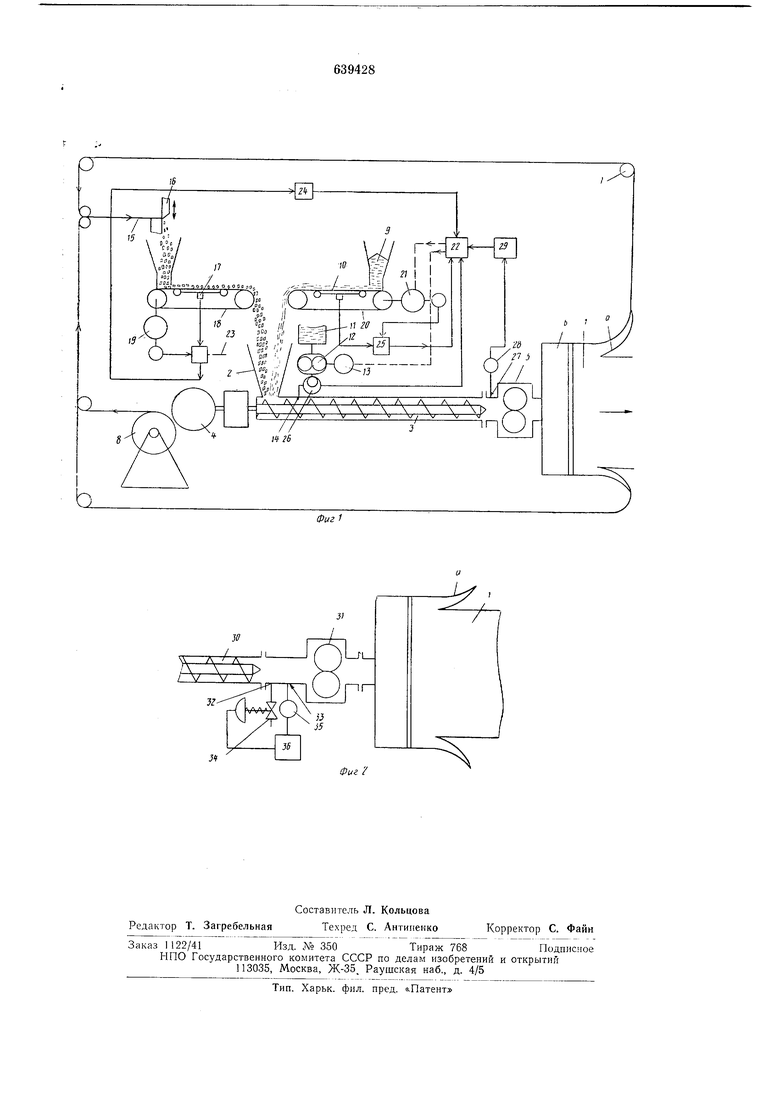
Предложенный способ поясняется технологической схемой (см. фиг. 1) получения пленок из поливинилбутираля.
Экструдирование пленки / осуидестЕ ляется слсду1ош,им образом.
