В Практике производства отливок с применением стержней со знаками только в нижней полуформе, несвязанными с верхней полуформой. и боковыми стенками нижней полуформы, наибольшее распространение имеет способ крепления J:тeplжнeй лужёными жеребейками. К недостаткам этого способа относится следующее:
1)ненадёжность крепления стержня; при высокой температуре заливаемого металла (1300-1350° С) стержни всплывают,
2)образование газовых раковин и непровара возле жеребейки при низкой температуре заливаемого металла (ниже 1300° С) и вследствие этого ухудшение качества отлнвок,
3)необходимость расходования . полуды.
Предлагаемый способ крепления стержней в формах исключает указанные недостатки.
Сущность его состоит в том, что жидкий металл, поступающий в форму в самом начале заливки, после заполнения формы на незначительный уровень попадает через канал во втулку, находящуюся под стержнем. Во втулку входит каркас или гвоздь, заформованные встержень или пропущенные через него.
Затвердевание металла во втулке происходит значительно раньше, чем наступает равновесие между силой тяжести стержня и подъёмной силой жидкого металла; поэтому стержень не всплывает.
Способ, согласно настоящему изобретению, поясняется фиг. 1 и 2 чертежа.
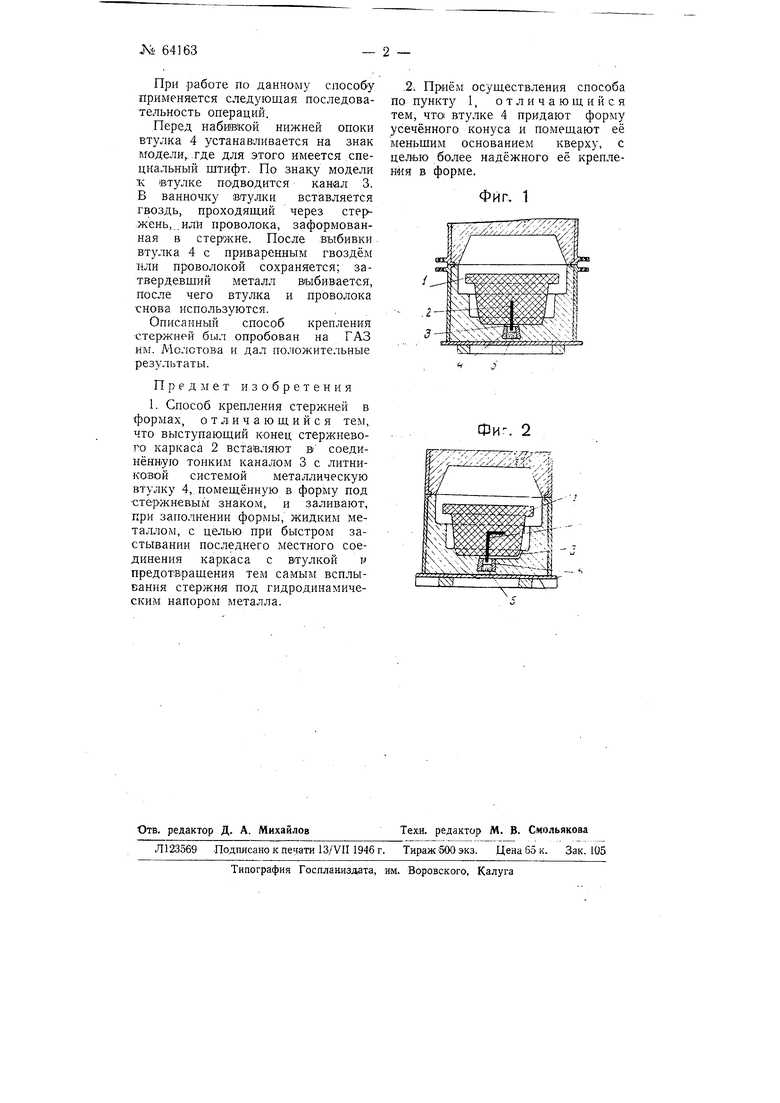
Выступающий за габариты стержня 1 конец стержневого каркаса 2 вставляют в соединённую с литниковой системой тонким каналом 3 металлическую втулку 4, помещённую в форму под стержневым знаком. При заполнении формы жидким металлом, вследствие быстрого застывания последнего, обеспечивается местное соединение каркаса 2 с втулкой 4 н, таким образом, предот в:ращается возможность всплывания стержня под гидродинамическим напором металла. Для того чтобы увеличить надёжность крепления втулки 4, последней придают форму усечённого конуса с расположением меньщего основания кверху, Нижнюю часть втулки 4 целесообразно набить глиной 5.
При работе по данному способу применяется следующая последовательность операций.
Перед набавкой нижней опоки втулка 4 устанавливается на знак модели,..где для этого имеется .специальный штифт. По знаку модели к 1В:тулке подводится канйл 3. В ванночку втулки вставляется гвоздь, проходящий через стержень, или проволока, заформованная в стержне. После .выбивки. втулка 4 с приваренным гвоздём или проволокой сохраняется; затвердевший металл выбив ается, после чего втулка и проволока снова используются.
