10
15
20
Изобретение относится к обработке металлов давлением и может быть использовано в промышленности при правке сортового металла на растяжных машинах.
Целью изобретения является повышение производительности машины с одновременным улучшением качества правки.
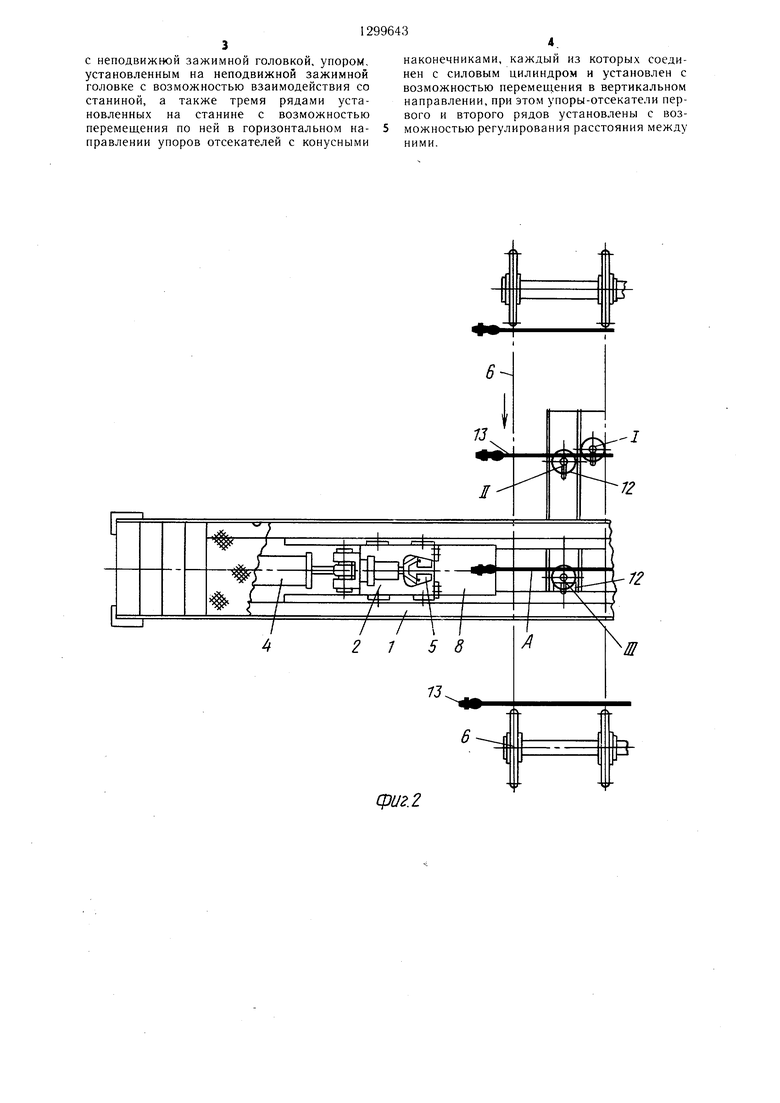
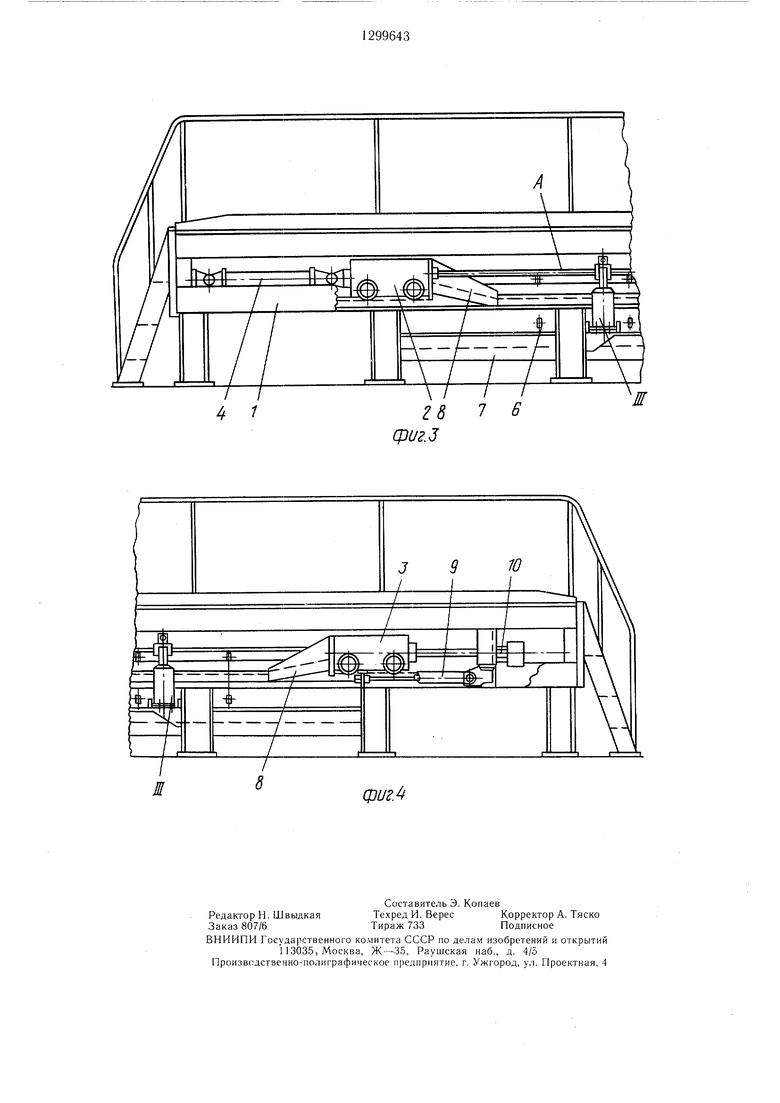
На фиг.1 изображена машина, поперечный разрез; на фиг.2 - часть машины с подвижной головкой, вид сверху; на фиг.З - то же, вид спереди; на фиг. 4 - часть машины с неподвижной головкой, вид спереди.
Машина для правки растяжением штанг глубинных насосов состоит из станины 1, на которой смонтированы подвижная 2 и неподвижная 3 зажимные головки. Головка 2 связана с силовым цилиндром 4 растяжения. Обе головки снабжены механизмами 5 зажима изделия. Через станину 1 пропу- ш,ен транспортер 6, а под станиной 1 установлен поддон 7 со шнеком для удаления окалины. В передней части обеих головок- установлены направляюшие пластины 8. Неподвижная головка 3 снабжена вспомогательным цилиндром 9 и связана подвижным упором 10 со станиной 1. На станине 1 установлены ряды 1,11,111 выдвижных упо- ров-отсекателей 1 1 с конусными наконечни- 25 ками. Упоры-отсекатели 11 рядов I и II установлены с возможностью регулирования зазора между ними. Упоры-отсекатели 11 ряда III сориентированы относительно оси растяжения А. Машина снабжена системой конечных выключателей 12.