Сырье через загрузочную воронку 2 иодают в червячный экструдер J,. приводимый в действие приводом 4. Сырье расплавляется в экструдере 3, и расплав с помощью насоса 5 под давлением подается в щелевую головку б, где производится деформация расплава в ширину, после чего расплав выходит из щелевой головки 6. С иомощью подключенных резальных мехаиизмов (иа чертежах не показаны) производится обрезка кромок с получением полос «а на обеих сторонах нленки 1, которые через направляющие ролики 7 опять подаются в экструдер 3. Можно наматывать полосы «а иа ролики 8 для отходов и при иеобходимости подавать их в экструдер 3. При получении илеиок из поливинилбутираля дозирование основного материала - поливинилбутираля и пластификатора осуществляют постоянно в отнощении времени, иричем в приведенном иримере поливинилбутираль и иластификатор иодают отдельио, но в определенном соотнощепии. Порощок (сырье) 9 поливинилбутираля через весовый ленточный дозатор 10, называемый также весами твердого вещества, и пластификатор (сырье) 11 через дозируюндий насос 12, приводимый в действие приводом 13, загружают через загрузочиое отверстие 14 в экструдер 5. Оборотиый материал 15 отходов, состоящий из полос «а и отходов от ролика 8, подается в рубильную мащину 16, которая непрерывно измельчает его в крощку. Крощку пепосредственно после измельчения иепрерывно взвещивают с помощью весового ленточного дозатора 17, называемого также весами для оборотного материала, и затем с помощью вращающейся транспортерной ленты 18 подают в загрузочную воронку 2 червячного экструдера 3, добавляя к дозе основного материала до получения заданной величины расхода. Весы 17 для оборотного материала приводятся в действие ириводом 19. Весы 10 для твердого вещества также работают при помощи вращающейся транспортерной ленты 20 и таклсе приводятся в действие приводом 21. При таком способе экструдирования пленки предусмотрен замкнутый регулирующий контур, причем подаваемый в экструдер 3 материал регистрируется и сравнивается друг с другом в отнощении количества на единицу времени, одновременно измеряется степень загрузки экструдера, которая в качестве измеряемой и регулирующей величииы передается регулирующему контуру. Регулятор 22 расхода установлен на заданную величину для дозаторов сырья, т. е. весом 10 для твердого вещества и дозируюндего насоса 12, причем эта заданная величина
соответствует достаточному питанию экструдера 3 без подачи оборотного материала. Количество оборотного материала на единииу времени, которое непрерывно и автоматически измеряется весами 17, с помощью измерительного элемента 23 и элемента 24 времени заиаздывания как сигнал измерения передается регулятору 22 расхода и вычитается от заданной величины последнего. В зависимости от колебаний при подаче оборотного материала 15 регулятор 22 расхода обеспечивает соответствующее повыщение или снижение количества сырья 9, 11 путем соответствующего регулирования привода 21 для весового ленточного дозатора 10 или привода 13 для дозирующего пасоса 12. Непрерывно измеряемые значения весов 10 для твердого вещества или дозируюп1,его насоса 12 через измеритель 25 или 26 расхода иепрерывно передаю гся регулятору 22 расхода для сравнения заданной величины с действительной. Стенеиь иаполнения червячиого экструдера 3 поддерживается постоянной тем, что давление .массы между червячньтм экструдером 3 и иасосом 5 измеряют с помощью датчика 27 и через измерительный прибор 28, измеряющий давление массы, регулятору 29 степени загрузки иередается сигнал величины измерения. В соответствии с этой величиной в иебольщой области, например + 10%, устанавливается общая заданная величина расхода сырья регулятора 22 расхода через регулятор 29 степени загрузки. Таким образом степень загрузки экструдера 3 с помощью замкнутого контура поддерживается постоянной.
При использовании в качестве дозаторов весовых ленточных дозаторов 17, 10 изменение количества материала, осуществляемое с номощью регулятора 22 расхода, осуществляется в зависимости от скорости ленты 20 весового ленточного дозатора, т. е. немедленно, однако между измерением количества оборотного материала 15 весами 77 для оборотиого материала и сбрасыванием этого количества в загрузочную воронку 2 червячного экструдера 3 проходит определенное время транспортировки, иоэтому для точной сиихронизации сбрасывания материала обоих весовых ленточных дозаторов 17, 10 измеряемую величину дозатора для оборотиого материала проводят через элемеит 24 времени запаздывания, обеспечивающий передачу регулятору 22 расхода измеряемой величины, сокращенной на время транспортировки.
