1
Изобретение относится к машиностроению, в частности к гусеничным транспортным средствам, предназначено для сборки и разборки гусеничных цепей и может быть использовано для сборки многошарнирных аналогичных деталей.
Известен способ сборки и разборки звеньев гусеничных цепей путем запрессовки (выпрессовки) пальцев в отверстия 1фоушин звеньев 1 .
Известньш способ имеет низкую производительность, не обеспечивает необходимой точности центрирования отверстий проушин звеньев при сборке.
Цель изобретения - повысить производителыю ть и снизить усилия запрессовки (вьшрессовки).
Это достигается тем, что собираемые детали подвергают колебанию в двух направлениях, прячем собираемое звено подвергают колебанию в вертикальной плоскости относительно другого неподвижно закрепленного звена, а палец - в направлении прессовки. Кроме того, собираемое звено подвергают колебанию преимущественно в плоскости, перпендикулярной оси пальца, причем частота колебания пальца выше, чем звена, а их соотношение кратно не целому числу.
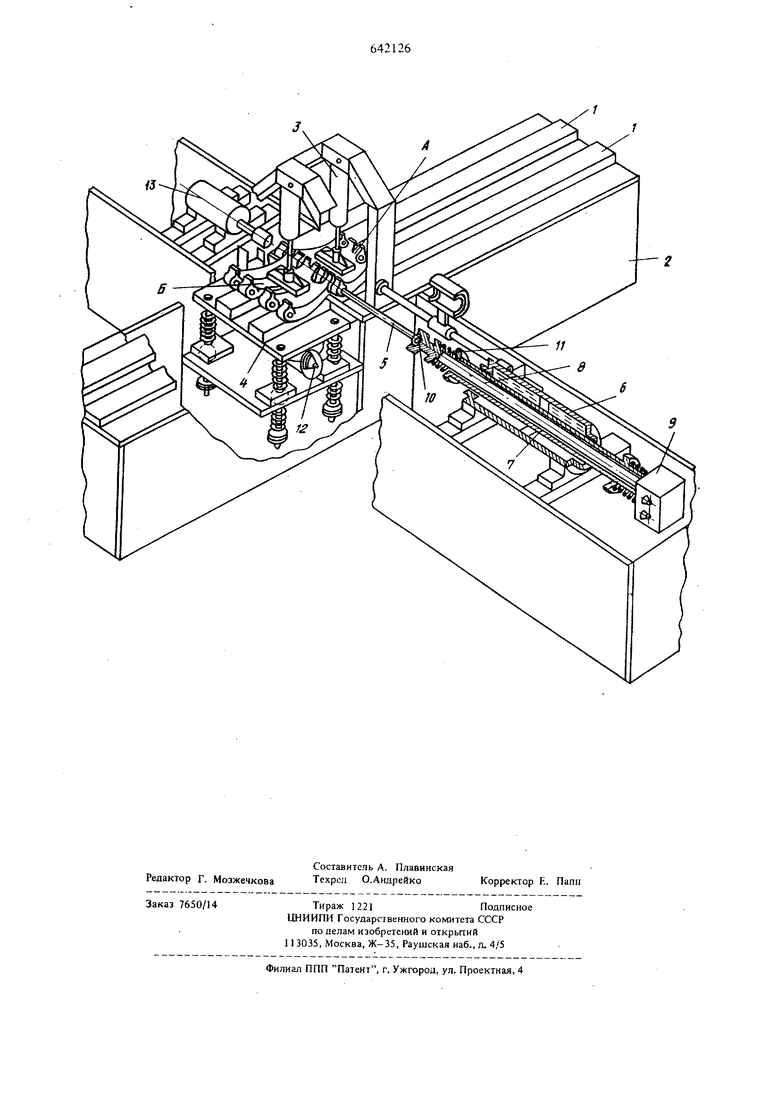
Способ сборки гусеничной цепи производится .на стенде, показанном на чертеже.
Собранная часть гусеничной цепи размещается на продольных направляющих 1 станины 2, на которой размещены механизм центрирования, механизм запрессовки, механизм выпрессовки пальцев с устройством для срезания щплинтов и механизм привода вибраторов.
Последующее звено гусеничной цепи (звено А) фиксируется с помощью силового гидроцилиндра 3 на направляющих 1. Собираемое звено (звено Б) в свою очередь фиксируется на направляющих вибрирующих плиты 4, затем в отверстие проушины звена А вставляется гусеничный палец 5, после чего включаются силовой гидроцилиндр 6 механизма запрессовки и выпрессовки пальцев и привод вибраторов (на чертеже не показан).
При этом полый шток 7 гидроцилиндра 6 со штангой 8 перемещается в сторону головки гусе201В1ЧНОГО пальца 5, одновременно под действием дебалансных вибраторов 9, приводимых в действие от одного привода, штанга 8 прнводатся в колебательное движение в осевом направлении, а 25 вибрирующая плита 4 с прикрепленным к ней
обираемым звеном Б - в колебательное движеие по круговой траектории, причем колебание литы 4 совершается в вертикальной плоскости, перпендикулярной оси штанги 8.
