью, равной скорости вращения оправки, и кинематически с ней связаны (например, при помощи кулачковых механизмов / таким образом, что в момент начала вращения оправки в положении 1-II осуществляют прижим прутка к ней и происходит процесс навивки прутка на оправку до положения 1У, при этом прижим совершает путь, равный не более половины длины окружности оправки. Затем он отходит от заготовки, обходит шагообразующий палец 5 и заготовку 1 (положение ГУ-1/ а навитая часть винта попадает на скос шагообразующего пальца 5 и отгибается под углом подъема винтовой линии, образуя тем самым шаг пружины, и одновременно сходит с оправки. Таким образом осуществляется последовательное движение всех прижимов поэтому заготовка постоянно прижата к оправке в позициях II--III, и процесс навивки пружины идет непрерывно, пока не кончится заготовка. Постоянный прижим заготовки к оп« равке не позволяет проворот заготовки, что обеспечивает стабильную ориентацию второго конца заготовки. Для навивки следующей пружины можно подать заготовку сразу же за предыдущей,без подготовки механизмов. Для навивки левых пружин заготовка подается под оправку, которая приводится во вращение в обратную сторону.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для горячей навивки пружин | 1975 |
|
SU692179A1 |
| Устройство для горячей навивки пружин | 1977 |
|
SU639184A1 |
| Станок для горячей навивки пружин | 1977 |
|
SU777969A2 |
| Автомат для навивки пружин | 1987 |
|
SU1576220A1 |
| Автомат для изготовления пружин кручения | 1987 |
|
SU1416249A1 |
| Станок для горячей навивки пружин кручения | 1985 |
|
SU1282948A1 |
| Автомат для изготовления двухспиральных пружин с отогнутыми концами | 1985 |
|
SU1294442A1 |
| УСТРОЙСТВО ФОРМИРОВАНИЯ СПИРАЛИ | 2004 |
|
RU2257976C1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН с ДВУМЯ ВЕТВЯМИ ПРОТИВОПОЛОЖНОГО НАПРАВЛЕНИЯ | 1971 |
|
SU424644A1 |
| Устройство для навивки пружин | 1982 |
|
SU1348040A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ЦИЛИНДРИЧЕСКИХ ПРУЖИН ... путем навивки 'прутка в горячем состоянии на вращающуюся оправку, отличающий- с я тем, что, с целью повышения производительности и обеспечения ориентации свободного конца прутка, навивку прутка осуществляют ни оправку путем последовательного прижатия участков прутка к оправке на постоянном угле поворота последней.о:) со ооОС5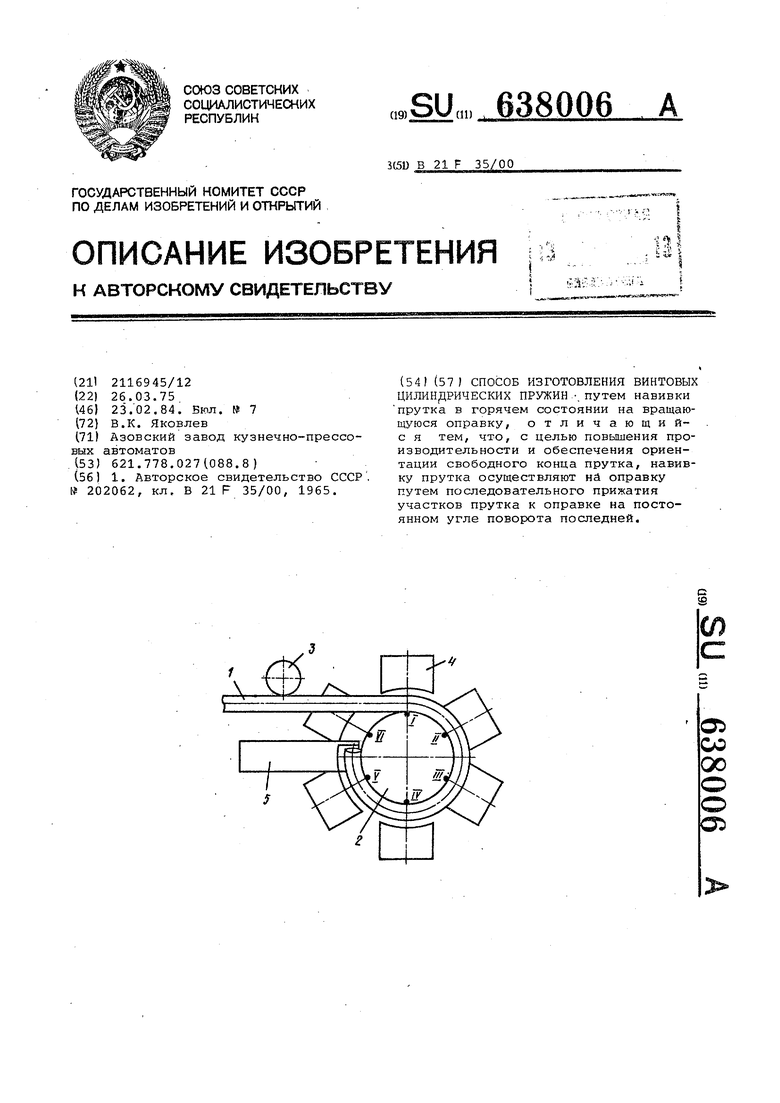
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР', № 202062, кл, В 21 F 35/00, 1965.(541 | |||
