S . 6 0 / /5 /f ff /7
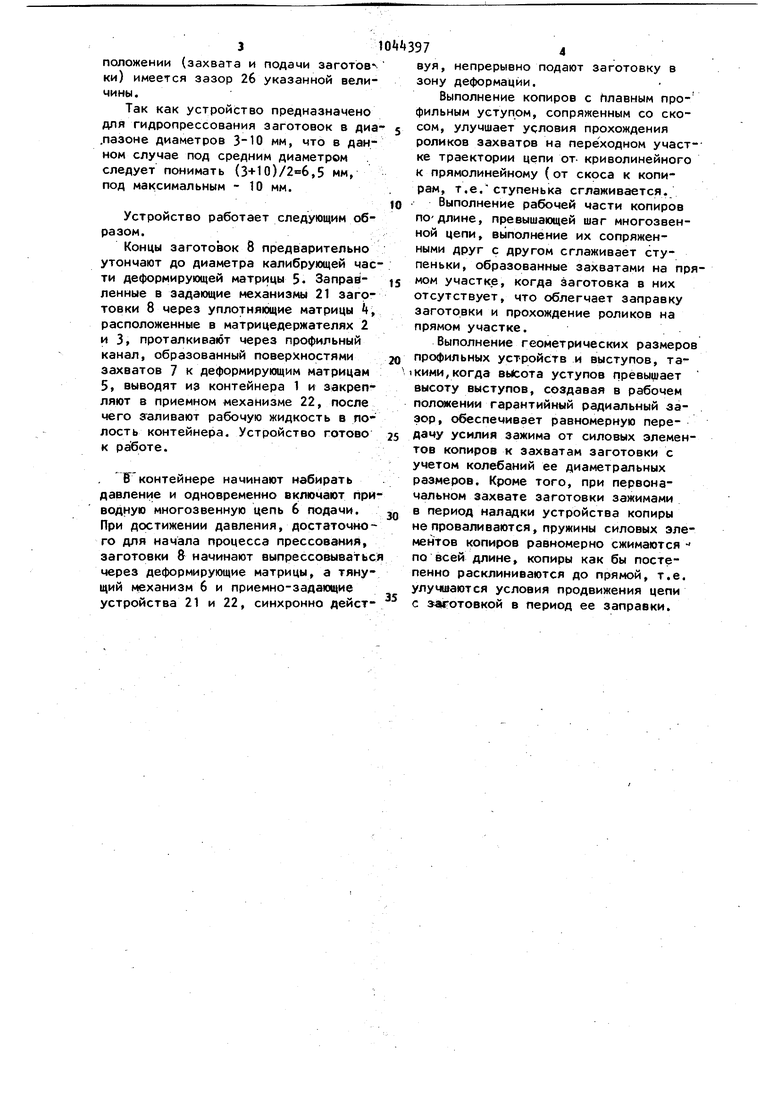
СО со J Изобретение относится к. обработке металлов давлением, а точнее к конструкциям устройств для непрерывного гидропрессования. По основному авт. св. № SSjGOl известно устройство для непрерывного гидропрессования, содержащее контейнер с заполненной рабочей жидкостью сквозной полостьюi установленный в ней компакт-блок, предназначенный для втягивания заготовки через уплот нит ельную матрицу в полость контейнера и подачи ее к деформирующей мат рице, выполненный в виде каркаса с отверстиями в средней части и с пазами, огибающей каркас замкнутой цепи, смонтированной на звездочках ведущего и ведомого валов с опорами, смонтированными на звеньях цепи захватов из попарно расположенных один против другого зажимов и воздействующих на зажимы подпружиненных роликов, а также двух направляющих пла нок с выступами (копирами ), установленных одна напротив другой своими выступами в упомянутых отверстиях, каркаса и поджатых в направлении оси контейнера силовыми элементами Cl j . Недостатком известного ycтpoйctвa является пониженная работоспособност и надежность из-за того, что в тот момент, когда в камере высокого давления нет заготовки, под действием пружин силовых элементов, расположенных в отверстиях каркаса, копиры своими внутренними поверхностями воздействуют на ролики зажимов и при жимают их друг к другу, образуя при этом ступеньку между скосом и копиром, что затрудняет прохождение роликов на-этом участке, а следователь но, движение цели. Кроме того,такие ступеньки образуются по всей длине прямолинейного участка при заправке заготовки и подаче ее в деформирующую матрицу,, затрудняя прохождение в свою очередь роликов и на прямом участке. Цель изобретения - увеличение работоспособности и надежности устройства за счет повышения плавности вза имодействия роликов захватов с копирами. Поставленная цель достигается тем что в устройстве для непрерывного гидропрессования длина рабочей части каждого копира выполнена большей шага многозвенной цепи на величину радиуса средней из прессуемых заготовок, передняя к направлению движения роликов захватов часть копира снабжена уступом, а задняя часть выступом, причем последний размещен в уступе соседнего копира с образованием между ними радиального зазора, равного допуску на радиус наибольшей из прессуемых заготовок. На фиг.1 показано устройство, общий вид, продольный разрез вдоль оси; на фиг.2 - то же, продольный разрез по копирам в увеличенном масштабе. Устройство содержит контейнер 1, в канале которого, заполненного рабочей жидкостью, смонтированы друг против друга два матрицедержателя 2 и 3 с двумя уплотняющими и двумя деформирующими матрицами и 5. Бесконечная многозвенная цепь 6, отдельные звенья которой снабжены захватами 7 заготовок 8, установленными соосно с роликами 9, ролики 9 снабжены разжимными пружинами 10. В расточках каркаса 11 установлены с обеих сторон на осях 12 копиры 13 с рабочими поверхностями 1k, снабженные силовыми элементами, выполненными, например, в виде попарно расположенных в копирах пружин 15 сжатия. Копиры 13 установлены с возможностью перемещения вдоль осей 12. Траектория движения цепи 6 состоит из прямолинейных участков, образованных рабочими поверхностями И копиров 13 и криволинейныхучастков, образованных внутренними поверхностями 16 опор 17, при этом поверхности 16 и И соединены при помощи скосов 18. Бесконечная многозвенная цепь 6 одета на ведомую звездочку 19 и ведущую звездочку 20, соединенную с приводом, расположенным за пределами контейнера (не показан). Для задачи заготовок и приема изделий служат задающие 21 приемные 22. механизмы. Длина рабочей части И копиров 13 (фиг.2) выполнена из расчета превышения шага многозвенной цепи на величину половины среднего из прессуемых диаметров заготовок. Передняя по направлению встречного движения цепи часть копира снабжена плавным профильным уступом 23 с заплечиком 2k, а задняя часть - выступом 25, сопряженным с заплечиком 2 соседнего копира. Выота профильного уступа 23 больше ысоты уступа 25 на величину порядка опуска максимального прессуемого иаметра заголовки, т.е. в рабочем
положении (захвата и подачи заготов ки) имеется зазор 26 указанной величины.
