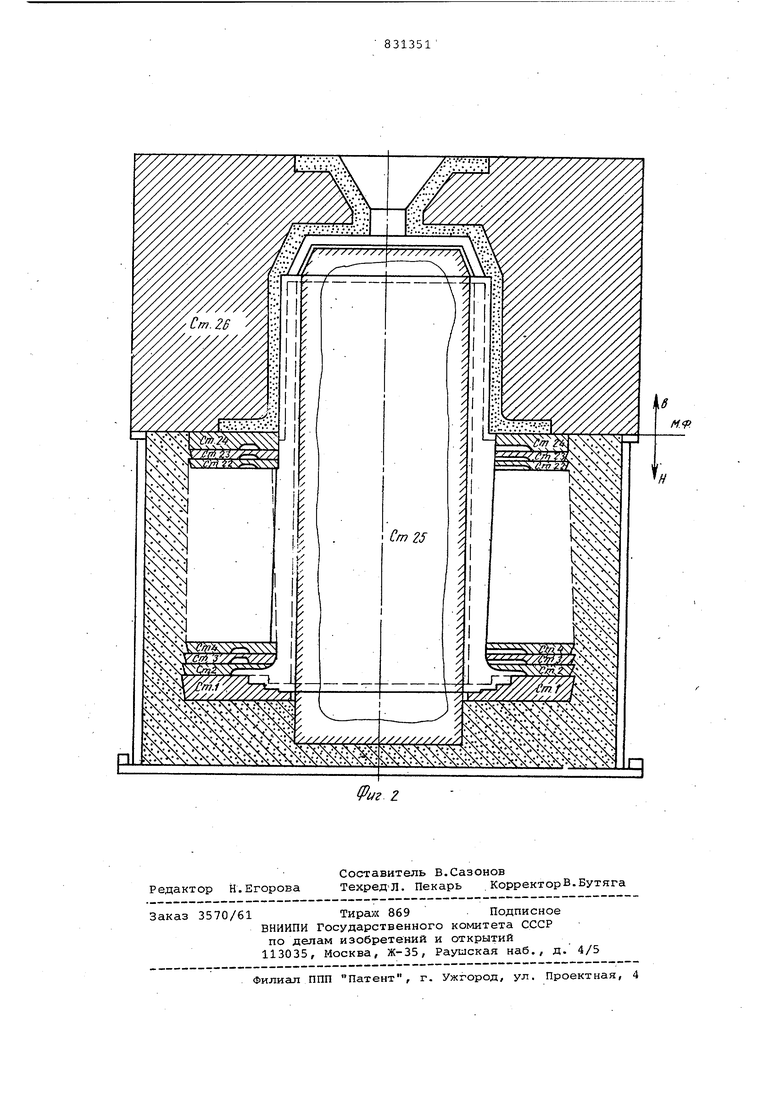
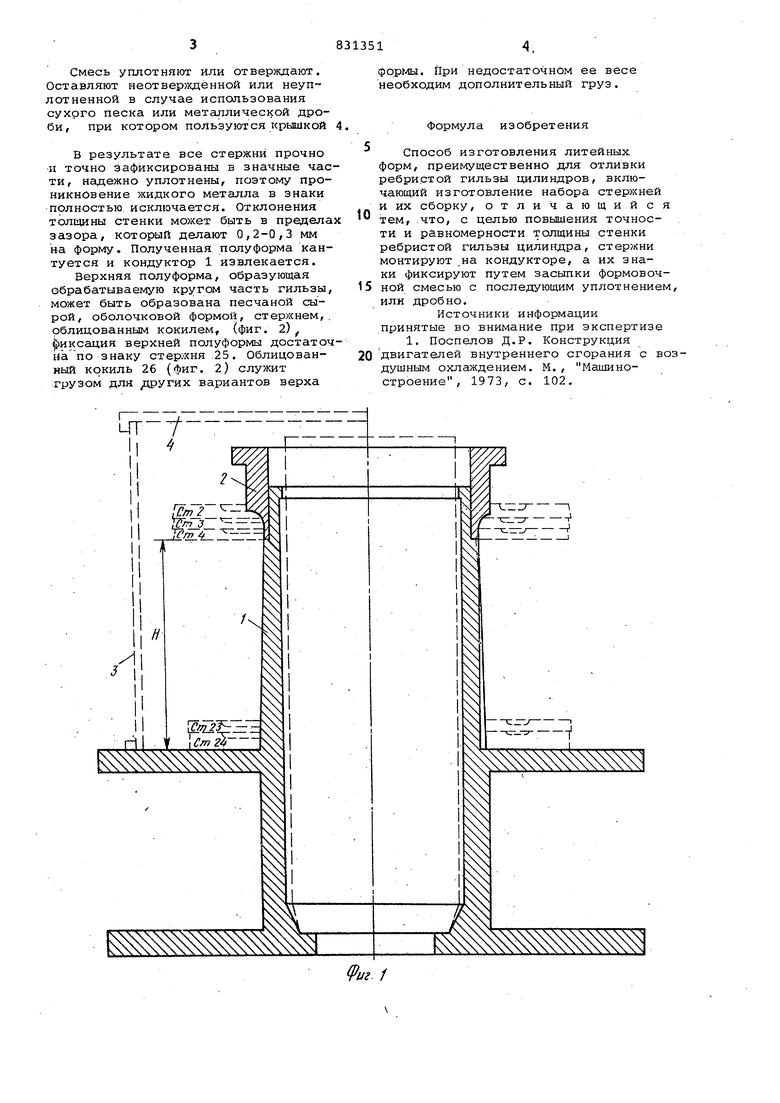
Изобретение относится к литейному производству, в частности к спосо бам изготовления литейных форм в стержнях. Известны способы получения.отливок ребристых цилиндров в стержневых формах с плоскостью разъема вдоль ос цилиндра и перпендикулярно оси цилин ра l . Однако в первом случае межреберны каналы, из-за формовочных уклонов получаются неравномерной толщины, а во втором - вследствие установки набора стержней колец по знакам воз никает неравностепенность стенки цилиндра. При отливке ребристых гильз цилин ров отклонения, отражающиеся на толщине стенки цилиндра, возникают вследствие отклонений размеров знака формы, знака стержня, зазора в знаках формы и стержня, стержня, а так же звена штырь-втулка. Суммарные отклонения достигают значительных величин, например, +1,5-1,5 мм. Если допустить отклоне ния на каждый элемент +0,3-0,3 мм, равностенность гильзы может быть ра личной по каждотлу кольцу. Цель изобретения - повышение точности и равномерности толщины стенки ребристой гильзы цилиндров, упроение изготовления формы. Поставленная цель достигается тем, что сборка стержней колец произво ится на кондукторе, а их знаки иксируют путем засыпки формовочной смесью с поел еду 1Э(дим уплотнением, или дробно. На фиг. 1 изображен кондуктор со стержнями; на фиг. 2 - форма в сборе. стержни-кольца, начиная с 24 по 5, надеваются на часть 1 кондуктора по высоте Н.Затем на отъемную часть 2 кондуктора собирают стержни 2-4 и налаживают на основной кондуктор 1 (фиг. 2). После этого снимают объемную часть 2, вставляют в кондуктор центровой стержень 25 и надевают последний стержень 1. Производят фиксацию стержней, для чего надевают жакет 3 (фиг. 2) или другое устройство. Полость между стержнями и жакетом заполняют или обычной формовочной, или жидкостекольной, или холоднотвердеющей смесью, или сухим песком, или металлической дробью.
Смесь уплотняют или отверждают. Оставляют неотвержденной или неуплотненной в случае использования сухого песка или металлической дроби, при котором пользуются крышкой
