i
Изобретение относится к обработке металлов давлением, в частности к устройствам для правки.
Известно устройство для правки, содержащее расположенные на станете под вижную от привода переднюю и заднюю зажимные готовки с механизмами захвата l .
QjHfiKO известное устройство дает сравнительно низкое качество правка из-йа возможных трещин и разрывов по сварному шву и не обеспечивает возможности править на нем плиты с ребрами жесткости по всему периметру.
Цель изобретения - повышение ка чества правки и обеспечение правки плит с ребрами жесткости по всему периметру.
Для этого устройство снабжено смонтированной на станине подъемной площадкой с механизмом перемещения ее в плоскости,перпендикулярной оси правки, и установленной на ней рамой, выполненной в виде верхней и нижней частеи, соединенных зажимами, а также вибратором, расположенным ыа верхней части рамы, и смонтированными не станине механизмами перемещения в направленгш, параллельном оси правки задней заж1{миой головки и подъемной пло шадки, при этом верхней честь рамы снабжена зажимами для крепления к ней выправляемых сварных нлит.
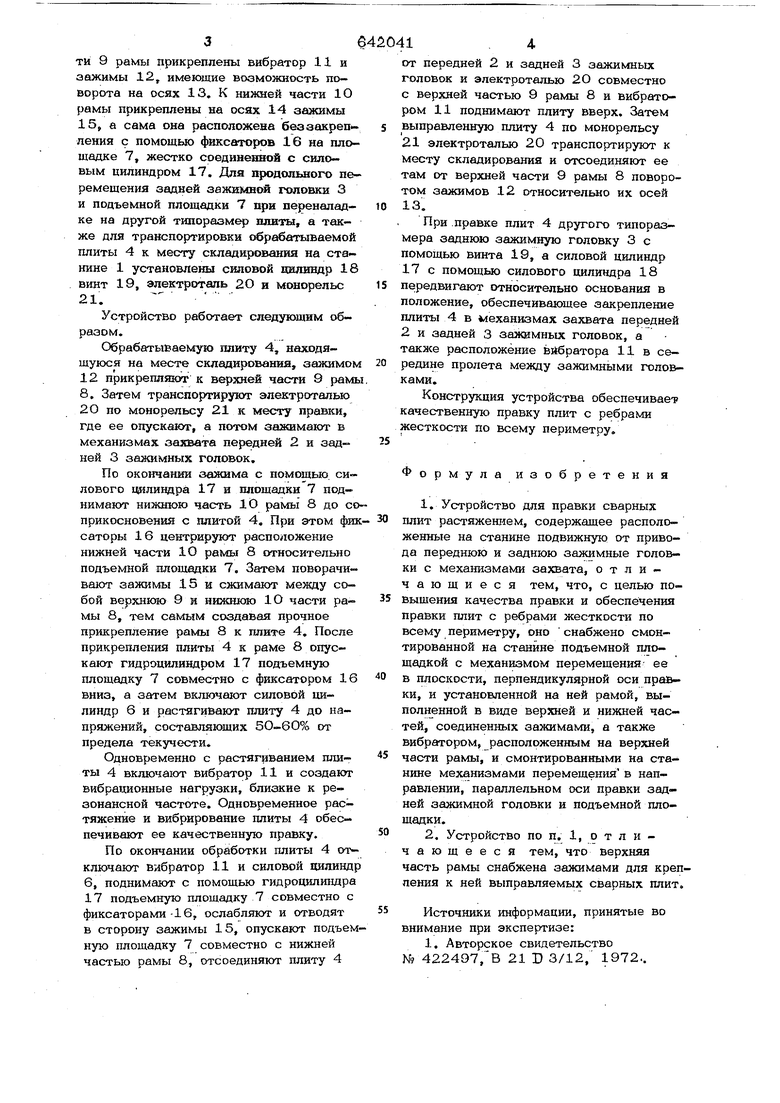
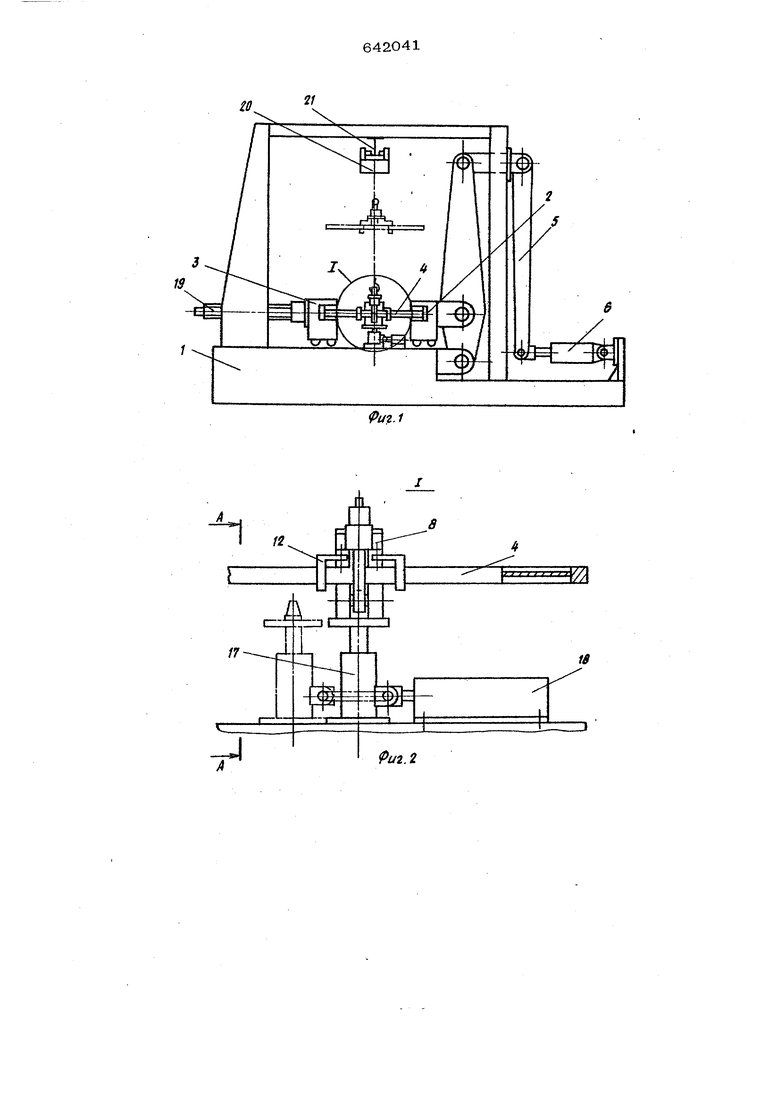
На фиг. 1 изображено гфедлагаемое устройство, общий вид; на 2 - увеличенный вид узла I на г, 1; на фиг. 3 - сечение А-А на фиг. 2; на фиг. 4 - вид Б фиг. 3.
На станине 1 рамного типа установлены передняя 2 и задняя 3 заж;имные головки с механизмами захвата, в которых закрепляется обрабатываемая плита 4. Перемещение передней зажимной головки 2 осуществляется через рычажную передачу 5 силовым цилиндром 6. На подъемной площадке 7 установлена рама 8, состоящая из двух частей верхней 9 и нижней Ю, К верхней час3ти 9 рамы прикреплены вибратор 11 и зажимы 12, имеющие возможность поворота на осях 13, К нижней части 1О рамы прикреплены на осях 14 зажимы 15, а сама она расположена беззакреп ления с помощью фиксаторов 16 на площадке 7, жестко соединенной с силовым цилиндром 17. Для продольного перемещения задней зажимной головки 3 и подъемной площадки 7 при переналадке на другой типоразмер зоцшты, а также для