Как известно, наклёп, повышая предел текучести, даёт возлюжность экономить 20-38% арматурного железа. Наклёп обычно осуществляется либо вторичной прокаткой железа, либо скручиванием нескольких прутьев (с одновременным вытягиванием их). В том и другом случае поверхность железа становится шероховатой, отчего увеличивается сцепление арматуры с бетоном.
Оба эти способа имеют, однако, недостатки. При первом способе требуется организация вторичной нрокатки на металлургическом заводе. Второй же способ применим лишь при диаметре прутков, не превышающем определённой величины.
С целью устранения этих недостатков, предлагается станок, при помощи которого наклёп и шероховатая поверхность арматурного железа получаются применением ряда молотков, имеющих осевые воз1вратно-поступательные движения. Молотки установлены наклонно к оси обрабатываемого арматурного железа. Благодаря этому их рабочее движение используется не только для нанесения ударов, но
и для осевой подачи обрабатываемого железа. Проведённые испытания показали, что предел текучести металла повышается при этом на 50%. Станок прост, компактен и может работать непосредственно на стройке.
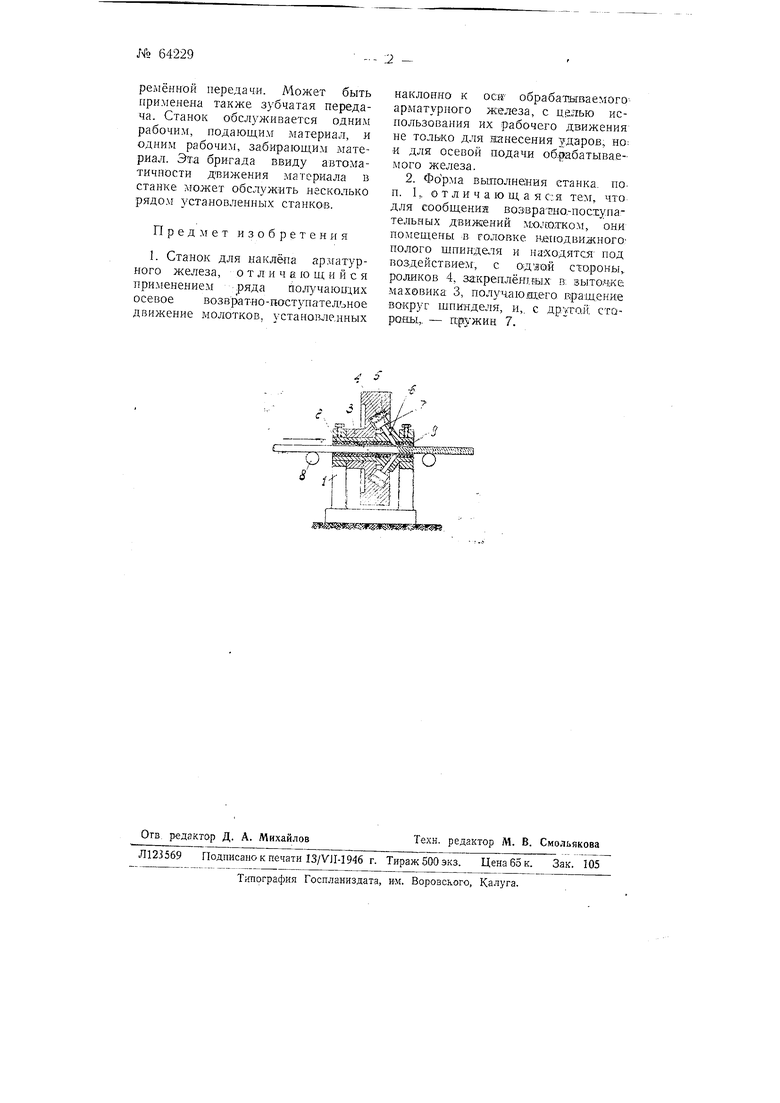
На чертеже предлагаемый станок показан в продольном разрезе. На станине 1 неподвижно закреплён шпиндель 2, имеющий сквоз-ное отверстие. На шпинделе вращается маховик 3, снабжённый одним или несколькими роликами 4, в зависимости от требуемой частоты ударов. Ролики при вращении маховика периодически нажимают на головки 5 молотков 6, помещенных в неподвижном шпинделе. Обратно молотки отжимаются пружинами 7. Наклонным направлением молотков обеспечивается автоматическая подача прутка металла, опираюшегося на ролики 8. Сменой головок 5 и гильзы 9 станок приспосабливается к обработке прутков различных поперечных размеров.
Маховик одновременно является шкивом и приводится во вращение от электродвигателя при помощи
ремённой передачи. Может быть применена также зубчатая передача. Станок обслуживается одним рабочим, подающим материал, и одним рабочим, забирающим материал. Эта бригада ввиду автоматичности движения материала в станке может обслужить несколько рядом установленных станко:в.
Предмет изобретения
1. Станок для наклёпа арматурного железа, отличающийся применением ряда ползчающих осевое возвратно-поступательное движение молотков, установленных
наклонно к ОСИ- обрабат-ншаемого арматурного железа, с ц&лью иснользования их рабочего движения не только для .аанесения задаров, но: и для осевой подачи об- абатываемого железа.
2. Форма выполнения станка, по. п. 1 „ отличающая с; я тем, что для сообщения воэвратно.-поехупательных движений M-OJCO.TKOM, они помещены в головке НавсюдвижногО полого шпиндатя и находятся под воздействием, с одао,й стороны, роликов 4, закреплённых в; зытойкв; маховика 3, пол чаю.щ,его кращенке вокруг шпинделя, и,, с другой: CTQрОНЫ,. - п;ружин 7.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для контактной сварки пространственных арматурных каркасов | 1983 |
|
SU1143549A1 |
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И ВЫТЯЖНОЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2639202C2 |
| Автоматический станок для изготовления резаных гвоздей | 1934 |
|
SU45587A1 |
| Бесцентровотокарный станок для обработки длинномерных деталей типа прутка | 1982 |
|
SU1077708A1 |
| Станок для сварки плоских арматурных сеток из круглых прутков | 1951 |
|
SU95657A1 |
| Станок для непрерывной намотки нитевидного материала | 1990 |
|
SU1803377A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |
| СПОСОБ ОБРАБОТКИ РУЧЬЕВ И КАНАВОК НА ВАЛКАХ ИЛИ ШАЙБАХ | 1993 |
|
RU2121908C1 |
| Станок для контактной сварки пространственных арматурных каркасов | 1971 |
|
SU497112A1 |
| ВЕРТИКАЛЬНО-ШЛИФОВАЛЬНЫЙ СТАНОКВСЕСОЮЗНАЯa^T?HlHO-HXu"iE:ifARБИБЛИОТЕКА | 1971 |
|
SU315570A1 |