Так как устройство предназначено для гидропрессования заготовок в диа .пазоне диаметров 3-10 мм, что в данном случае под средним диаметром следует понимать {3+10),5 мм, под максимальным - 10 мм.
Устройство работает следующим образом.
Концы заготовок 8 предварительно утончают до диаметра калибрующей части деформирующей матрицы 5- Запревленные в задающие механизмы 21 заготовки 8 через уплотняющие матрицы k, расположенные в матрицедержателях 2 и 3, проталкивают через профильный канал, образованный поверхностями захватов 7 к деформирующим матрицам 5, выводят из контейнера 1 и закрепляют в приемном механизме 22, после чего згаливают рабочую жидкость в полость контейнера. Устройство готово к работе.
, F контейнере начинают набирать давление и одновременно включают приводную многозвенную цепь 6 подачи. При достижении давления, достаточного для начала процесса прессования, заготовки 8 начинают выпрессовыватьс через деформирующие матрицы, а тянущий механизм 6 и приемно-задающие устройства 21 и 22, синхронно действуя, непрерывно подают заготовку в зону деформации.
Выполнение копиров с Главным профильным уступом, сопряженным со скосом, улучшает условия прохождения роликов захватов на переходном участке траектории цепи от- криволинейного к прямолинейному (от скрса к копирам, т.е.ступенька сглаживается.
Выполнение рабочей части копиров ПОдлине, превышающей шаг многозвенной цепи, выполнение их сопряженными друг с другом сглаживает ступеньки, образованные захватами на прямом участке, когда заготовка в них отсутствует, что облегчает заправку заготовки и прохождение роликов на прямом участке.
Выполнение геометрических размеров профильных устройств и выступов, та1КИМИ,когда высота уступов превыц ает высоту выступов, создавая в рабочем положении гарантийный радиальный зазор, обеспечивает равномерную передачу усилия зажима от силовых элементов копиров к захватам заготовки с учетом колебаний ее диаметральных размеров. Кроме того, при первоначальном захвате заготовки зажимами в период наладки устройства копиры не проваливаются, пружины силовых элементов копиров равномерно сжимаются по всей длине копиры как бы постепенно расклиниваются до прямой, т.е. улучшаются условия продвижения цепи с э отовкой в период ее заправки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывного гидропрессования | 1981 |
|
SU984601A1 |
| Устройство для непрерывного гидропрессования | 1982 |
|
SU1039629A2 |
| Устройство для непрерывного гидропрессования изделий | 1984 |
|
SU1181764A1 |
| Устройство для гидропрессования штучных заготовок | 1987 |
|
SU1581451A1 |
| Устройство для непрерывного гидромеханического прессования длинномерных изделий | 1984 |
|
SU1205977A1 |
| Устройство для перемещения длинномерного материала | 1986 |
|
SU1346303A1 |
| Заготовка для гидропрессования | 1987 |
|
SU1449170A1 |
| Устройство для гидростатического прессования заготовок неограниченной длины | 1985 |
|
SU1282949A1 |
| Узел осевой подачи заготовки к устройству для непрерывного гидропрессования изделий | 1988 |
|
SU1668003A1 |
| Устройство для непрерывного гидропрессования | 1983 |
|
SU1159708A2 |
УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ГИДРОПРЕССОВАНИЯ по авт.св.№984601, отличающееся тем, что, с целью увеличения его работоспособности и надежности путем повышения плавности взаимодействия роликов захватов, с копирами, длина рабочей масти каждого копира выполнена большей шага многозвенной цепи на величину радиуса средней из прессуемых заготовок, передняя к направлению движения роликов захватов часть копира снабжена уступом, а задняя часть выступом, причем последний размещен в уступе соседнего копира с образо-. ванием между никад радиального зазора, равного допуску на радиус наибольшей из прессуемых заготовок.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР № , кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| . | |||
