(54) СТАН ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОСЫ
тывается на пониженной (заправочной) скоростн прокатки (не свыше 10 м/с).
Предлагаемый стан для горячей прокатки полосы позволяет производить ирокатку с любой возможной конечной скоростью и при этом предусматривает возможность охлаждения полос любых размеров с высоких (свыше 940° С) температур конца прокатки до низких температур смотки (550°С).
Цель изобретения - повышение конечной скорости прокатки.
Это достигается наличием на стане для горячей прокатки полосы дополнительных моталок, установленных непосредственно за чистовЪй группой клетей, и соответствуюших им разматывателей, установленных перед средствами для ускоренного охлаждения полосы.
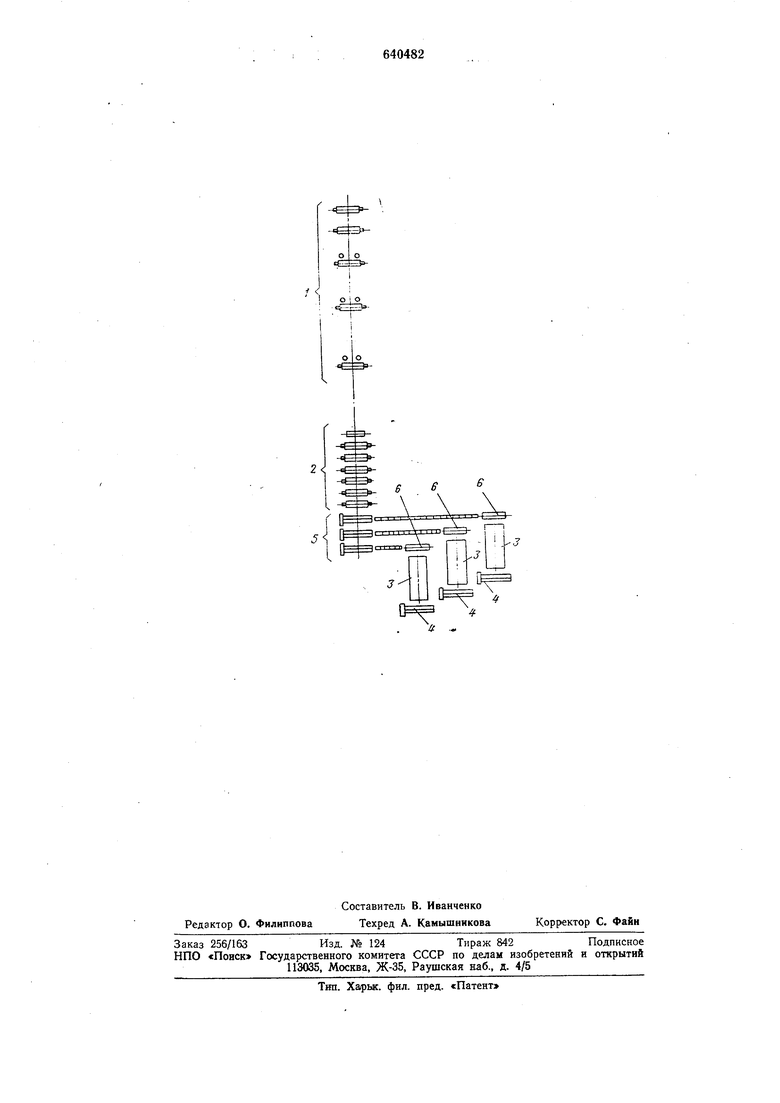
На чертеже изображен предлагаемый стан для горячей прокатки полосы, вид в плане.
Он содержит че4зновую 1 и чистовую 2 группы клете.й, средства 3 для ускоренного охлаждения прокатанной полосы, моталки 4 для намотки охлажденной полосы, дополнительные моталки 5, установленные непосредственно за чистовой группой клетей, и соответствуюш;ие им разматыватели 6, установленные перед средствами для ускоренного охлаждения полосы.
Прокатка на предлагаемом стане горячей прокатки полосы осуществляется следуюш,им образом.
Из нагретого сляба прокатывают в черновой и чисгговой группах клетей полосу, ккзторую сматывают на одной из дополнительных моталок, установленных непосредственно за чистовой группой клетей. До захвата переднего конца полосы дополнительной моталкой скорость прокатки не превышает 10 м/с. После захвата стан разгоняют до максимально возможной конечной скорости прокатки. После прокатки и смотки рулон по транспортеру подают в соответствуюш,ий дополнительной моталке разматыватель, установленный перед средствами для ускоренного охлаждения полосы. Здесь полосу разматывают, пропускают через средства для ускоренного охлаждения и охлажденную сматывают на моталках.
Поступающая в средства для ускоренного охлаждения полоса имеет достаточно высокую температуру (свыше 900° С), хотя и теряет часть тепла (20-40° С) при транспортировке от дополнительных моталок до разматывателей. Однако, регулируя количество воды, подаваемое на полосу, а также увеличивая или уменьщая время пребывания металла в средствах для ускоренного охлаждения за счет изменения
скорости перемещения (перемотки) полосы, можно легко охладить полосу с высоких, температур до любых температур смотки, в том числе и низких.
Количество дополнительных моталок,
разматывателей, средств для ускоренного охлаждения и моталок для намотки охлажденной полосы выбирают и устанавливают из расчета максимальной производительности стана.
-- ;
Таким образом, на предлагаемом стане для горячей прокатки полосы можно прокатывать металл с любой максимально возможной конечной скоростью, которая будет ограничиваться только техническими возможностями оборудования и мощностью двигателей.
Формула изобретения
Стан для горячей прокатки полосы, содержащий черновую и чистовую группы клетей, средства для ускоренного охлаждения прокатанной полосы и моталки для
намотки охлажденной полосы, отличающийся тем, что, с целью повышения конечной скорости прокатки, стан снабжен дополнительными моталками, установленными непосредственно за чистовой группой клетей, и соответствуюшими им разматывателями, установленными перед средствами для ускоренного охлаждения полосы.
CECa3..S6 ff
.

| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатный стан для производства горячекатанных полос | 1978 |
|
SU778830A1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ПОЛОВ | 2002 |
|
RU2223833C2 |
| Прокатный стан для производства горячекатаных полос | 1976 |
|
SU686787A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС И КОМБИНИРОВАННЫЙ ПОЛУНЕПРЕРЫВНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2491140C2 |
| РЕВЕРСИВНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА ТОНКОЙ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ | 2002 |
|
RU2259244C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ НЕПРЕРЫВНОЛИТЫХ СЛЯБОВ НА НЕПРЕРЫВНОМ ШИРОКОПОЛОСОВОМ СТАНЕ И НЕПРЕРЫВНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2386492C2 |
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА ТОНКОЙ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ | 2002 |
|
RU2254183C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОЙ ПОЛОСЫ, ПРОКАТАННОЙ В ФЕРРИТНОМ СОСТОЯНИИ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2218426C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2004 |
|
RU2267368C1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ТРУБНОЙ СТАЛИ | 2008 |
|
RU2379139C1 |