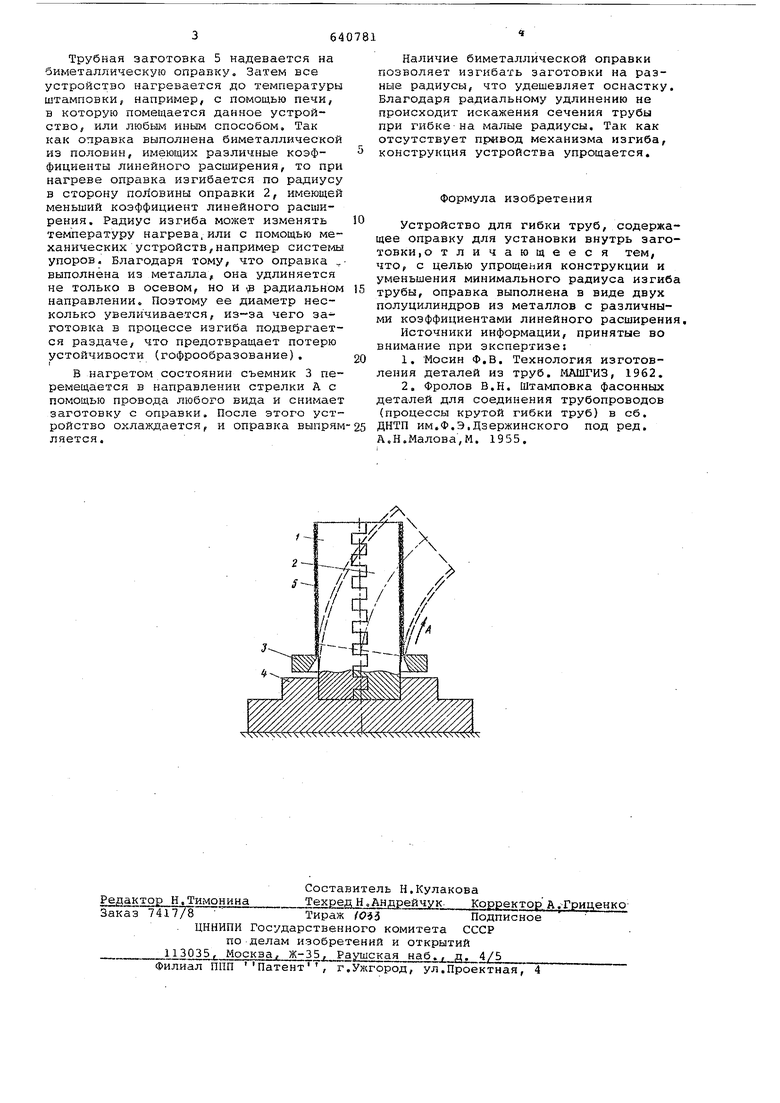
Устройство касается обработки металлов давлением и относится к устройствам для гибки труб по малому ра диусу, оно может быть использовано в химическом, нефтяном машиностроении, самолетостроении и других отраслях машиностроения. Известно устройство для гибки тру включающее внутренние справки (порны предотвращающие искажение сечения трубы в процессе формоизменения ij. Недостаток известных устройств. состоит в невозможности изгиба заготовки по малому радиусу из-за офрообразования по внутренней поверхности трубы. Известны также устройства для гиб ки труб, основным элементом которых является жесткая рогообразная оправка. В указанньох устройствах заготовка с помощью привода перемещается по рогообразному сердечнику, подвергаяс одновременно процессам изгиба и раздачи 21. Недостаток известных устройств - невозможность изготовления деталей, изогнутых по различным радиусам при использовании одного и того же рого.образного сердечника (оправки), невозможность изгиба заготовки с малой относительной толщиной по малому радиусу из-за потери устойчивости стенки трубы в зоне передачи усилия ,(сложность конструкции устройств. Цель изобретения - устранение указанных недостатков, а также обеспечение возможности изгиба заготовок по малому радиусу и упрощение конструкт ции устройства. Это достигается тем, что оправка выполнена в виде двух полуцилиндров из металлов с различными коэффициентами линейного расширения. На чертеже показана схема предла:гаемого устройства. Устройство состоит из двух половин оправки (полуцилиндров) 1 и 2, выполненных из материалов с различными коэффициентами линейного расширения. В исходном положении половины соединяются, -например, с помощью выступов, образующих замок. Наружная поверхность оправки 1, 2 обработана по внутренней поверхности трубы. Для съема детали с оправки 1, 2 служит съемник 3. Оправка устанавливается в корпусе 4, служащим также для фиксации полуцилиндров 1 и 2 относительно друг друга.
Трубная заготовка 5 надевается на биметаллическую оправку. Затем все устройство нагревается до температуры штамповки, например, с помощью печи, в которую помещается данное устройство, или любьм иным способом. Так как оправка выполнена биметаллической из половин, имеющих различные коэффициенты линейного расширения, то при нагреве оправка изгибается по радиусу в сторону половины оправки 2, имеющей меньший коэффициент линейного расширения. Радиус изгиба может изменять температуру нагрева.или с помощью механических устройств, например систеглы упоров. Благодаря тому, что оправка выполнена из металла, она удлиняется не только в осевом, но и ,в радиальном направлении. Поэтому ее диаметр несколько увеличивается, из-за чего заготовка в процессе изгиба подвергается раздаче, что предотвращает потерю устойчивости (гофрообразование),
В нагретом состоянии съемник 3 перемещается в направлении стрелки А с помощью провода любого вида и снимает заготовку с оправки. После этого устройство охлаждается, и оправка выпрям ляется.
Наличие биметаллической оправки позволяет изгибать заготовки на разные радиусы, что удешевляет оснастку. Благодаря радиальному удлинению не происходит искажения сечения трубы при гибке-на малые радиусы. Так как отсутствует привод механизма изгиба, конструкция устройства упрощается.
Формула изобретения
Устройство для гибки труб, содержащее оправку для установки внутрь заготовки, о тличающееся тем, что, с целью упрощения конструкции и уменьшения минимального радиуса изгиба трубы, оправка выполнена в виде двух полуцилиндров из металлов с различными козффициентами линейного расширения
Источники информации, принятые во внимание при экспертизе
1,Мосин Ф.В. Технология изготовления деталей из труб, 1 1АШГИЗ, 1962,
2.Фролов В,Н, Шта1.шовка фасонных деталей для соединения трубопроводов
(процессы крутой гибки труб) в сб, ДНТП им.Ф.Э.Дзержинского под ред. А,Н.Малова,М, 1955,
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГИБКИ ТОНКОСТЕННЫХ ПАТРУБКОВ | 1989 |
|
RU1630120C |
| Рогообразный сердечник для изготовления крутоизогнутых патрубков | 1978 |
|
SU698695A1 |
| СПОСОБ ГИБКИ ТРУБ | 2001 |
|
RU2210452C2 |
| Способ гибки тонкостенных патрубков | 1987 |
|
SU1505625A1 |
| Оправка для гибки труб | 1979 |
|
SU795623A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УГОЛЬНИКА | 1998 |
|
RU2152283C1 |
| Способ получения тонкостенных патрубков из листовых заготовок | 1988 |
|
SU1532162A1 |
| Рогообразный сердечник | 1981 |
|
SU963611A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ВОЛНОВОДОВ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ | 2017 |
|
RU2663921C1 |
| Рогообразный сердечник для изготовления отводов из трубных заготовок | 1979 |
|
SU863069A1 |