После того, как боек штанги 8 соприкоснется с головкой 10 гусеничного пальца 5, происходит некоторое сжатие пружкн 11 на штанге 8, одновременно по головке 10 пальца 5 наносятся частые периодические удары, частота которых выше, чем частота колебания собираемого звена Б. В связи с этим гидроцилиндр 6 не испытывает большой нагрузки, так как запрессовка пальца 5 в основном происходит под действием его вибрации, а полый шток 7 перемещает штангу 8 в осевом направлении.
При нарушении соосности отверстий или же наличии каких-либо заусенцев в отверстиях соединеш1е звеньев происходит следующим образом.
После того, как гусеничный палец 5 встретит в отверстии какой-либо упор или произойдет несовпадение отверстия с пальцем 5, на некоторый промежуток времени дальнейшее перемещение штанги 8 с пальцем прекращается, хотя полный шток 7 продолжает перемещение, которое совершается за счет сжатия пружины И, расположенной в передней части штанги, тем самым увеличивается усилие давления на гусеничный палец 5. Но под действием вибратора направленного действия гусеничньш палец 5 испытывает не постоянное усилие, а с периодическим изменением направления, т.е. давление на заусенцы или другое препятствие то увеличивается, то совсем снимается.
Поскольку в это же время собираемое звено Б также совершает колебательное движение в вертикальной плоскости, перпендикулярной оси пальца 5, то в тот момент когда под действием вибратора штанга 8 освобождает давление на палец 5, т.е. давлеше пальца в какой-ушбо упор, собираемое звено Б под действием вибратора 12 также освобождается и перемешается в направлении свободного пространства, тем самым обеспечивается преодоление заусе1щев и заклиниваний. Этому также способствует несовпаде1ше частоты колебания плиты 4 с собираемым звеном Б и штангой 8 (гусеничного пальца 5), так как колебание их с разной частотой исключает возможность нанесения ударов по одному и тому же месту и ускоряет процесс центрирования.
Разборка гусеничной цепи происходит следующим образом.
Разбираемое звено Б фиксируется на направляющих вибрирующей плиты 4, а связанное с ним звено А - на направпяюпдах 1 станины 2. Потом с помощью гидроцилиндра 13 срезается шплинт с гусеничного пальца 5, при этом палец несколько перемещается в сторону штанги 8 и освобождается его головка. После этого на головку гусеничного пальца 5 и головку штанги 8 накладьшается захват, включается гидроцилиндр запрессовки и выпрессовки па.гп1ца и вибраторы.
Поскольку изношенный гусеничный палец имеет форму коленчатого вала, вследствие чего он размещается в отверстиях с большим зазором, то колебанием разбираемого звеш и гусеничного пальца во взаимно перпендикулярных направлениях легко достигается совмещение отверстий и пальца.
По предварительным расчетам такой способ сборки и разборки обеспечивает повышение производительности труда в 2,5-3 раза. Кроме того, за счет одновременного колебания звена и пальца в двух взаимно перпендикулярных плоскостях достигается значительное снижение сопротивления перемещения пальца в отверстиях, т.е. усилие запрессовки.
Формула изобретения
1.Способ сборки и разборки многошарнирных деталей типа звеньев гусеничных цепей путем запрессовки (выпрессовки) пальцев в отверстие проушин звеньев, отличаю а1ийся тем, что, с целью повьщ1ения производительности и снижения усилия запрессовки (выпрессовки) собираемые детали подвергают колебанию в двух направлениях, причем собираемое звено подвергают колеба1шю в вертикальной плоскости относительно другого неподвижно закрепленного звена, а палец - в направлении прессовки.
2.Способ по п. 1, о т л и ч а ю щ и и с я тем, что собираемое звеао подвергают колебанию преимушествешю в плоскости, перпендикулярной оси пальца, причем частота колебания пальца выше чем звеш, а их соотношение кратно не целому числу.
Источники информации, принятые во внимание при экспертизе:
I. Авторосое свидетельство СССР № 338344, кл. В 23 Р 19/00, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для сборки и разборки гусеничной цепи | 1977 |
|
SU653080A1 |
| Стенд для сборки и разборки гусеничной цепи | 1978 |
|
SU765091A1 |
| Стенд для разработки и сборки гусеничной цепи | 1977 |
|
SU656796A1 |
| Стенд для разборки и сборки гусеничной цепи | 1979 |
|
SU872170A1 |
| Стенд для разборки и сборки гусеничной цепи | 1984 |
|
SU1227399A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ЦЕПИ | 2003 |
|
RU2257991C2 |
| Стенд для разборки гусеничной цепи | 1980 |
|
SU948601A1 |
| Устройство для разборки и сборки гусеницы с резинометаллическими шарнирами | 1981 |
|
SU977137A1 |
| Установка для разборки гусеничных лент | 1988 |
|
SU1585104A1 |
| Способ разборки гусеничной цепи и устройство для его осуществления | 1981 |
|
SU969501A1 |