Машина для правки растяжением штанг глубинных насосов работает следующим образом.
Штанги 13, поступающие на правку, находятся на транспортере 6, передвигающем их к оси растяжения А. Упоры-отсекатели 11 ряда II выдвинуты, а ряда I - втянуты. При достижении ряда II неправленная штанга 13 плотно прижимается к упо- рам-отсекателям 11 за счет силы трения ею и постоянно движущимся транспортером 6. По команде от системы конечных выключателей 12 при плотном прижатии штанги 13 по всей длине к упорам-отсекателям 11 ряда И выдвигаются упоры-отсекатели 11 ряда I, причем зазор между упорами-отсека- телями 11 рядов I и II равен диаметру штанги 13, что предусматривается уже при монтаже машины. Между выдвинутыми упо- рами-отсекателями 11 этих рядов укладывается только одна штанга, остальные сдерживаются упорами-отсекателями 1 1 ряда I.
После выделения единичной н1танги из общего потока упоры-отсекатели 11 ряда П втягиваются, а ряда III - выдвигаются. Выделенная штанга 13, увлекаемая транспортером 6, продолжает движение к оси растяжения А до упоров-отсекателей 1 1 ряда
ной плоскости оси растяжения А, после чего по команде системы конечных выключателей 12 происходит сближение головок 2 и 3 посредством силового цилиндра 4 и вспомогательного цилинд - ра 9. Одновременно с этим подается команда на выдвижение упоров-отсекателей 11 ряда II и втягивание упоров-отсекателей ряда I.
