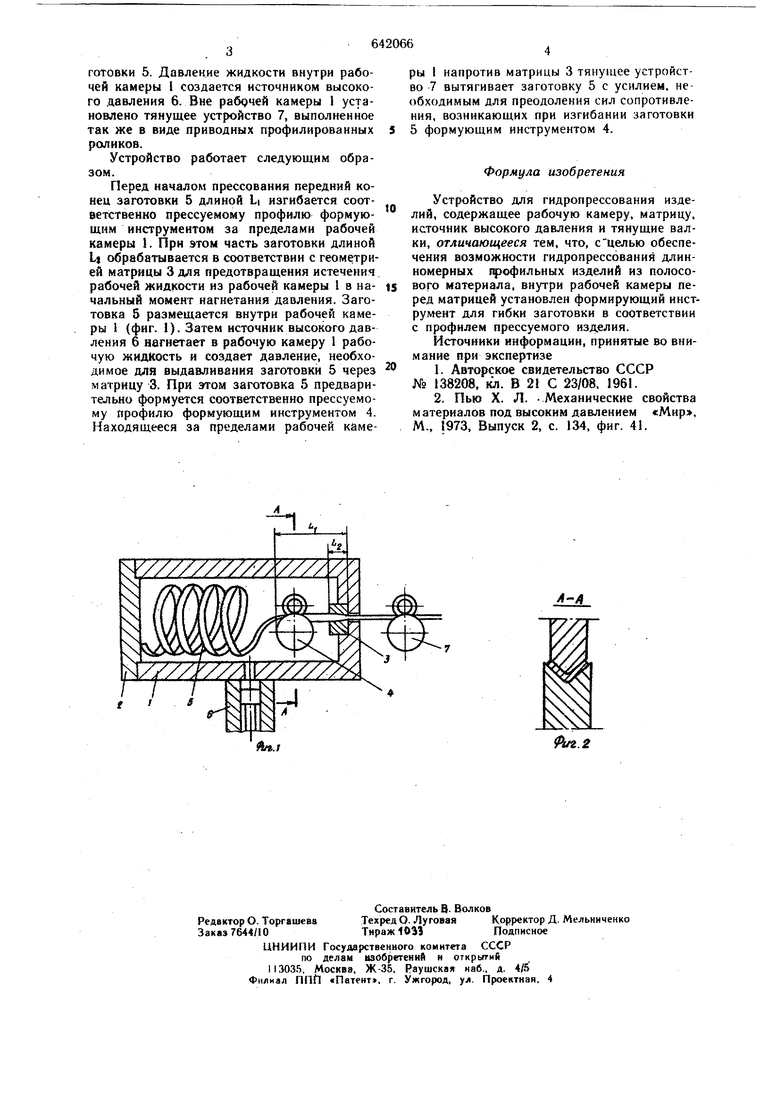
готовки 5. Давление жидкости внутри рабочей камеры I создается источником высокого давления 6. Вне рабочей камеры 1 установлено тянущее устройство 7, выполненное так же в виде приводных профилированных роликов.
Устройство работает следующим образом.
Перед началом прессования передний конец заготовки 5 длиной LI изгибается соответственно прессуемому профилю формующим инструментом за пределами рабочей камеры i. При этом часть заготовки длиной LJ обрабатывается в соответствии с геометрией матрицы 3 для предотвращения истечения рабочей жидкости из рабочей камеры 1 в начальный момент нагнетания давления. Заготовка 5 размещается внутри рабочей камеры I (фиг. 1). Затем источник высокого давления 6 нагнетает в рабочую камеру 1 рабочую жидкость и создает давление, необходимое для выдавливания заготовки 5 через матрицу 3. При этом заготовка 5 предварительно формуется соответственно прессуемому профилю формующим инструментом 4. Находящееся за пределами рабочей камеры 1 напротив матрицы 3 тянущее устройство -7 вытягивает заготовку 5 с усилием, необходимым для преодоления сил сопротивления, возникающих при изгибании заготовки 5 формующим инструментом 4.
Формула изобретения
Устройство для гидропрессования изделий, содержащее рабочую камеру, матрицу, источник высокого давления и тянущие валки, отличающееся тем, что, с целью обеспечения возможности гидропрессования длинномерных фофильных изделий из полосового материала, внутри рабочей камеры перед матрицей установлен формирующий инструмент для гибки заготовки в соответствии с профилем прессуемого изд.елия.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 138208, кл. В 2 С 23/08, 1961.
2.Пью X. Л. -Механические свойства материалов под высоким давлением «Мир, М., 1973, Выпуск 2, с. 134, фиг. 41.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывного гидропрессования | 1981 |
|
SU984601A1 |
| Устройство для непрерывного гидропрессования | 1982 |
|
SU1044397A2 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ГИДРОМЕХАНИЧЕСКОГО ПРЕССОВАНИЯ ЗАГОТОВОК | 2010 |
|
RU2440864C1 |
| Намоточный механизм к устройству для непрерывного гидростатического прессования проволоки | 1981 |
|
SU969399A1 |
| Способ гидропрессования длинномерных профильных изделий и установка для его осуществления | 1986 |
|
SU1454536A1 |
| Устройство для непрерывной гидроэкструзии заготовок | 1982 |
|
SU1044374A1 |
| Установка для гидростатическогопРЕССОВАНия пОлыХ издЕлий | 1979 |
|
SU841761A1 |
| Установка для гидропрессования | 1976 |
|
SU867504A1 |
| Штамп для изготовления изделий из труднодеформируемых материалов | 1980 |
|
SU1016014A1 |
| СПОСОБ ГИДРОПРЕССОВАНИЯ ТОЧНЫХ ПРОФИЛЕЙ ИЗ СПЛАВОВ ЦВЕТНЫХ И БЛАГОРОДНЫХ МЕТАЛЛОВ | 1995 |
|
RU2084304C1 |
.1