транспортировки обрабатываемой плиты 4 к месту складирования на станине 1 установлены силовой цилиндр 18 винт 19, электроталь 2О и монорельс 21. Устройство работает следующим образом. Обрабатываемую плиту 4, находящуюся на месте складирования, зшкимом 12 прикреплякуг к верхней части 9 рам 8. Затем транспортируют электроталью 2 О по монорельсу 21 к месту прашш, где ее опускают, а потом зажимают в механизмах захвата передней 2 и задней 3 зажимных головок. По окончании зажима с помощью, силового цяливдра 17 и площадки 7 поднимают нижнюю часть 1О рамы 8 до со прикосновения с плитой 4. При этом фис саторы 16 центрируют расположение нижней части 1О рамы В относительно подъемной площадки 7. Затем поворачивают зажимы 15 и сжимают между собой верхнюю 9 и нижнюю Ю части рамы 8, тем самым создавая прочное прикрепление рамы 8 к плите 4. После прикрепления плиты 4 к раме 8 опускают гидроцилиндром 17 подъемную площадку 7 совместно с фиксатором 16 вниз, а затем включают силовой цилиндр 6 и растягивают плиту 4 до напряжений, составляющих 5О-60% от предела текучести. Одновременно с растягиванием плиты 4 включают вибратор 11 и создают вибрационные нагрузки, близкие к резонансной частоте. Одновременное растяжение и вибрирование плиты 4 обеспечивают ее качественную правку. По окончании обработки плиты 4 отключают вибратор 11 и силовой цилинд 6, поднимают с помощью гидроцилшщра 17 подъемную площадку 7 совместно с фиксаторами-16, ослабляпют и отводят в сторону зажимы 15, опускают подъем ную площадку 7 совместно с нижней частью рамы 8, отсоединяют плиту 4 1 от передней 2 и задней 3 зажимных головок и электроталью 2О совместно с верхней частью 9 рамы 8 и вибратором 11 поднимают плиту вверх. Затем выправленную плиту 4 по монорельсу 21 электроталью 20 транспортируют к месту складирования и отсоединяют ее там от верхней части 9 рамы 8 поворотом зажимов 12 относительно их осей 13. При .