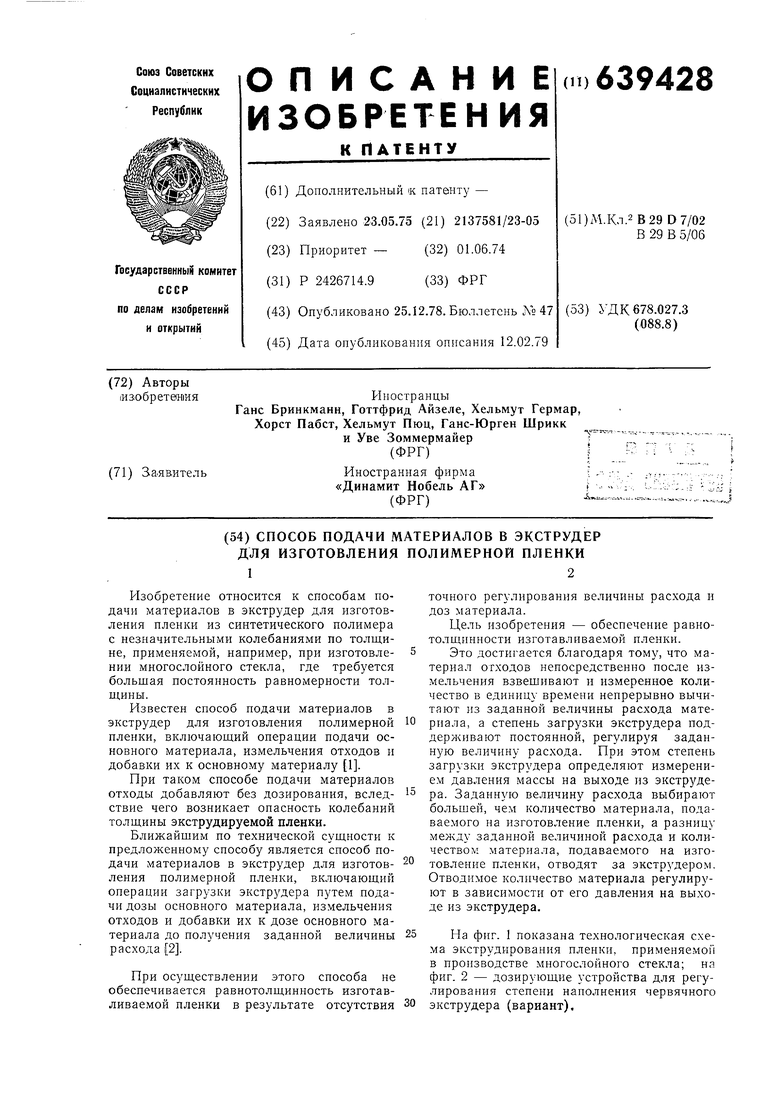
На фиг. 2 изображены дозирующие устройства для регулирования подачи материала в экстрздер 30, при это.м обеспечивается,постоянство стенени загрузки. Подаваемое в червячный экструдер 30 общее количество основного и оборотного материала (заданная величина расхода) принципиально должио быть иезначнтельно больщнм, чем количество материала, транс1юртир емое насосом 31 для изготовления плеикн. Разностное количество между подаваемым общим количеством материала и количеством матер 1ала траненортир -емым насосом 31, выводят из выходной части 32 между червячным экструдером 30 и насосом 31 для расплава. Кроме того, с номощыо измерителя 33 измеряют давление материала вблизи выходной части 52, которую снабжают клапаном 34 рег лирования. Измеренное давление материала через измерительный ирибор 35 передается регулятору 36, который в качестве исполн ггельного элемента устанавливает клапан 34 регулирования и таКИМ образом поддерживает степень загрузки экструдера постоянной. Приводится пример регулирования пропускаемых количеств ири получении пленки из поливинилбутираля согласно изображенной на фиг. 1 технологической схеме. При регулировании согласно изобретению иропускаемых количеств материала для червячного экструдера и обеспечения постоянства степени загрузки установлены колебанпя толщины в продольном наиравленни. Пример. Оби1,ее количество подаваемого материала - 200 кг/ч, при этом сырье с соотношением твердое вещество : пластификатор -- 74 : 26 - 80 кг/ч; количество оборотного материала - 120 кг/ч (при этом 88 кг/ч отходов и 32 кг/ч кромок); колебания толи,ины в продольном направлении - Г2 мм. В определенный момент заканчивают подачу отходов и затем (при полностью автоматическом регулироваиии) начинают эксплуатапию. Сырье с соотношением твердое вещество : пластификатор 74 : 26 - 168 кг/ч; кромки-колебания толшииы - 11 мм. Следовательно, нри осуществлении иред«тоженного способа подачи материала прп одновременной загрузке кромок и обрезок обеспечивается экструдирование равнотолщииной пленки. Кромки, получаемые во время процесса экструдирования, немедленно можно возвращать в экструдер. Дозаторы оборотного материала каждый момент взвешивают получаемое количество обрезков и вычитают его в соответствующий момент из общей величины расхода. При этом отпадает необходимость накопления непрерывно получаемых в рубплыюй мащине обрезков, так как они попадают непосредственно в дозатор оборотного материала и загружаются в червячный экструдер. Накопление обрезков без дополнительных мероприятий, например сильного охлаждения, что усложняет процесс получения пленки, приводит к склеиванию обрезков. Однако указанное преимущество позволяет также проводить переработку дополнительных обрезков материала, получаемых из роликодавлегне и степень загрузкн червячного экструдера поддерживаются постоянными. Это означает, что материал в червячном экструдерс в течение длительного времени нодвергается постоянной энергии сдвига и, следовательно, выходит из червячного экструдера с постоянной в отношеннп времени темиерат рой. Текучие свойства расплава