Описанный способ крепления стержней был опробован на ГАЗ им. Молотова и дал положительные результаты.
Предмет изобретения
1. Способ крепления стержней в формах, отличающийся тем, что выступающий конец стержневого каркаса 2 вставляют в соединённую топким каналом 3 с литниковой системой металлическую втулку 4,. помещённую в форму под стержневым знаком, и заливают, при заполнении формы, жидким металлом, с целью при быстром застывании последнего местного соединения каркаса с втулкой v предотвращения тем самым всплывания стержня под гидродинамическим напором металла.
.2. Приём осуществления способа по пункту 1, отличающийся тем, что втулке 4 придают форму усечённого конуса и помещают её меньщим основанием кверху, с целью более надёжного её крепления в форме.
Фиг. 1
Фи 2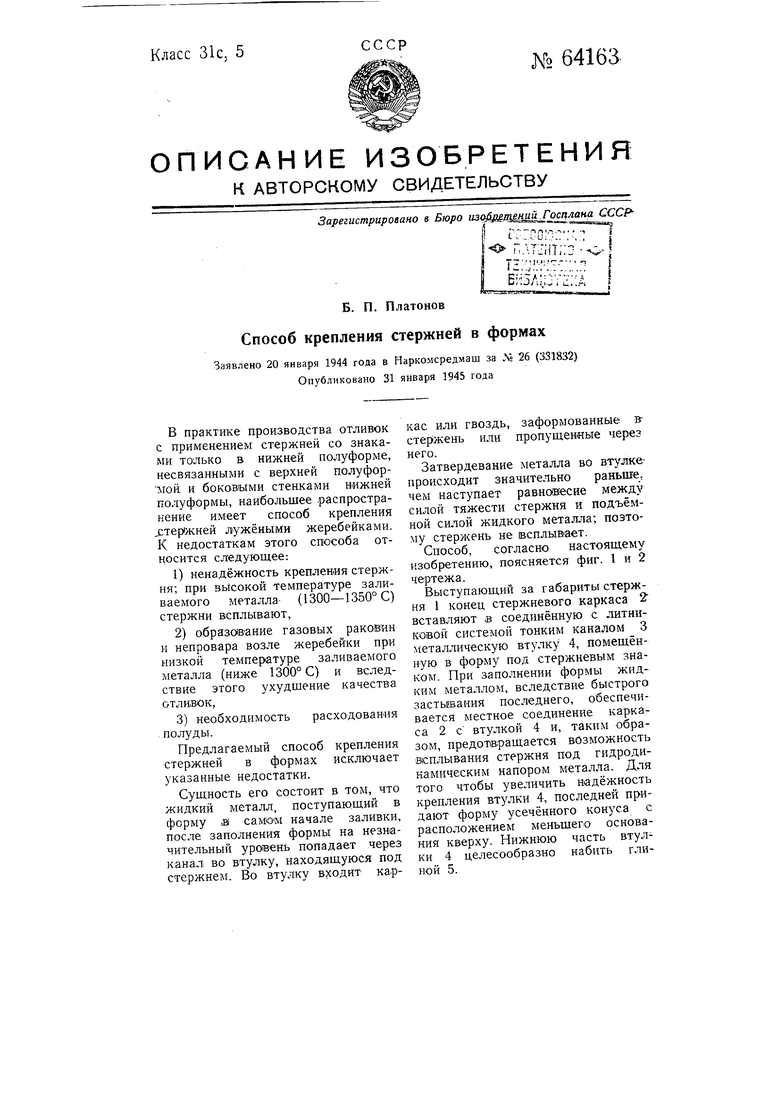
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЕЙНАЯ ФОРМА | 1990 |
|
RU2030244C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНОЙ ОТЛИВКИ С ВНУТРЕННИМИ ПОЛОСТЯМИ СЛОЖНОЙ КОНФИГУРАЦИИ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2002 |
|
RU2231414C2 |
| Способ изготовления кокилей для металлооболочковых форм | 1974 |
|
SU516463A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗЪЕМНЫХ ПОСТОЯННЫХ МЕТАЛЛИЧЕСКИХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2051006C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ РЕБРИСТЫХ ЦИЛИНДРОВ | 1992 |
|
RU2038917C1 |
| Способ изготовления литейных форм | 1979 |
|
SU831351A1 |
| Комбинированная литейная жеребейка | 1991 |
|
SU1790466A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДИЛЬНЫХ ПЛИТ ДЛЯ ДОМЕННЫХ ПЕЧЕЙ (ВАРИАНТЫ) | 2018 |
|
RU2699430C1 |
| Способ изготовления форм для литья охлаждаемых лопаток турбин | 2023 |
|
RU2821536C1 |
| Способ формовки стаканообразных изделий | 1944 |
|
SU66103A1 |