Установленные в передней части головок 2 и 3 направляющие пластины 8 поднимают провисающие под собственным весом головки щтанги 13 так, чтобы центр их сечения совпал с горизонтальной плоскостью оси растяжения А. После этого сориентированная штанга захватывается за ниппель механизмом 5 зажима, происходит процесс правки штанги. При этом благодаря тому, что головка 3 снабжена подвижным упором 10, осуществляющим во время растяжения ее связь со станиной 1, происходит жесткая фиксация головки 3 при правке путем растяжения головкой 2, приводимой в движение силовым цилиндром 4. Во время проведения процесса правки растяжением со штанги опадает окалина в поддон 7 со шне- - ком для ее удаления.
После окончания процесса правки происходит разжим механизма 5 захвата, голдв- ки 2 и 3 отводятся цилиндрами 4 и 9 от 30 уже выправленной П1танги. После отвода головок 2 и 3 по команде от системы конечных выключателей 12 упоры-отсекатели 11 ряда III втягиваются, и штанга, увлекаемая транспортером 6, плавно передвигается на позиции дальнейшей обработки. Цикл выделения единичной неправленной штанги из общего неориентированного потока и ее правки повторяется.
35
40
45
Формула изобретения
Правильно-растяжная машина для правки фасонного проката, содержащая станину, закрепленную на ней неподвижную и установленную с возможностью перемещения вдоль продольной оси станины в направлении растяжения зажимные головки, закрепленные на корпусе каждой из головок наклонно к вертикальной плоскости, проходящей через продольную ось станины по обе стороны от нее, две направляющие пластины, выполненный в виде расположенного в го- 5Q ризонтальной плоскости перпендикулярно продольной оси станины транспортера механизм загрузки и выгрузки изделий и установленный под станиной вдоль нее поддон со шнеком для удаления окалины, отличающаяся тем, что, с целью повышения
III, установленных параллелльно этой оси. 55 производительности с одновре.менным улучПосле плотного прижатия штанги 13 к упорам-отсекателям ряда III центр сечения ее тела сориентирован относительно вертикальшением качества правки, она снабжена дополнительным гидроцилиндром,корпус которого шарнирно связан со станиной, а шток -
ной плоскости оси растяжения А, после чего по команде системы конечных выключателей 12 происходит сближение головок 2 и 3 посредством силового цилиндра 4 и вспомогательного цилинд - ра 9. Одновременно с этим подается команда на выдвижение упоров-отсекателей 11 ряда II и втягивание упоров-отсекателей ряда I.
Установленные в передней части головок 2 и 3 направляющие пластины 8 поднимают провисающие под собственным весом головки щтанги 13 так, чтобы центр их сечения совпал с горизонтальной плоскостью оси растяжения А. После этого сориентированная штанга захватывается за ниппель механизмом 5 зажима, происходит процесс правки штанги. При этом благодаря тому, что головка 3 снабжена подвижным упором 10, осуществляющим во время растяжения ее связь со станиной 1, происходит жесткая фиксация головки 3 при правке путем растяжения головкой 2, приводимой в движение силовым цилиндром 4. Во время проведения процесса правки растяжением со штанги опадает окалина в поддон 7 со шне- ком для ее удаления.
После окончания процесса правки происходит разжим механизма 5 захвата, голдв- ки 2 и 3 отводятся цилиндрами 4 и 9 от уже выправленной П1танги. После отвода головок 2 и 3 по команде от системы конечных выключателей 12 упоры-отсекатели 11 ряда III втягиваются, и штанга, увлекаемая транспортером 6, плавно передвигается на позиции дальнейшей обработки. Цикл выделения единичной неправленной штанги из общего неориентированного потока и ее правки повторяется.