материала в пщрокощелевой головке поэтом} не подвержены колебаниям в отнощенип времени, что положительно сказывается на постоянность во времени установленного распределения толщины по поперечному сеченпю. Благодаря достигаемой таким образом поclOHiiHOCTii темпе 1атурь и давления матстсриала обеспечивается постояпство распэе;1,еления расплава по поперечному сече1ппо, т. е. достигается высокая равномерность толни1ны пленок, особенно используемых для оптического многослойного стекла. Фор м V л а изобретения 1.Способ подачи материалов в экстру,дер для изготовления полимерной пленки, включающий операцпи загрузки экструдера путем подачи дозы основного матерпала, измельчения отходов и добавки их к дозе основного материала до получения заданной величины расхода, о т л и ч а ющ и и с я тем, что, с целью обеспеченпя равИОТОЛИ1ИННОСТИ изготавливаемой пленки, материал отходов непосредственно после измельчения взвешивают и измеренное количество в единицу времени непрерывно вычитают из заданной велпчпны расхода материала, а степень загрузки экстр дера поддержнзают постоянной, регулируя заданную величину расхода. 2.Способ по п. 1, о т л и ч а ю щ и и с я тем, что степепь загрузки экструдера определяют измерением давленпя массы па выходе из экструдера. 3.Способ по пп. 1 и 2, о т л п ч а ю щ и йс я тем, что задаппую величину расхода выбирают большей, чем количество материала, подаваемого на изготовление плепки, а разницу между заданной величиной расхода п количеством материала, подаваемого на изготовление пленки, отводят за эструдером. 4.Способ по п. 3, от л и ч а ю щ п и с я тем, что отводимое количество материала регулируют в зависимости от его давления на выходе из экструдера. Источники информащп, прииятые внимание при экспертизе: . 1.Грифф А. 1СХНОЛОГНЯ экструзии пластмасс, М., «Мир, 1965, с. 89-90. 2.Грифф А. Технология экструзии пластИ
у fill у V у
/I
А Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления бесконечной пленки из термопласта с цветной краевой полосой и устройство для его осуществления | 1982 |
|
SU1209024A3 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА КРОВЕЛЬНО-СТРОИТЕЛЬНОГО МАТЕРИАЛА И СОСТАВ ДЛЯ ИЗГОТОВЛЕНИЯ КРОВЕЛЬНОГО ЛИСТА | 2012 |
|
RU2496637C1 |
| Способ и установка для регенерации резиносодержащих отходов с использованием жидких модификаторов (варианты) | 2018 |
|
RU2697557C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЛИНИЕЙ ПРОИЗВОДСТВА ЭКСТРУДИРОВАННЫХ ТЕКСТУРАТОВ | 2009 |
|
RU2412052C1 |
| Устройство управления весовым дозатором непрерывного действия | 1982 |
|
SU1016685A1 |
| Способ получения трихлорметансульфенилхлорида | 1972 |
|
SU548205A3 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ МОКРОГО САМОИЗМЕЛЬЧЕНИЯ ШЛАМА В МЕЛЬНИЧНОМ АГРЕГАТЕ | 2010 |
|
RU2428256C1 |
| Способ получения двухслойной табачной пленки | 1974 |
|
SU598542A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНОГО МАТЕРИАЛА, В ЧАСТНОСТИ, ДЛЯ ИЗГОТОВЛЕНИЯ ОКОН И ДВЕРЕЙ | 1996 |
|
RU2177412C2 |
| ОКРАШЕННОЕ ПОЛИМЕРНОЕ ФОРМОВАННОЕ ИЗДЕЛИЕ, СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ФОРМОВАННОГО ИЗДЕЛИЯ | 2012 |
|
RU2609174C2 |