В результате все стержни прочно и точно зафиксированы в значные части, надежно уплотнены, поэтому проникновение жидкого металла в знаки полностью исключается. Отклонения ТОЛ1ДИНЫ стенки может быть в предела зазора, который делают 0,2-0,3 мм на форму. Полученная полуформа кантуется и кондуктор 1 извлекается. Верхняя полуформа, образующая обрабатываемую кругом часть гильзы, может быть образована песчаной сырой, оболочковой формой, стержнем,, облицованным кокилем, (фиг. 2) фиксация верхней полуформы достаточUa по знаку стержня 25. Облицованный кокиль 26 (фиг. 2) служит грузом для других вариантов верха
. При недостаточном ее весе необходим дополнительный груз.
Формула изобретения
Способ изготовления литейных форм, преиг/гущественно для отливки ребристой гильзы цилиндров, включающий изготовление набора стержней и их сборку, отличающийся тем, .что, с целью повышения точности и равномерности толщины стенки ребристой гильзы цилиндра, стержни монтируют на кондукторе, а их знаки фиксируют путем засыпки формовоч5 ной смесью с последующим уплотнением, или дробно.
Источники информации принятые во внимание при экспертизе
1. Поспелов Д.Р. Конструкция двигателей внутреннего сгорания с воздушным охлаждением. М., Машиностроение, 1973, с. 102.
V
$$$ $$s$$$s$$ $
fc. /
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ РЕБРИСТЫХ ЦИЛИНДРОВ | 1992 |
|
RU2038917C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ РЕБРИСТЫХ ЦИЛИНДРОВ | 1992 |
|
RU2006342C1 |
| Стержень для отливок ребристого цилиндра двигателей | 1983 |
|
SU1088864A1 |
| Способ изготовления облицованных кокилей и устройство для его осуществления | 1977 |
|
SU753530A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ ПОРШНЯ | 2009 |
|
RU2418651C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗЪЕМНЫХ ПОСТОЯННЫХ МЕТАЛЛИЧЕСКИХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2051006C1 |
| Способ получения износостойких и упругих структур рабочих органов почвообрабатывающих машин | 2019 |
|
RU2743682C2 |
| КОМБИНИРОВАННЫЙ ТЮБИНГ ТОННЕЛЬНОЙ ОБДЕЛКИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2107166C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| Стержень для вакуумной формовки крупногабаритных литейных форм | 1985 |
|
SU1294454A1 |