Формула изобретения
Правильно-растяжная машина для правки фасонного проката, содержащая станину, закрепленную на ней неподвижную и установленную с возможностью перемещения вдоль продольной оси станины в направлении растяжения зажимные головки, закрепленные на корпусе каждой из головок наклонно к вертикальной плоскости, проходящей через продольную ось станины по обе стороны от нее, две направляющие пластины, выполненный в виде расположенного в го- ризонтальной плоскости перпендикулярно продольной оси станины транспортера механизм загрузки и выгрузки изделий и установленный под станиной вдоль нее поддон со шнеком для удаления окалины, отличающаяся тем, что, с целью повышения
производительности с одновре.менным улучшением качества правки, она снабжена дополнительным гидроцилиндром,корпус которого шарнирно связан со станиной, а шток -
с неподвижной зажимной головкой, упором, установленным на неподвижной зажимной головке с возможностью взаимодействия со станиной, а также тремя рядами установленных на станине с возможностью перемещения по ней в горизонтальном направлении упоров отсекателей с конусными
наконечниками, каждый из которых соединен с силовым цилиндром и установлен с возможностью перемещения в вертикальном направлении, при этом упоры-отсекатели первого и второго рядов установлены с возможностью регулирования расстояния между ними.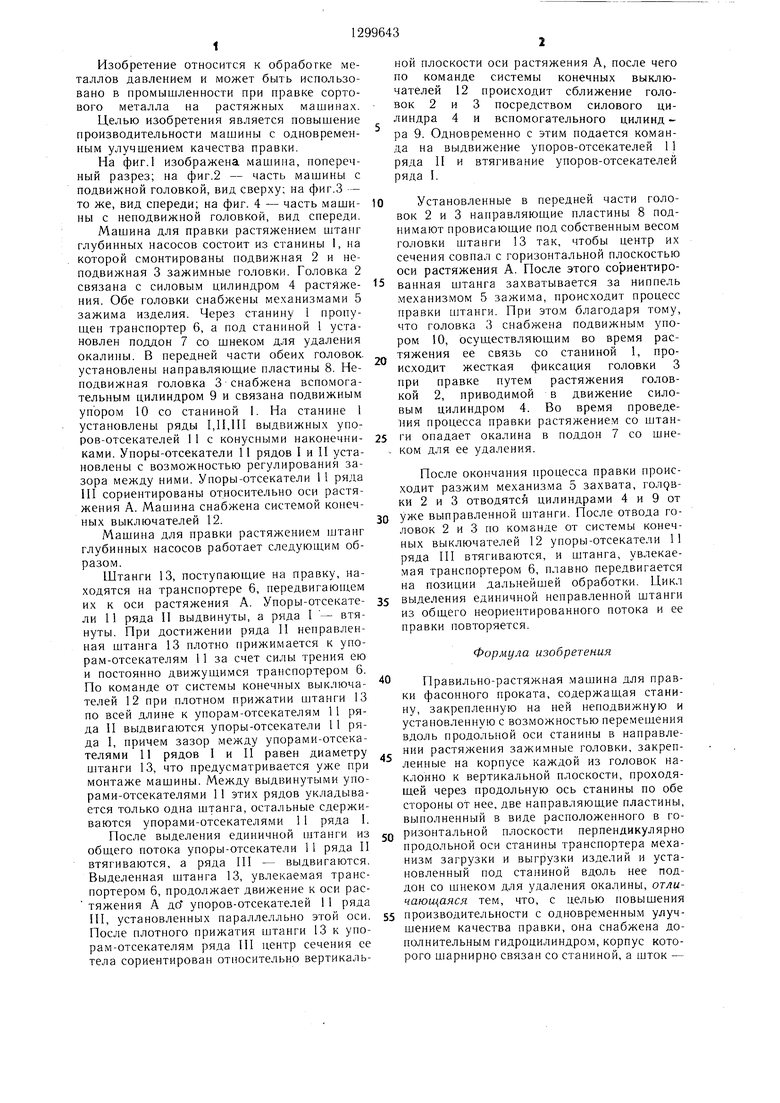
| название | год | авторы | номер документа |
|---|---|---|---|
| Правильно-растяжная машина для правки фасонного проката | 1982 |
|
SU1066698A1 |
| Правильно-растяжная машина | 1980 |
|
SU863061A1 |
| Устройство для правки горячего проката растяжением | 1975 |
|
SU570428A1 |
| Правильно-растяжная машина | 1979 |
|
SU854497A1 |
| Гидровлическая правильно-растяжная машина | 1974 |
|
SU519245A1 |
| Устройство для измерения величины растяжения изделия при правке | 1983 |