правке плит 4 другого типоразмера заднюю зажимную головку 3 с помощью винта 19, а силовой цилиндр 17 с помощью силового цилиндра 18 передвигают относительно основания в положение, обеспечивающее закрепление плиты 4 в механизмах захвата передней 2 и задней 3 зажимных головок, а также расположение вибратора 11 в середине пролета между зажимными головками. Конструкция устройства обеспечивает качественную правку плит с ребрами жесткости по всему периметру. ормула изобретения 1. Устройство для правки сварных плит растяжением, содержащее расположенные на станине подвижную от привода переднюю и заднюю зажимные головки с механизмами захвата, отличающиеся тем, что, с целью повышения качества правки и обеспечения правки плит с ребрами жесткости по всему периметру, оно снабжено смонтированной на станине подъемной площадкой с механизмом перемещения ее в плоскости, перпендикулярной оси правки, и установленной на ней рамой, выполненной в виде верхней и нижней частей, соединенных зажимами, а также вибратором, расположенным на верхней части рамы, и смонтированными на станине механизмами перемещения в направлении, параллельном оси правки задней зажимной головки и подъемной площадки. 2. Устройство по п. 1, о т л и чающееся тем, что верхняя часть рамы снабжена зажимами для креппения к ней выправляемых сварных плит. Источники информации, принятые во внимание при экспертизе: 1. Авторское свидетельство № 422497,В 21 D 3/12, 1972..
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для правки металлоконструкций | 1978 |
|
SU747567A1 |
| УСТРОЙСТВО ДЛЯ ПОГРУЗКИ КИП СПРЕССОВАННОГО ЛЕКАРСТВЕННОГО СЫРЬЯ В КРУПНО-, СРЕДНЕ- И МАЛОТОННАЖНЫЕ КОНТЕЙНЕРЫ | 1999 |
|
RU2150394C1 |
| УСТАНОВКА ДЛЯ ИСПЫТАНИЙ И РЕМОНТА СКВАЖИННОГО ШТАНГОВОГО НАСОСА | 1996 |
|
RU2105903C1 |
| Установка для заготовки арматурных пакетов железобетонных изделий | 1982 |
|
SU1078012A2 |
| Устройство для правки горячего проката растяжением | 1975 |
|
SU570428A1 |
| Установка для правки металлоконструкций | 1978 |
|
SU770601A1 |
| Правильно-растяжная машина для правки фасонного проката | 1985 |
|
SU1299643A1 |
| Устройство для подачи бревен в деревообрабатывающий станок | 1973 |
|
SU458438A1 |
| Устройство для правки кузова автомобиля | 1988 |
|
SU1782181A3 |
| Мостовой кран | 2023 |
|
RU2820482C1 |
I /г
иг.г
s
иШ
/
9
/
И
п
13
JMiA. ri