|
SU1148665A1 |
| Правильно-растяжная машина | 1975 |
|
SU566657A1 |
| Устройство к правильно-растяжной машине с подвижной и неподвижной головками для измерения величины растяжения изделия при правке | 1978 |
|
SU710722A1 |
| Устройство для правки растяжением деталей типа штанг глубинных насосов | 1978 |
|
SU858982A1 |
| Правильно-растяжная машина | 1979 |
|
SU845951A1 |
Изобретение относится к оборудованию для обработки металлов давлением и может быть использовано при правке сортового металла на растяжных машинах. Целью изобретения является повышение производительности машины и качества правки путем обеспечения надежности отделения единичных штанг (Ш) из обш.его потока, предварительного ориентирования на позицию правки и безударной выгрузки выправленных Ш. Машина содержит станину 1 с подвижной и неподвижной головками с установленными в их передней части направляюш,ими пластинами. Для надежной фиксации головки 3 при правке она снабжена подвижным упором. Для выделения и предварительного ориентирования единичной Ш предусмотрены I и II ряд упоров-отсекателей (УО) 1 с регулируемым зазором между ними. Последний ряд III УО выполнен с возможностью ориентации их параллельно оси растяжения А. 111, поступаюшие на правку, перемешаются по транспортеру 6. При плотном прижатии Ш по всей длине к УО II ряда выдвигаются УО 1 ряда. .Между выдвинутыми УО этих рядов укладывается только одна Ш. Далее перемешается к УО III ряда и оказывается ориентированной относительно оси растяжения А. По команде конечных выключателей происходит сближение головок. Пластины 8 поднимают Ш, затем Ш захватывается механизмом зажима 5 и происходит правка. 4 ил. i (Л со со О5 4 оо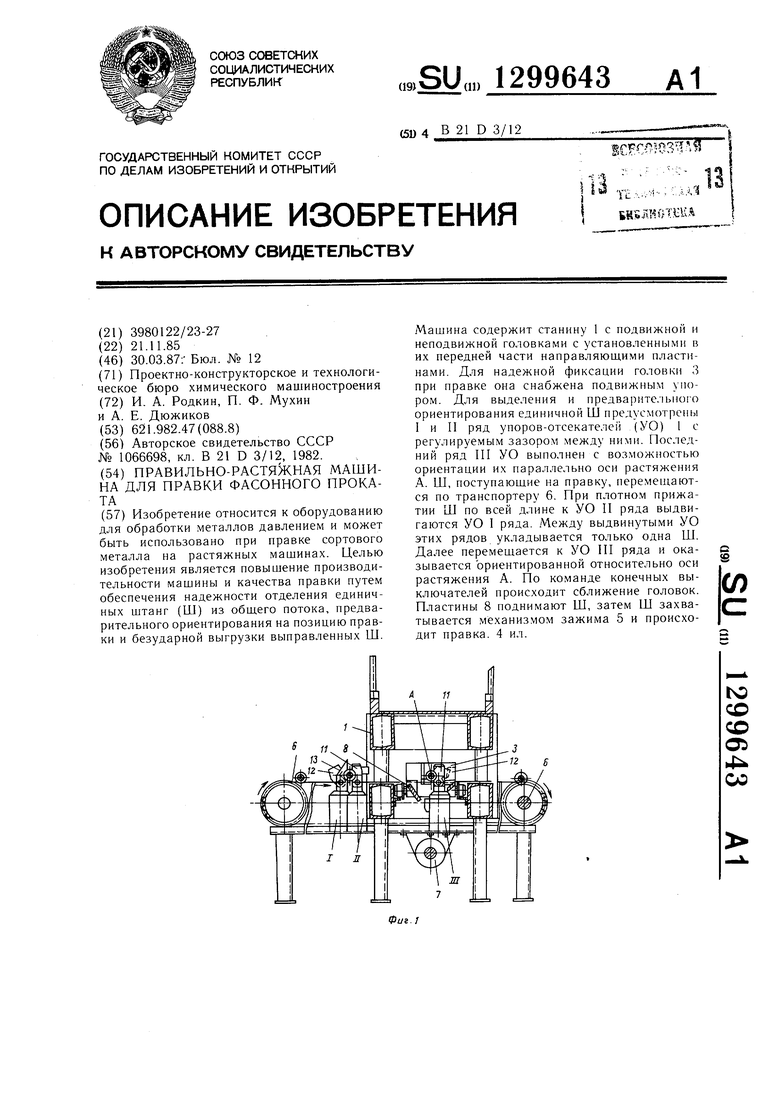
фиг. 2
фиг.
| Правильно-растяжная машина для правки фасонного проката | 1982 |
|
SU1066698A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
